Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
0
На сумму: 0 р.
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
- Нержавеющая сталь – что это за материал
- Где используются различные виды нержавеющей стали
- Какими методами сваривают нержавейку
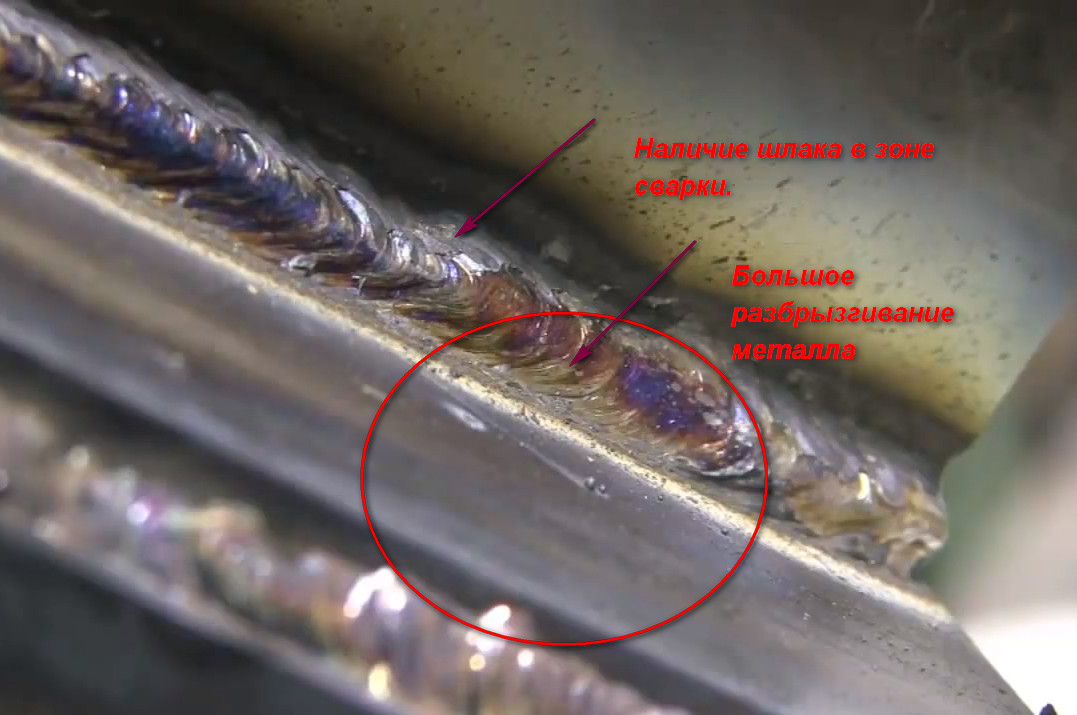
- Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
- Каким должно быть качественное оборудование для сварки нержавеющей стали
- Обработка изделий перед сваркой – что и как надо делать
- Как обрабатывают изделия из нержавейки после сварки
- Особенности сварки нержавейки с другими материалами
- Выводы
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.

- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.

Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления. .
 .
.Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.

Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.

В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Спасибо за подписку!
Как варить нержавейку? | Статьи о сварке от МЭЗ
04.03
2021
В одной из предыдущих статей мы рассказывали, какими электродами можно сваривать коррозионностойкие стали. В этом материале – речь о том, как варить нержавейку, какие особенности сварочного процесса существуют в этом случае.
Каким током варить нержавейку
Один из первых вопросов, который возникает относительно сварки такого рода сталей, – какой род тока для этого использовать. Сваривать высоколегированные стали можно как постоянным, так и переменным током. Первый вариант считается оптимальным, наиболее предпочтительным:
- на инверторном оборудовании можно точно задать необходимые параметры исходя из характеристик электрода и свариваемого металла, а также регулировать их в ходе работ;
- инвертор обеспечивает легкий поджиг;
- электродуга горит более устойчиво;
- объем разбрызгиваемого металла меньше, чем при сварке трансформатором;
- обеспечивается более высокий КПД работ;
- получается ровный качественный шов;
- имеется возможность аккуратно варить тонкостенные детали.

Сварка осуществляется на обратной полярности постоянного тока. При работе с трансформатором разбрызгивание металла и расход электродов, как правило, выше. Обеспечить получение качественного шва может только опытный сварщик.
Что необходимо знать о сварке нержавейки
О специфике нержавеющих сталей мы также писали. Поскольку это напрямую влияет на технологию и выбор режима сварки, вкратце напомним важные детали.
У коррозионностойких сталей низкая теплопроводность и относительно высокое (в сравнении с углеродистыми) электросопротивление. То есть, при сварке возникает более быстрый нагрев, соответственно, электроды проплавляются значительно быстрее, при этом быстрее могут отделиться и части их покрытия. Поэтому варить ими такой металл нужно на пониженных токах – при настройке инвертора силу тока необходимо снижать на 15–20%.
В отличие от углеродистых сталей, сварной стык у деталей из нержавейки должен быть с зазором – для оптимальной усадки наплавляемого металла.

Сварка нержавейки выполняется при температуре не выше 500°C. При более высоких значениях существуют риски появления межкристаллитной коррозии в зоне соединения.
Подготовка и процесс работ
Поверхность соединяемых деталей должна быть полностью очищена и обезжирена в месте стыка. Для чистки используется металлическая щетка, для обезжиривания можно применить растворитель. Также для обработки места соединения используется специальная сварочная химия – антипригарные пасты и спреи, с их помощью минимизируют объем налипающих на металл брызг.
- Перед сваркой кромки соединяемых деталей часто разделываются. Это рекомендуется для лучшего проплавления швов в изделиях средней и большой толщины.
- При работе с толстостенными трубами и другими деталями место соединения необходимо предварительно прогреть до 130–150 °C.
- После выполнения этих условий электрод активируется легким касанием металла детали. Происходит поджиг дуги. Дуга должна быть короткой или предельно короткой.
- В процессе сварки шов следует проплавлять как можно меньше, что особенно важно для тонкостенных изделий. Поэтому для работ, как правило, используются электроды малых или средних диаметров.
- Если соединяются детали с тонкими стенками, предварительно выполняется точечная сварка (прихватки), только после этого накладываются сварные валики.
- Для того чтобы в зоне шва не появились трещины, на завершающей стадии процесса выполняется «замок». Обычно он применяется при кольцевой сварке толстостенных труб: начало валика проплавляется, и шов отпускается еще на 0,2–0,3 см.
- Для сохранения коррозионной стойкости получаемых деталей после сварки их необходимо быстро охладить в месте шва. Это осуществляется за счет медной подкладки (если детали небольшие) или обдува холодным воздухом. Охлаждение хромоникелевых сталей возможно и с использованием воды.
- После охлаждения металла следует удалить следы шлаковой корки – это выполняется легким постукиванием по шву молотком. Чтобы зачистить шов, также используется металлическая щетка.

 Чтобы зачистить шов, также используется металлическая щетка.
Чтобы зачистить шов, также используется металлическая щетка.Сварка может выполняться в любом пространственном положении, соответственно исходя из него (а также в зависимости от диаметра электрода) регулируется сила тока – ее диапазон составляет 40–160 Ампер.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает Магнитогорский электродный завод. В каталоге представлены около 10 марок, которые позволяют работать с разными видами коррозионностойких сталей. В их числе продукты собственной разработки завода – известные марки с усовершенствованными характеристиками: МЭЗНЖ-13 (для хромоникелемолибденовых сталей), МЭЗЦЛ-11 (для хромоникелевых сталей). Продукция сертифицирована Национальным агентством контроля сварки, что подтверждено соответствующими документами.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2. 5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
МЭЗЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (4.5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
ОЗЛ-36
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (4.5 кг) Ø 5 (1 кг) Ø 5 (4.5 кг)
ЭА-400/10У (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(4. 5 кг)
5 кг)
ЭА-400/10T (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (5 кг) Ø 5 (1 кг)
НИАТ-1
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИ-13/НЖ/12Х13
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2.5 (1 кг) Ø 2.5 (4.5 кг) Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (4.5 кг) Ø 5 (1 кг) Ø 5 (5.5 кг)
МЭЗНЖ-13 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.Сварка MIG нержавеющей стали
Хотя сварка нержавеющей стали может быть не такой сложной, как сварка алюминия, металл имеет свои специфические свойства, которые отличаются от свойств более распространенных сталей. При сварке MIG на нержавеющей стали у вас обычно есть три варианта переноса в зависимости от вашего оборудования: дуговой перенос, короткое замыкание или импульсно-дуговой перенос.
При сварке MIG на нержавеющей стали у вас обычно есть три варианта переноса в зависимости от вашего оборудования: дуговой перенос, короткое замыкание или импульсно-дуговой перенос.
Spray-Arc Transfer
Присадочные металлы для дуговой сварки нержавеющей стали в среде защитного газа указаны в AWS — A5.9-93. Нажмите здесь, чтобы просмотреть полноразмерный файл Acrobat в формате .pdf.
Диаметры электродов до 1/16 дюйма, но обычно 0,045″, 0,035″ и 0,030″, используются с относительно высокими токами для создания переноса струйной дуги. Требуется ток примерно 300-350 ампер для электрода 1/16″, в зависимости от используемого защитного газа и типа нержавеющей проволоки. Степень разбрызгивания зависит от состава и расхода защитного газа, скорости подачи проволоки и характеристик проволоки. источник питания для сварки DCEP (положительный электрод постоянного тока) используется для сварки большинства нержавеющих сталей Для сварки большинства нержавеющих сталей рекомендуется использовать аргонно-кислородную смесь 1 или 2%
На квадратных стыковых швах следует использовать подкладочную полосу для предотвращения просачивания металла шва. При плохой посадке или невозможности использования медной подложки просачивание можно свести к минимуму за счет сварки коротким замыканием в первом проходе.
При плохой посадке или невозможности использования медной подложки просачивание можно свести к минимуму за счет сварки коротким замыканием в первом проходе.
Передняя сварка полезна при сварке полуавтоматическим пистолетом. Хотя рука оператора подвергается большему нагреву, обеспечивается лучшая видимость. Для сварки пластин ¼ дюйма. и толще, пистолет следует двигать вперед-назад в направлении сустава и одновременно немного перемещать из стороны в сторону. Однако на более тонком металле используется только возвратно-поступательное движение вдоль соединения.
Более экономичный процесс переноса с коротким замыканием для более тонкого материала следует использовать в верхнем и горизонтальном положении, по крайней мере, для корневого и первого проходов. Хотя некоторые операторы используют короткую дугу струйного распыления для управления лужей, сварной шов может быть чрезмерно пористым.
Короткозамыкающий перенос
Блоки питания с регуляторами крутизны, напряжения и индуктивности рекомендуются для сварки нержавеющих сталей с короткозамкнутым переносом. Индуктивность, в частности, играет важную роль в обеспечении надлежащей текучести лужи.
Индуктивность, в частности, играет важную роль в обеспечении надлежащей текучести лужи.
Защитный газ, рекомендованный для сварки нержавеющей стали коротким замыканием, содержит 90 % гелия, 7,5 % аргона и 2,5 % двуокиси углерода. Газ дает наиболее желаемый контур валика, сохраняя при этом уровень CO2 достаточно низким, чтобы он не влиял на коррозионную стойкость металла. Высокая индуктивность на выходе выгодна при использовании этой газовой смеси.
Однопроходные сварные швы также могут выполняться с использованием газа аргон-CO2. CO2 в защитном газе влияет на коррозионную стойкость многопроходных сварных швов, выполненных методом короткого замыкания.
Удлинитель или выступ провода должен быть как можно короче. Сварка обратным швом обычно проще для угловых швов и дает более аккуратный шов. Для стыковых сварных швов следует использовать переднюю сварку. Сварку наружных углов можно выполнять прямолинейным движением. Следует использовать легкие движения назад и вперед вдоль оси сустава. Короткозамыкающие переходные сварные швы на нержавеющей стали, выполненные с защитным газом 90 % He, 7-1/2 % A, 2-1/2 % CO2, показывают хорошую коррозионную стойкость и коалесценцию. Стыковые, нахлестные и одинарные угловые швы из материалов толщиной от 0,60 дюйма до до 0,125 дюйма из 321, 310, 316, 347, 304, 410 и подобных нержавеющих сталей.
Короткозамыкающие переходные сварные швы на нержавеющей стали, выполненные с защитным газом 90 % He, 7-1/2 % A, 2-1/2 % CO2, показывают хорошую коррозионную стойкость и коалесценцию. Стыковые, нахлестные и одинарные угловые швы из материалов толщиной от 0,60 дюйма до до 0,125 дюйма из 321, 310, 316, 347, 304, 410 и подобных нержавеющих сталей.
Импульсно-дуговой перенос
Импульсно-дуговой процесс обычно представляет собой процесс, при котором одна небольшая капля расплавленного металла переносится через дугу на каждый сильноточный импульс сварочного тока. Импульс сильного тока должен иметь достаточную величину и продолжительность, чтобы вызвать образование хотя бы одной небольшой капли расплавленного металла, которая под действием защемления перемещается от конца проволоки к сварочной ванне. Во время слаботочной части цикла сварки дуга поддерживается, а проволока нагревается, но выделяемого тепла недостаточно для переноса металла. По этой причине продолжительность времени при малом значении тока должна быть ограничена, иначе металл будет перемещаться в глобулярном режиме.
Чаще всего в этом процессе используется проволока диаметром 0,030″, 0,035″ и 0,045″. Газы для импульсно-дуговой сварки представляют собой аргон плюс 1% кислорода, такие же, как и для дуговой сварки со струйным распылением. Эти и другие размеры проволоки можно сваривать в режиме струйного переноса при более низком среднем токе с импульсным током, чем с непрерывным сварочным током.Преимущество этого заключается в том, что тонкий материал можно сваривать в режиме струйного переноса, который дает гладкий шов с меньшим разбрызгиванием, чем в режиме короткого замыкания Другим преимуществом является то, что при данном среднем токе струйный перенос может быть обеспечен с помощью проволоки большего диаметра.Проволоки большего диаметра менее дороги, чем меньшие размеры, а более низкое отношение поверхности к объему снижает возможность загрязнения сварного шва поверхностными оксидами.
Отличные характеристики импульсной сварки MIG при более низких токах. У этого процесса есть много преимуществ, включая низкий уровень разбрызгивания, проникновение без проплавления и превосходную привлекательность для оператора.
Можете ли вы приварить MIG мягкую сталь к нержавеющей стали
30 января, 23 9:04 · Оставить комментарий · Red-D-Arc
Можете ли вы сваривать MIG мягкую сталь с нержавеющей сталью? Короткий ответ: в большинстве случаев да, и обычно используется присадочный металл ER309L. Тем не менее, понимание природы нержавеющей стали и сварки MIG полезно для того, чтобы наилучшим образом справиться с этим приложением для соединения разнородных металлов. В этой статье мы обсудим, как этот процесс возможен и каковы его применения.
Зачем соединять мягкую сталь с нержавеющей сталью
Мягкая сталь, используемая в этой статье, относится к широкому диапазону марок/композиций стали, имеющих относительно низкий общий состав сплава. С другой стороны, нержавеющая сталь имеет содержание хрома выше 11%, так что поверхность стали образует защитный слой оксида хрома. Слой оксида хрома обеспечивает повышенную коррозионную стойкость по сравнению с мягкой сталью во многих областях применения. Несмотря на это преимущество, существует множество областей применения, в которых можно смешивать мягкую сталь и нержавеющую сталь.
Несмотря на это преимущество, существует множество областей применения, в которых можно смешивать мягкую сталь и нержавеющую сталь.
Стоимость часто является движущей силой разнородного соединения: нержавеющая сталь значительно дороже, чем мягкая сталь. Комбинация низкоуглеродистой стали и углеродистой стали является одним из способов контролировать стоимость компонента, при этом обеспечивая коррозионную стойкость в ключевых областях. Однако иногда можно использовать сварку разнородных металлов, чтобы компоненты лучше выдерживали требуемые напряжения, а в некоторых случаях сделать это при минимальном весе компонента.
Введение в MIG
MIG — это аббревиатура, обозначающая сварку металлов в среде инертного газа. MIG — это один из многих процессов дуговой сварки — процессов, в которых используется электрическая дуга для плавления основного металла и присадочного металла. Отличительной особенностью процесса является то, что это «процесс с подачей проволоки», что означает, что проволока непрерывно подается для поддержания электрической дуги и подачи присадочного металла в сварной шов. Как следует из аббревиатуры, MIG также определяется использованием защитного газа, имеющего в целом инертные характеристики, который вытесняет атмосферу из зоны сварки для защиты от вредных реакций.
Как следует из аббревиатуры, MIG также определяется использованием защитного газа, имеющего в целом инертные характеристики, который вытесняет атмосферу из зоны сварки для защиты от вредных реакций.
MIG — очень распространенный процесс сварки низкоуглеродистой стали, сварки нержавеющей стали и сварки этих двух металлов друг с другом. MIG можно использовать с различными защитными газами и диаметрами проволоки для точной настройки характеристик для широкого диапазона толщин материалов. Поскольку шлака нет, эффективность наплавки (отношение израсходованного присадочного металла к массе готового шва) довольно высока. Поскольку потребность в остановах/запусках и очистке после сварки ограничена, коэффициент оператора (время, затраченное на сварку, по сравнению с общим временем проекта) может быть намного выше, чем в других процессах. Эти факторы в сочетании с возможностью достижения высоких скоростей перемещения обеспечивают продуктивный процесс. Если в настоящее время у вас нет оборудования, необходимого для сварки MIG, аренда сварочного аппарата может помочь вам ознакомиться с процессом или заняться мелкосерийным производством с ограниченными инвестициями.
Как приваривать мягкую сталь к нержавеющей стали
Обычно присадочные металлы ER309L используются для соединения мягкой стали с нержавеющей сталью. ER309L — это классификация присадочного металла, которая обозначает:
- То, что присадочный металл можно использовать в качестве электрода для сварки MIG или в качестве стержня для сварки TIG
- То, что присадочный металл имеет номинальный состав сплава 309
- Что присадочный металл представляет собой низкоуглеродистый вариант 309 номинального состава
ER309L — это аустенитная нержавеющая сталь с высоким содержанием хрома и никеля. Наличие и количество никеля в этом сплаве способствует формированию пластичной микроструктуры сварного шва. ER308/308L является популярным выбором для соединения нержавеющей стали 304/304L с самой собой, но попытка использовать этот сплав для стали с нержавеющей сталью вместо ER309L может привести к микроструктуре, склонной к растрескиванию.
Выбор защитного газа может повлиять на легкость сварки и качество результатов. Обычно используются защитные газы с высоким содержанием аргона. 98 % аргона/2 % кислорода или 98 % аргона/2 % двуокиси углерода (CO2) используются для сварки более толстых материалов, поскольку эти газы помогают добиться плавного и стабильного распыления при минимальном химическом взаимодействии. Трехкомпонентные газовые смеси, известные как «трисмеси», обычно состоят в основном из гелия с различными добавками аргона и углекислого газа. Хотя это и не требуется для тонких материалов, они могут обеспечить улучшенные характеристики при сварке с использованием режима переноса «короткого замыкания», обычно используемого для предотвращения прожога или сварки в неправильном положении.
Обычно используются защитные газы с высоким содержанием аргона. 98 % аргона/2 % кислорода или 98 % аргона/2 % двуокиси углерода (CO2) используются для сварки более толстых материалов, поскольку эти газы помогают добиться плавного и стабильного распыления при минимальном химическом взаимодействии. Трехкомпонентные газовые смеси, известные как «трисмеси», обычно состоят в основном из гелия с различными добавками аргона и углекислого газа. Хотя это и не требуется для тонких материалов, они могут обеспечить улучшенные характеристики при сварке с использованием режима переноса «короткого замыкания», обычно используемого для предотвращения прожога или сварки в неправильном положении.
Выбор параметров для сварных соединений стали с нержавеющей сталью очень похож на выбор параметров для сварки нержавеющей стали. Присадочный металл из нержавеющей стали требует более низкого тока для плавления, чем присадочный металл из мягкой стали, поэтому рассчитывайте использовать более низкие скорости подачи проволоки, чем вы привыкли. Точно так же сварочная ванна будет более «вялой», чем при сварке с использованием присадочного металла из мягкой стали, и проплавление будет уменьшено. Это означает, что вам, возможно, придется использовать более широкий угол включения/скоса в зависимости от области применения, чтобы обеспечить хорошее слияние корня и боковой стенки. Старайтесь избегать чрезмерного подвода тепла, чтобы свести к минимуму риск сенсибилизации основного металла из нержавеющей стали, что может отрицательно сказаться на коррозионной стойкости этого основного металла.
Точно так же сварочная ванна будет более «вялой», чем при сварке с использованием присадочного металла из мягкой стали, и проплавление будет уменьшено. Это означает, что вам, возможно, придется использовать более широкий угол включения/скоса в зависимости от области применения, чтобы обеспечить хорошее слияние корня и боковой стенки. Старайтесь избегать чрезмерного подвода тепла, чтобы свести к минимуму риск сенсибилизации основного металла из нержавеющей стали, что может отрицательно сказаться на коррозионной стойкости этого основного металла.
Имейте в виду, что готовый сварной шов представляет собой смесь сплавов; коррозионная стойкость металла сварного шва не будет эквивалентна коррозионной стойкости основного металла из нержавеющей стали, и в некоторых ситуациях может быть важно располагать эти разнородные сварные соединения вдали от источников коррозии. Также имейте в виду, что не все нержавеющие сплавы одинаковы. Нержавеющая сталь может быть аустенитной, мартенситной или ферритной, что дает представление об их микроструктуре и типичном составе. Аустенитные нержавеющие стали — один из наиболее распространенных типов по тоннажу — обычно легко свариваются, в то время как мартенситные и ферритные нержавеющие стали могут быть более сложными.
Аустенитные нержавеющие стали — один из наиболее распространенных типов по тоннажу — обычно легко свариваются, в то время как мартенситные и ферритные нержавеющие стали могут быть более сложными.
Следующие шаги
Свяжитесь с нами сегодня, чтобы найти сварочный аппарат MIG, который лучше всего подходит для сварки нержавеющей стали с мягкой сталью, которую вы хотите выполнить. «Подгонка» машины под ваше приложение может помочь вам получить необходимый набор функций без ненужных затрат. Наша опытная команда также может предоставить рекомендации в мире сварки нержавеющей стали и разнородных металлов, чтобы помочь вам выбрать лучшие расходные материалы, аксессуары и знания.
Ред-Д-Арк
Red-D-Arc Welderentals™, компания Airgas, сдает в аренду и сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии — в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях.