Бурение технологических отверстий в бетоне и железобетоне
Обладая теоретическими знаниями и практическими умениями на высоком профессиональном уровне в плане сверления алмазными коронками, наши специалисты производят работы по устройству практически любых технологических отверстий — предусмотренных по технологии, в том числе в несущих конструкциях, а также для крепежных приспособлений
Так, мы выполняем сквозные и глухие технологические отверстия диаметром до 1250 мм в самых твердых строительных материалах. Глубина технологических отверстий может достигать 40 метров. При этом технологические отверстия могут быть выполнены под небольшим углом.
Сегодня сталкиваться с тем, что в перекрытиях и стенах зданий и сооружений нужно просверлить те или иные технологические отверстия, приходится достаточно часто. В строительстве при проведении инженерных коммуникаций без таких отверстий уже никак не обойтись. Поэтому, если Вам нужно просверлить технологические отверстия под различные нужды — смело обращайтесь в компанию «LOMBETON»!
Мы осуществляем сверление всех необходимых технологических отверстий для оснащения зданий и сооружений отопительными системами: отверстий в перекрытиях под трубы стояков отопления; отверстий для подключения всех необходимых отопительных приборов; ниш для рукавов воздушного отопления. Также наша компания ведет работы по обустройству отверстий для прокладки таких инженерных коммуникаций, как сантехнические системы: отверстий и проемов для трубной разводки; отверстий под установку внутренних стояков сливов с плоских крыш; отверстий для монтажа раковин и душевых кабин; отверстий для установки анкеров, отверстий для установки оборудования, отверстий для установки измерительных приборов и тд.
Также наша компания ведет работы по обустройству отверстий для прокладки таких инженерных коммуникаций, как сантехнические системы: отверстий и проемов для трубной разводки; отверстий под установку внутренних стояков сливов с плоских крыш; отверстий для монтажа раковин и душевых кабин; отверстий для установки анкеров, отверстий для установки оборудования, отверстий для установки измерительных приборов и тд.
Также компания «LOMBETON» выполняет технологические отверстия, которые необходимы при прокладке в здании систем вентиляции и кондиционирования. В частности, наши специалисты производят бурение отверстий в капитальных стенах под горизонтальные воздуховоды и в перекрытиях под вертикальные воздуховоды, ниш под вентиляционные клапаны, отдушин под системы естественной вентиляции, отверстий для установки сплит-систем и внешнего блока кондиционера.
Вместе с тем мы сверлим отверстия в капитальных стенах, необходимые для оснащения зданий и сооружений слаботочными системами: отверстия для прокладки специальных лотков с кабелями систем автоматического пожаротушения, скрытого видеонаблюдения и охраны, управления централизованным кондиционированием здания; отверстия для скрытой установки камер видеонаблюдения; и др.
Кроме того, компания «LOMBETON» выполняет технологические отверстия под различные конструкции, такие как перила на лестничных маршах, перила ограждения, декоративные конструкции внутри общественных зданий, технологическое оборудование различного назначения.
Стоимость работ по сверление технологических отверстий зависит от толщины и материала затрагиваемой поверхности. Также далеко не последнее значение имеет глубина и количество отверстий. Наиболее объективную оценку стоимости сверления отверстий для своих нужд Вы можете получить у наших менеджеров.
ДРУГИЕ СТАТЬИ РАЗДЕЛА
- Технологические отверстия
- Глубинное сверление до 40 метров с отбором керна
- Сверление единой скручивающейся коронкой
- Сверление коронкой большого диаметра до 1250 мм
- Строчное алмазное сверление
- Алмазное сверление в Москве
- Алмазное бурение, цена
- Отбор керна
- Алмазное сверление отверстий
Что такое алмазное бурение и сверление — Статьи — Разум Плюс Алмазное бурение
Что такое алмазное бурение, сверление?
Общие сведения об установках для алмазного бурения
Область применения алмазного бурения
Плюсы алмазного бурения
Правильный выбор установки для алмазного бурения
Что такое алмазное бурение, сверление?
Алмазное бурение – сложный безударный процесс получения идеально круглых технологических отверстий в изделиях из бетона, железобетона и кирпича с применением инструмента, оснащенного коронкой с алмазными зубцами. Основными преимуществами является отсутствие пыли и шума при работе. В результате получаются ровные отверстия в горизонтальных и вертикальных плоскостях необходимого диаметра и глубины.
Основными преимуществами является отсутствие пыли и шума при работе. В результате получаются ровные отверстия в горизонтальных и вертикальных плоскостях необходимого диаметра и глубины.
Безударное воздействие позволяет делать отверстия без ущерба для поверхности. Во время работы исключено возникновение таких дефектов, как трещины и сколы. Также не возникает отслоение материалов. Готовое отверстие не требует дополнительной обработки для придания ровности и гладкости поверхности.
Строительные работы редко проходят без создания огромного количества отверстия в стенах. Любой здание нуждается в коммуникациях и инженерных сетях, отверстия нужны для прокладки труб, систем вентиляции, кондиционирования, средств связи и т.д. Они должны быть ровными, при их сверлении желательно обойтись без пыли, шума и ударных воздействий.
Строительная сфера развивается так быстро, что еще несколько десятков лет назад для создания отверстия использовали молоток. Это была трудная и монотонная работа. Потом появились дрели, и работы уже занимали пару минут, а не часов. Следующим инструментом стал перфоратор, и он выполнял работу за несколько секунд. Перфоратор отличный инструмент, но он справляется только с отверстиями небольшого диаметра. Именно поэтому создание установок алмазного бурения существенного облегчило и ускорило строительные процессы. Установки алмазного бурения и перфораторы не стоит даже сравнивать, это разные инструменты с разной ценой и функциями.
Потом появились дрели, и работы уже занимали пару минут, а не часов. Следующим инструментом стал перфоратор, и он выполнял работу за несколько секунд. Перфоратор отличный инструмент, но он справляется только с отверстиями небольшого диаметра. Именно поэтому создание установок алмазного бурения существенного облегчило и ускорило строительные процессы. Установки алмазного бурения и перфораторы не стоит даже сравнивать, это разные инструменты с разной ценой и функциями.
Установки могут создавать отверстия, диаметр которых может доходить до нескольких десятков сантиметров. Они обладают высокой скоростью, точностью бурения, качеством получаемой поверхностью. Алмазное бурение не создает динамических ударных воздействий, благодаря этому риск возникновения трещин минимальный. Также значимым достоинством является тихая и пыльная работа, установки алмазного бурения применяются не только на строящихся объектах, но и в уже эксплуатируемых зданиях. Сверления железобетона настоящая проблема для многих строителей, но алмазную установку не сможет повредить ни одна арматура.
Вращения в алмазной установке создает дрель алмазного бурения. Но удерживать самостоятельно установку во время работы очень сложно. Поэтому нужна специальная стойка. На данную стойку при помощи суппорта устанавливается дрель. Зубья суппорта цепляются за зубья стойки, и благодаря этому происходит управление устройством. Коронку установки надо постоянно охлаждать, поэтому необходимо непрерывная подача воды. Алмаз не переносит перегрева, высокие температуры ослабляют его.
Для удаления пыли к установке подключают строительный пылесос, а для сбора грязной воды используются водосборные кольца.
Область применения алмазного бурения
Алмазное бурение бетона производится:
- В стенах и перегородках;
- В перекрытиях;
- В стяжке пола и фундаменте;
- Получение сквозных отверстий и небольших углублений;
- Проведение системы отопления, разводка водоснабжения в помещении, а также для проведения магистралей электросетей;
- Сверление отверстий на лестничных маршах под установку перил и ограждений;
В монтаже системы вентиляции, дымоходов и системы кондиционирования алмазное бурение является неотъемлемой частью процесса.
Плюсы алмазного бурения
- Скорость выполнения работ работы.
- Ровная поверхность полученного отверстия.
- Точные размеры.
- Большой диапазон диаметров отверстий.
- Низкий уровень шума.
- Получение отверстий на горизонтальных и вертикальных поверхностях.
- Возможность получения косых отверстий.
Правильный выбор установки для алмазного бурения
Выбирая установку алмазного сверления, Вы должны четко понимать какие именно задачи будете решить с её помощью. Все профессиональные установки для сверления предназначены для выполнения значительных объемов работ и бурения отверстий больших диаметров. Обратите внимание на такие показатели, как максимальный диаметр сверления, скорость вращения вала, вес и мощность, ведь, по большому счету, именно они определяют сферу применения и характер использования установки.
На Российском рынке можно найти установки для бурения от разных производителей, одни будут дороже, а другие дешевле. Кстати сказать, внимание надо обратить и на стоимость. Однако цена не всегда определяет качество установки алмазной установки.
Кстати сказать, внимание надо обратить и на стоимость. Однако цена не всегда определяет качество установки алмазной установки.
Чтобы гарантированно заполучить в своё распоряжение качественную установку алмазного бурения лучше выбирать не только марку известного производителя, но и профессионального продавца с надежной репутацией.
В компании «РАЗУМ ПЛЮС» не только помогут подобрать необходимое оборудование,
но и поделятся опытом.
Сверление печатных плат: что можно и чего нельзя делать
Сверление — самый дорогой и трудоемкий процесс в производстве плат. Процесс сверления печатной платы должен быть тщательно реализован, так как даже небольшая ошибка может привести к большим потерям. Процесс сверления считается наиболее важным и узким местом в производстве печатных плат. Инженер-конструктор печатных плат всегда должен изучать возможности производителя платы, прежде чем размещать заказ.
Процесс сверления является основой для переходных отверстий и связи между различными слоями. Уменьшение размеров электронных устройств, таких как телевизоры и телефоны, привело к превращению их из стационарных в портативные. Для уменьшения размера требуется высококачественная микрообработка. Бурение играет жизненно важную роль в том, чтобы сделать это возможным. Следовательно, применяемая технология бурения имеет значение.
Уменьшение размеров электронных устройств, таких как телевизоры и телефоны, привело к превращению их из стационарных в портативные. Для уменьшения размера требуется высококачественная микрообработка. Бурение играет жизненно важную роль в том, чтобы сделать это возможным. Следовательно, применяемая технология бурения имеет значение.
The PCB Drill Tech
В основном существует два вида технологий сверления: механическое и лазерное сверление.
Сравнение механического и лазерного сверления Механическое сверлениеМеханические сверла менее точны, но просты в исполнении. Данная технология бурения реализуется буровыми долотами. Наименьший диаметр отверстия, которое можно просверлить этими сверлами, составляет около 6 мил (0,006 дюйма).
Ограничения механической дрели
Механические сверла могут использоваться для 800 ударов при работе с более мягкими материалами, такими как FR4. Для более плотных материалов, таких как Rogers, срок службы сокращается до 200 отсчетов. Если производитель печатных плат проигнорирует это, это приведет к дефектным отверстиям, которые превратят плату в металлолом.
Если производитель печатных плат проигнорирует это, это приведет к дефектным отверстиям, которые превратят плату в металлолом.
На трассах Sierra превосходные сверлильные станки Hitachi используются с допуском размещения отверстий в 1 мил.
Лазерное сверление
С другой стороны, лазерные сверла могут сверлить отверстия гораздо меньшего размера. Лазерное сверление — это бесконтактный процесс, при котором заготовка и инструмент не соприкасаются друг с другом. Лазерный луч используется для удаления материала доски и создания точных отверстий. Здесь можно легко контролировать глубину сверления.
Лазерная технология используется для легкого сверления отверстий контролируемой глубины. Здесь минимальный диаметр отверстия 2 мила (0,002 дюйма) может быть просверлен с высокой точностью.
Ограничения по лазерному сверлению
Печатная плата состоит из меди, стекловолокна и смолы. Эти материалы для печатных плат имеют разные оптические свойства. Это затрудняет эффективное прожигание лазерным лучом платы.
Стоимость процесса также сравнительно высока в случае лазерного бурения.
Лучше, если дизайнер разбирается в том, что происходит в цеху, чтобы получить лучшее представление о том, как проект воплощается в жизнь. Благодаря этому пониманию разработчик платы гарантирует, что конструкция может быть изготовлена. Это, в свою очередь, снижает стоимость и позволяет доставить товар в минимальные сроки.
Что происходит в цехе?
Блок-схема сверления печатных плат После процесса ламинирования ламинированная плата загружается на панель выходного материала на буровой станине. Выходной материал уменьшает образование заусенцев. Заусенец — это выступающая часть меди, образующаяся, когда сверлильный шпиндель проникает сквозь доску. Поверх этой панели загружаются и тщательно выравниваются дополнительные стопки. В конце на всю эту стопку накладывается лист алюминиевой фольги. Алюминиевая фольга предотвращает образование заусенцев на входе, а также рассеивает тепло, выделяемое быстро вращающимся сверлом. После того, как необходимое количество отверстий просверлено, доски отправляются на процесс снятия заусенцев и удаления пятен.
После того, как необходимое количество отверстий просверлено, доски отправляются на процесс снятия заусенцев и удаления пятен.
Поскольку качество просверленного отверстия является решающим аспектом, необходимо учитывать геометрию инструмента. Быстрорежущая сталь (HSS) и карбид вольфрама (WC) обычно используются для бурения композитных материалов. Твердосплавные инструменты обеспечивают более длительный срок службы инструмента при обработке полимера, армированного стекловолокном (GFRP). Сверла из цементированного карбида обычно используются при сверлении печатных плат.
Угол при вершине и угол подъёма
Сверла для печатных плат имеют угол при вершине 130° с углом подъёма от 30° до 35°. Угол при вершине расположен в верхней части сверла. Он измеряется между наиболее выступающими режущими кромками.
Угол винтовой линии — это угол между боковыми сторонами сверла в точках их пересечения.
Сравнение угла при вершине и угла спиралиСверлильный станок с ЧПУ
Сверлильный станок Hitachi для печатных плат Сверлильный станок представляет собой предварительно запрограммированный станок с числовым программным управлением (ЧПУ). Сверление происходит на основе координат XY, введенных в систему ЧПУ. Шпиндели вращаются с высокой скоростью и обеспечивают точное просверливание отверстия в доске. Когда шпиндель вращается с высокой скоростью, выделяется тепло из-за трения между стенкой отверстия и шпинделем. Это расплавляет содержимое смолы на стенках отверстия и приводит к мазку смолы. После того, как необходимые отверстия просверлены, выходная и входная панели выбрасываются. Это небольшая часть того, что происходит в цехе.
Сверление происходит на основе координат XY, введенных в систему ЧПУ. Шпиндели вращаются с высокой скоростью и обеспечивают точное просверливание отверстия в доске. Когда шпиндель вращается с высокой скоростью, выделяется тепло из-за трения между стенкой отверстия и шпинделем. Это расплавляет содержимое смолы на стенках отверстия и приводит к мазку смолы. После того, как необходимые отверстия просверлены, выходная и входная панели выбрасываются. Это небольшая часть того, что происходит в цехе.
В отличие от процессов травления и металлизации, процесс сверления не имеет фиксированной продолжительности. Время сверления варьируется в зависимости от цеха в зависимости от количества отверстий, которые необходимо просверлить. Вот что происходит за кулисами цеха по производству печатных плат. Чтобы узнать больше о автоматизированном производстве применительно к печатным платам, прочитайте Что такое CAM или автоматизированное производство?
В процессе бурения необходимо учитывать два важных аспекта:
- Соотношение сторон
- Сверление до медного зазора (Сверление до ближайшего медного элемента)
Соотношение сторон
Соотношение сторон — это способность эффективно покрывать медью отверстия (переходные отверстия). Меднение внутренней части отверстий — утомительное занятие при уменьшении диаметра и увеличении глубины. Для этого требуется гальваническая ванна с высокой мощностью выброса, чтобы жидкость могла хлынуть в крошечные отверстия.
Меднение внутренней части отверстий — утомительное занятие при уменьшении диаметра и увеличении глубины. Для этого требуется гальваническая ванна с высокой мощностью выброса, чтобы жидкость могла хлынуть в крошечные отверстия.
Соотношение сторон (AR) = (глубина отверстия/диаметр просверленного отверстия)
Соотношение сторон 10:1 для сквозных отверстий и 0,75:1 для микроотверстий.
Как правило, для печатной платы толщиной 62 мил минимальный размер сверла может составлять 6 мил.
Сверление до меди
Сверление до медного зазораСверление до меди — это зазор между краем просверленного отверстия и ближайшим медным элементом. Ближайшим медным элементом может быть медная трасса или любая другая активная медная область. Это решающий фактор, так как даже небольшое отклонение приведет к нарушению цепи. Типичное значение сверла для меди составляет около 8 мил.
Минимальный зазор = ширина кольцевого кольца + зазор паяльной маски
Классификация отверстий
Просверленные отверстия классифицируются на p латированные сквозные отверстия (PTH) и -сквозные n 90516- отверстия (NPTH) .
Отверстия с покрытием (PTH) представляют собой проводящие переходные отверстия для передачи сигналов, которые устанавливают взаимосвязь между различными слоями печатной платы.
Отверстия без покрытия (NPTH) не проводят ток. Они используются для фиксации компонентов в процессе сборки печатной платы. Крепежные отверстия компонентов имеют резьбу NPTH. Для этих отверстий не существует допустимого уровня, поскольку компоненты не влезут, если размер отверстия слишком мал или велик.
Правило есть правило даже для отверстия
Сверлить отверстия на печатной плате не так просто, как кажется. Это требует большой точности и должно придерживаться определенных правил проектирования. Давайте посмотрим на эти требования для NPTH и PTH.
Сквозное отверстие без покрытия (NPTH)
- Размер готового отверстия (минимум) = 0,006″
- Зазор от края до края (от любого другого элемента поверхности) (минимум) = 0,005″
Металлизированное сквозное отверстие (PTH)
- Размер готового отверстия (минимум) = 0,006″
- Размер кольцевого кольца (минимум) = 0,004 дюйма
- Зазор от края до края (от любого другого элемента поверхности) (минимум) = 0,009″
Катастрофы при бурении
После многократного использования буровые инструменты изнашиваются и ломаются. Это приводит к следующим проблемам:
Это приводит к следующим проблемам:
Нарушается точность определения местоположения отверстия
Когда сверло не попадает в нужное место и смещается по той же оси, точность снижается. Сдвиги в просверленном отверстии приведут к касанию или прорыву кольцевых колец.
Шероховатость внутри просверленного отверстия
Шероховатость приводит к неравномерному покрытию медью. Это приводит к дырам и трещинам ствола. Это также может привести к снижению сопротивления изоляции из-за проникновения раствора меднения в стенку отверстия.
Мазок смолы
Смола в плите плавится из-за тепла, выделяемого во время сверления. Смола прилипает к стенкам отверстия и называется мазком смолы. Это снова приводит к плохому медному покрытию и нарушению проводимости между переходным отверстием и внутренними слоями схемы. Мазок смолы удаляется химическим раствором.
Наличие заусенцев на входе и выходе
Заусенец – нежелательная часть меди, выступающая из отверстия после процесса сверления. Чаще всего они видны как на верхней, так и на нижней поверхности стопки печатных плат.
Чаще всего они видны как на верхней, так и на нижней поверхности стопки печатных плат.
Шляпка гвоздя
Если шляпки гвоздя неправильные, то при сверлении есть вероятность изгиба меди во внутренних слоях. Эти медные изгибы вызывают неравномерное покрытие и приводят к проблемам с проводимостью.
Отслоение
Частичное разделение слоев печатной платы считается расслоением. Неправильное сверление приводит к расслаиванию.
Все эти неровности нарушают целостность платы. Эти проблемы стали кошмаром для производителей. По этим причинам наши штатные инженеры-конструкторы причудливо определяют печатную плату как «проблемы возвращаются!»
Чтобы устранить эти недостатки, ученые исследовали процесс бурения и структуру конструкции и пришли к следующим решениям:
Средства правовой защиты
Процесс удаления слизи: Это химический процесс, при котором расплавленная смола, отложившаяся на стенках отверстия, удаляется. Этот процесс устраняет нежелательную смолу и повышает электропроводность через переходные отверстия.
Этот процесс устраняет нежелательную смолу и повышает электропроводность через переходные отверстия.
Процесс удаления заусенцев: Это моторизованный процесс, который удаляет приподнятые концы (коронки) металла (меди), называемые заусенцами. Любой мусор, оставшийся в отверстиях, удаляется в процессе удаления заусенцев. Процесс удаления пятен повторяется после удаления заусенцев.
Расслоение: Этого можно избежать с помощью лазерных сверл. Как упоминалось ранее, при лазерном сверлении заготовка и инструмент не соприкасаются, что исключает расслоение.
Взгляните на приведенные ниже краткие рекомендации DFM, которые помогут вам сэкономить несколько долларов.
Советы по быстрому сверлению DFM для проектировщиков печатных плат
- Чем больше различных размеров сверл будет добавлено, тем больше сверл потребуется производителю. Вместо этого, если вы уменьшите размеры сверла, время сверления сократится.

- Проверить
- Если сверла без покрытия имеют соединения
- Для количества/размера сверления между файлом сверла и распечаткой fab
- Если определен тип сверла (PTH / NPTH)
- Для закрытых отверстий менее 0,006″, если да, необходимо адресовать
- От укусов мышей
- Если сверла и другие элементы на медных слоях выходят за пределы профиля платы
- Если размеры переходных отверстий должны быть уменьшены, чтобы соответствовать требованию минимального соотношения сторон (A/R), следует учитывать допуск на сверление
- Для сверления с покрытием с допуском менее +/- 0,002″ и для NPTH, допуск сверления +/- 0,001
- Чертеж Fab для дуг, показывающий места сверления/прорези или выреза NPTH, отсутствующие в файле сверла
- Для заполнения переходных отверстий по отношению к руководство по сборке

В последние годы процесс бурения был оптимизирован по сравнению с более ранними технологиями. С экспоненциальным ростом индустрии печатных плат точность сверления приближается к совершенству. Я полагаю, что теперь у вас есть более четкое представление о том, как выполняется процесс сверления печатных плат. Это выглядит довольно сложно, не так ли? Не волнуйся! Просто отправьте свои файлы дизайна (Gerber) в Sierra Circuits. Позвольте нам потренироваться, пока вы сидите, смотрите Netflix и расслабляетесь.
С экспоненциальным ростом индустрии печатных плат точность сверления приближается к совершенству. Я полагаю, что теперь у вас есть более четкое представление о том, как выполняется процесс сверления печатных плат. Это выглядит довольно сложно, не так ли? Не волнуйся! Просто отправьте свои файлы дизайна (Gerber) в Sierra Circuits. Позвольте нам потренироваться, пока вы сидите, смотрите Netflix и расслабляетесь.
Вводная глава: Технология бурения | IntechOpen
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира.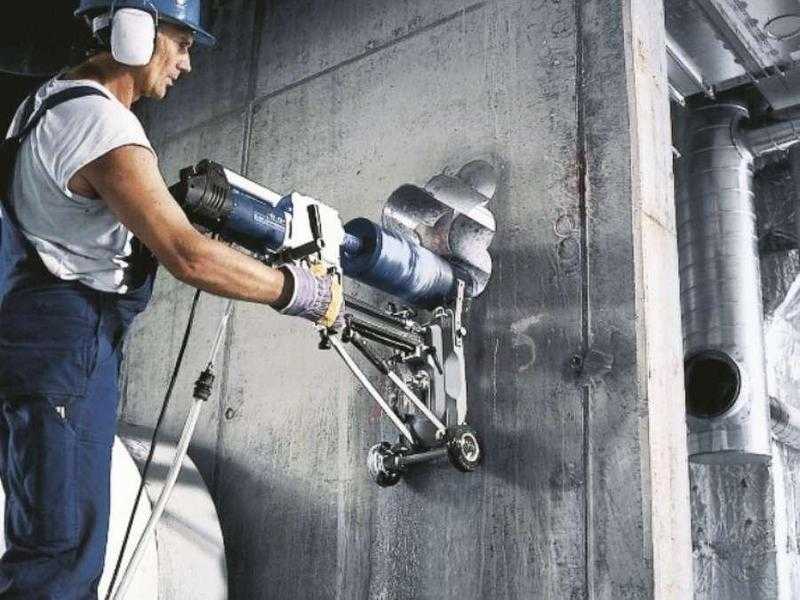 Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Открытый доступ
Автор:
Маджид Толуэй-Рад и Мухаммад Аамир
Представлено: 8 апреля 2021 г. Опубликовано: 21 июля 2021 г.
DOI: 10.5772/intechopen.97648
СКАЧАТЬ БЕСПЛАТНОИз отредактированного тома
Под редакцией Маджида Толуэй-Рада 165 глав загрузок
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
1. Введение
Технология бурения широко используется во многих отраслях промышленности, таких как производство, горнодобывающая промышленность, нефтегазовая промышленность и строительство. В обрабатывающей промышленности процессы сверления не ограничиваются обычными методами, при которых осуществляется физический контакт между режущим инструментом и твердым материалом. Нетрадиционные процессы бурения используют такие формы энергии, как электрическая, химическая, электрохимическая, тепловая и тепловая, для создания отверстий в твердых материалах.
Нетрадиционные процессы бурения используют такие формы энергии, как электрическая, химическая, электрохимическая, тепловая и тепловая, для создания отверстий в твердых материалах.
Среди всех процессов сверления обычное сверление спиральными сверлами является первой операцией, привлекающей большое внимание исследователей. Поэтому нельзя игнорировать тот факт, что в большинстве современных продуктов имеются отверстия, образовавшиеся в результате операций сверления. В различных отраслях промышленности сверление является одной из важнейших операций, где срок службы соединения может критически зависеть от качества просверленных отверстий. Сверление часто считается заключительной операцией механической обработки при сборке компонентов, где эффективный процесс сверления обеспечивает превосходное качество просверленных отверстий для обеспечения высокой прочности и высокой эффективности [1]. Некачественно просверленное отверстие может привести к образованию трещин внутри конструкции, что в конечном итоге снижает срок их службы и увеличивает затраты на техническое обслуживание [2]. Вот почему процесс сверления признан более сложной задачей при сборке и является наиболее распространенным, частым и необходимым технологическим процессом в различных отраслях промышленности. Таким образом, как научные круги, так и промышленность заинтересованы в исследованиях по применению буровых работ.
Вот почему процесс сверления признан более сложной задачей при сборке и является наиболее распространенным, частым и необходимым технологическим процессом в различных отраслях промышленности. Таким образом, как научные круги, так и промышленность заинтересованы в исследованиях по применению буровых работ.
Однако процесс сверления требовал использования правильных режущих инструментов вместе с соответствующими параметрами резания, такими как скорость резания или скорость вращения шпинделя, скорость подачи и надежную настройку станка, чтобы обеспечить высокое качество отверстий с точки зрения низкой шероховатости поверхности, цилиндричность, округлость, перпендикулярность и меньшее образование заусенцев [3]. Таким образом, процесс бурения можно четко понять путем правильного выбора и оптимизации параметров процесса без ущерба для производительности и качества скважины [4, 5].
Сверление составляет наибольшую часть операций механической обработки в обрабатывающей промышленности; поэтому обычные станки и станки с ЧПУ не дают высокой производительности там, где объемы производства огромны. Напротив, машины специального назначения могут обеспечить очень высокую производительность при выполнении бурения и операций, связанных с бурением, включая нарезание резьбы и развертывание. Производительность этих станков во много раз выше, чем у обычных станков и станков с ЧПУ. Кроме того, качество и однородность производства превосходят традиционные методы. На рис. 1 показан двухпозиционный станок специального назначения, предназначенный для выполнения операций сверления и нарезки резьбы. Производительность увеличивается по мере увеличения количества рабочих мест, так как машина может выполнять несколько операций одновременно. Очень распространены машины специального назначения с 8, 10 и 12 рабочими местами.
Напротив, машины специального назначения могут обеспечить очень высокую производительность при выполнении бурения и операций, связанных с бурением, включая нарезание резьбы и развертывание. Производительность этих станков во много раз выше, чем у обычных станков и станков с ЧПУ. Кроме того, качество и однородность производства превосходят традиционные методы. На рис. 1 показан двухпозиционный станок специального назначения, предназначенный для выполнения операций сверления и нарезки резьбы. Производительность увеличивается по мере увеличения количества рабочих мест, так как машина может выполнять несколько операций одновременно. Очень распространены машины специального назначения с 8, 10 и 12 рабочими местами.
Рисунок 1.
Гибкая дрель: машина специального назначения, используемая для выполнения операций сверления и нарезания резьбы [6].
В литературе сообщается о значительном снижении затрат на 59%, когда вместо станка с ЧПУ используется специальный станок, и снижение затрат составляет впечатляющие 95,5% по сравнению с обычным станком [6]. Хотя эти машины способны улучшить качество и количество производимых деталей по сравнению с обычными машинами, использование этой технологии не пропорционально ее преимуществам [6]. Во многом это связано с отсутствием прочной основы для анализа целесообразности использования этих машин. Чтобы решить эту проблему, современные исследователи провели обширные исследования, и были разработаны модели для анализа возможности использования таких машин; как технически, так и экономически [7, 8, 9]. Разработанные модели могут помочь инженерам и производственным фирмам решить, когда эта технология дает лучшие результаты по сравнению с другими альтернативами.
Другим важным аксессуаром для операции сверления является полисверлильная головка, которая может увеличить производительность за счет одновременного создания большого количества отверстий [10]. Полисверлильные головки используются для сверления и связанных с ним операций. Поскольку они могут выполнять несколько операций одновременно, общее время обработки значительно сокращается, что приводит к значительному повышению производительности [11, 12]. Полисверлильные головки бывают фиксированными и регулируемыми, а количество шпинделей может варьироваться от двух до более чем 10. В регулируемом типе положение шпинделей может изменяться, обеспечивая различные межцентровые расстояния отверстий в диапазон. Полисверла можно использовать на обычных сверлильных станках, фрезерных станках, станках с ЧПУ и станках специального назначения. На рис. 2 показана трехшпиндельная полисверлильная головка, установленная на обычном фрезерном станке для одновременного сверления трех отверстий.
Полисверлильные головки используются для сверления и связанных с ним операций. Поскольку они могут выполнять несколько операций одновременно, общее время обработки значительно сокращается, что приводит к значительному повышению производительности [11, 12]. Полисверлильные головки бывают фиксированными и регулируемыми, а количество шпинделей может варьироваться от двух до более чем 10. В регулируемом типе положение шпинделей может изменяться, обеспечивая различные межцентровые расстояния отверстий в диапазон. Полисверла можно использовать на обычных сверлильных станках, фрезерных станках, станках с ЧПУ и станках специального назначения. На рис. 2 показана трехшпиндельная полисверлильная головка, установленная на обычном фрезерном станке для одновременного сверления трех отверстий.
Рис. 2.
Полисверлильная головка с тремя регулируемыми шпинделями, установленная на обычном фрезерном станке.
Сверлильная головка из полимера также обеспечивает такие преимущества, как меньшее количество брака деталей за счет повышения точности, меньшей утомляемости оператора и экономии времени при выполнении операции. Многошпиндельная сверлильная головка или многошпиндельная сверлильная головка показали лучшие результаты, чем процесс однозаходного сверления, обеспечивая лучшее качество отверстия, меньший износ инструмента и образование мелкой и фрагментированной стружки [13].
Объявление
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- 1. Аамир М., Гиасин К., Толуэй-Рад М., Вафадар А. Обзор: производительность сверления и качество отверстий алюминиевых сплавов для аэрокосмических применений. Журнал исследования материалов и технологий. 2020;9(6):12484-500.
- 2. Аамир М., Толуэй-Рад М., Гиасин К. , Носрати А. Последние достижения в сверлении полимеров, армированных углеродным волокном, для аэрокосмических применений: обзор. Международный журнал передовых производственных технологий. 2019;105(5-6):2289-308.
- 3. Аамир М., Толуэй-Рад М., Гиасин К., Вафадар А. Возможности конфигурации инструмента и влияние материала инструмента и геометрии инструмента при одновременном сверлении нескольких отверстий из Al2024. Международный журнал передовых производственных технологий. 2020;111(3):861-79.
- 4. Караташ М.А., Гёккая Х. Обзор обрабатываемости композитных материалов из полимера, армированного углеродным волокном (CFRP) и полимера, армированного стекловолокном (GFRP). Оборонные технологии. 2018; В печати.
- 5. Аамир М., Ту С., Толуэй-Рад М., Гиасин К., Вафадар А. Оптимизация и моделирование параметров процесса одновременного бурения нескольких скважин с использованием метода Тагучи и подхода нечеткой логики. Материалы. 2020;13(3):680.
- 6. Толуэй-Рад М. Интеллектуальный анализ использования машин специального назначения для буровых работ. Интеллектуальные системы, профессор Владимир М. Колешко (ред.), ISBN: 978-953-51-0054-6, InTech, доступно по адресу: http://wwwintechopencom/books/intelligent-systems/intelligent-analysis-of-utilization-of- специальные-машины-для-буровых-работ. Хорватия2012. п. 297-320.
- 7. Вафадар А., Толуей-Рад М., Хейворд К. Интегрированная модель для использования сверлильных модульных станков. Международный журнал передовых производственных технологий. 2019;102(5):2387-97.
- 8. Вафадар А., Толуэй-Рад М., Хейворд К., Абхари К. Анализ технической возможности использования станков специального назначения. Журнал производственных систем. 2016;39:53-62.
- 9. Вафадар А., Хейворд К., Толуи-Рад М. Выбор реконфигурируемого бурового станка и оптимизация параметров процесса в зависимости от спроса на продукцию. Журнал производственных систем. 2017;45:58-69.
- 10. Толуэй-Рад М., Аамир М. Анализ эффективности буровых работ для повышения производительности. В: Tolouei-Rad M, редактор. Бурение. Лондон, Великобритания: IntechOpen, доступно по адресу: https://www.intechopen.com/online-first/analysis-of-the-performance-of-drilling-operations-for-improving-productivity; 2021.
- 11. Аамир М., Толуэй-Рад М., Гиасин К., Вафадар А. Обрабатываемость сплавов Al2024, Al6061 и Al5083 с использованием метода одновременного сверления нескольких отверстий. Журнал исследования материалов и технологий. 2020;9(5): 10991-1002.
- 12. Аамир М., Толуэй-Рад М., Вафадар А., Раджа М.Н.А., Гиасин К. Анализ производительности многошпиндельного сверления Al2024 сверлами с покрытием TiN и TiCN с использованием экспериментальных и искусственных нейронных сетей. Прикладные науки. 2020;10(23):8633.
- 13. Аамир М., Ту С. , Гиасин К., Толуэй-Рад М. Одновременное сверление нескольких отверстий в алюминиевом сплаве: предварительное исследование и оценка процесса однократного сверления. Журнал исследования материалов и технологий. 2020;9(3):3994-4006.
 , Носрати А. Последние достижения в сверлении полимеров, армированных углеродным волокном, для аэрокосмических применений: обзор. Международный журнал передовых производственных технологий. 2019;105(5-6):2289-308.
, Носрати А. Последние достижения в сверлении полимеров, армированных углеродным волокном, для аэрокосмических применений: обзор. Международный журнал передовых производственных технологий. 2019;105(5-6):2289-308. Материалы. 2020;13(3):680.
Материалы. 2020;13(3):680. Журнал производственных систем. 2017;45:58-69.
Журнал производственных систем. 2017;45:58-69. , Гиасин К., Толуэй-Рад М. Одновременное сверление нескольких отверстий в алюминиевом сплаве: предварительное исследование и оценка процесса однократного сверления. Журнал исследования материалов и технологий. 2020;9(3):3994-4006.
, Гиасин К., Толуэй-Рад М. Одновременное сверление нескольких отверстий в алюминиевом сплаве: предварительное исследование и оценка процесса однократного сверления. Журнал исследования материалов и технологий. 2020;9(3):3994-4006.Разделы
Информация о авторе
- 1. Введение
- Конфликт интересов
Ссылки
AplectId и Aply-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad и Arly-Rad. 21st, 2021
СКАЧАТЬ БЕСПЛАТНО © 2021 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.