Аргонодуговая сварка WIG/TIG | Рудетранс
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около I св ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу).
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод.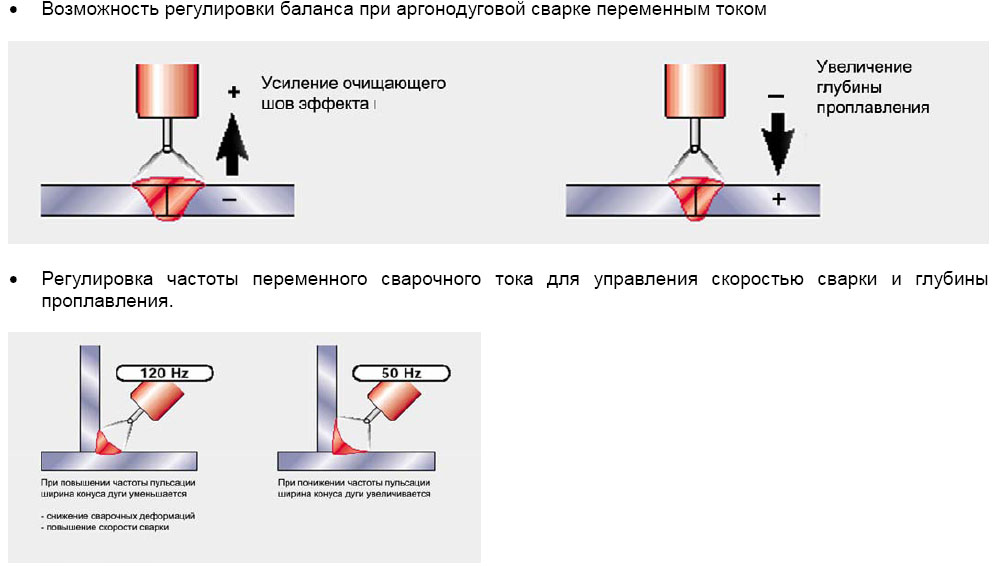 Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Чем отличается аргоновая сварка от обычной: преимущества и недостатки технологий
- Главная >
- Блог >
- Чем отличается аргоновая сварка от обычной: преимущества и недостатки технологий
13. 09.2022
09.2022
Сварка
Время чтения: 10 минут
Редакция сайта
Сохранить статью:
Вопросы, рассмотренные в материале:
- Суть аргоновой сварки
- Виды аргоновой сварки
- Нюансы работы с аргоновой сваркой
- Суть электродуговой (обычной) сварки
- Виды и нюансы электродуговой сварки
Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами.
Суть аргоновой сварки
Довольно сложно получить качественный сварной шов при работе с заготовками из таких материалов, как алюминий, медь или цветные металлы. Сложности обусловлены их физико-химическими свойствами. Поэтому при необходимости соединения этих материалов, специалисты используют сварку в защитной аргоновой среде.
Разберемся, чем отличается аргоновая сварка от обычной и как она работает. Разница между ними заключается в том, что аргоновая сварка выполняется с использованием защитной среды инертного газа – аргона. Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
В отличие от обычной, аргоновая сварка подходит для работы с титановыми заготовками, при этом можно пользоваться плавящимися и неплавящимися электродами, вольфрамовой проволокой. Последняя подходит для работы с разнородными металлами. Аргоновую сварку, как и обычную, можно выполнять вручную и в автоматическом режиме.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.
- Ручная
Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную.
 Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
- Механизированная
Иначе эта технология называется полуавтоматической, или сваркой полуавтоматом. Сварщик управляет горелкой вручную, а присадочная проволока подается автоматически. Производительность этой технологии в три раза выше, чем у ручной, к тому же специалисту достаточно невысокой квалификации, чтобы справиться с работой. Этот вид соединения заготовок широко используется в судостроении.
- Автоматическая
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование.
Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
- Роботизированная
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами. К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов.
Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
 Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
 Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
 Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Два способа аргоновой сварки
Электродуговая сварка с использованием плавящихся электродов в защитной среде инертного газа (MIG)
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа.
Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.
Аргоновая сварка отличается от обычной тем, что ее сложно использовать в условиях открытых площадок. Это связано с риском выдувания ветром из рабочей зоны защитного газа, что отрицательно скажется на качестве шва. Справиться с этим недостатком позволяет специальная сварочная проволока с сердечником из флюса. Ее свойства аналогичны плавящемуся электроду в обмазке. Такую проволоку можно использовать вместо сжиженного газа.
Ее свойства аналогичны плавящемуся электроду в обмазке. Такую проволоку можно использовать вместо сжиженного газа.
Электродуговая сварка в среде инертного газа с использованием неплавящихся электродов (TIG)
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.
В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Начинающие сварщики испытывают некоторые трудности при определении скорости подачи присадочной проволоки. Единого стандарта скорости не существует, поэтому мастерам придется экспериментировать. Главное правило – присадка должна быть под углом и перед стержнем. При несоблюдении этого требования шов будет неровным, а сам процесс сварки усложнится.
Так как аргоновая сварка от обычной отличается использованием защитного газа, вытесняющего из сварочной ванны кислород, то начало и окончание процесса должно быть плавным, чтобы в рабочую зону не попал воздух. Прежде чем начать работу, следует подавать аргон в область соединения заготовок в течение 20 секунд. Перед окончанием сварки необходимо сначала убрать присадку, а затем, спустя примерно 10 секунд, выключить горелку. В конце работы силу тока нужно уменьшить. Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
Итак, аргоновая сварка отличается от обычной тем, что требует от сварщика больше опыта и терпения. Для оценки готового шва используют такой показатель, как проплавленность. Форма сварного соединения не должна быть выпуклой и округлой, это свидетельствует о недостаточной проплавленности металла. Визуально, конечно, нельзя полноценно оценить качество сварного шва, однако предварительные выводы о результатах работы сварщика сделать можно.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.
Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.
Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Читайте также
07.04.2023
Какие соединения относятся к резьбовым: разновидности и функции
Подробнее
04.04.2023
Высокоуглеродистая сталь и ее особенности
Подробнее
31.03.2023
Температура закалки стали: какой должна быть
Подробнее
29.03.2023
Плазмотрон: устройство, виды, задачи
Подробнее
27.03.2023
Как правильно пескоструить: особенности обработки металла
Подробнее
24.03.2023
Анодное покрытие и его особенности
Подробнее
20.03.2023
Развертка по металлу: назначение и принцип действия
Подробнее
17.03.2023
Вальцевание: особенности технологии
Подробнее
Почему при сварке используется аргон и что это такое? Руководство на 2023 год
Последнее обновление
Введение
В некоторых из наиболее популярных сварочных процессов, особенно в среде TIG (вольфрамовый инертный газ), используется газ под названием аргон. Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Корень слова расскажет нам больше о том, что это такое. Аргон происходит от греческого слова argos, что означает «медленный» или «неактивный». Другими словами, газ является «инертным». Аргон — это химическое вещество, принадлежащее к группе благородных газов. Благородные газы обычно не имеют запаха, бесцветны и одноатомны. Аргон определенно подходит под это описание. Но одна особенность благородных газов, которая делает аргон идеальным для сварки, заключается в том, что он обладает свойством относительно низкой химической реактивности, если только он не подвергается воздействию экстремальных условий. Это также может помочь предотвратить окисление. Вы можете услышать, как некоторые старожилы называют сварку TIG Heliarc. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Почему при сварке используется аргон?
Поскольку аргон имеет низкую химическую активность, это означает, что он может действовать как газ, отталкивая другие газы, не мешая самому процессу сварки. Аргон также помогает избежать окисления. Это особенно полезно при сварке TIG, которая может страдать даже от незначительных дефектов.
При сварке MIG он используется в сочетании с углекислым газом, поскольку он помогает лучше стабилизировать дугу. Обычная газовая смесь состоит из 75% углекислого газа и 25% аргона.
Как используется аргон при сварке?
Действует как защитный газ. Это означает, что он защищает зону сварки и вольфрамовый электрод от загрязнения во время процесса. Представьте, что газ распространяется по поверхности металла и создает индивидуальную атмосферу или озоновый слой, изолирующий сварной шов от внешних загрязнений.
Авторы и права: Prowelder87, Commons Wikimedia
Газ рассеивается из газового диффузора, прикрепленного к сварочному пистолету. Газовый диффузор на горелке TIG, как правило, больше, а поток более прямой, в отличие от сварочной горелки MIG (включая сварочную горелку с флюсовой сердцевиной). В сварочной горелке MIG диффузор устанавливается под соплом и имеет отверстия по бокам, тогда как диффузор или линза TIG, как правило, представляет собой одну поверхность, через которую может проходить газ.
Другое различие между способами диффузии газов заключается в том, что TIG часто имеет настройку предварительного потока. Это означает, что когда сварщик нажимает на педаль, нажимает на курок или царапает вольфрам, чтобы зажечь дугу, газ начнет поступать еще до того, как загорится дуга. Причина этого в том, что в противном случае сварной шов будет загрязнен, поскольку его единственная защита — от защитного газа. Существует также постпоток, который используют как TIG, так и MIG. Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
- См. также: Где взять сварочный газ и сколько платить?
Часто задаваемые вопросы (FAQ)
Является ли аргон взрывоопасным веществом?Поскольку он не обладает высокой реакционной способностью, он не взрывоопасен. Однако если вы проткнете баллон с аргоном под давлением, баллон может взорваться из-за сброса давления. Самой большой проблемой безопасности при использовании аргона является обеспечение надлежащей вентиляции. Поскольку аргон не является пригодным для дыхания газом, он удушающий, как углекислый газ. Всегда следите за тем, чтобы у вас было достаточно кислорода или вентиляции.
Насколько дорог аргон? Он достаточно доступен для использования в больших масштабах. Однако углекислый газ дешевле аргона. Вот почему порошковая проволока с двойным экраном чаще всего используется со 100% углекислым газом. Аргон не обязателен для FCAW, но он, безусловно, улучшает характеристики дуги.
Вот почему порошковая проволока с двойным экраном чаще всего используется со 100% углекислым газом. Аргон не обязателен для FCAW, но он, безусловно, улучшает характеристики дуги.
Изображение предоставлено: Christopher.S.rcbc, Commons Wikimedia
Срок годности аргона истекает?Поскольку аргон является благородным газом и не вступает в реакцию с другими химическими веществами, он никогда не испортится.
Заключение
Санитарно-пищевая нержавеющая сталь, электростанции, нефтеперерабатывающие заводы — все это зависит от сварки TIG, которая была бы невозможна без аргона. Ставки в таких проектах высоки, и аргон помогает защитить эти сварные швы от водорода, кислорода и азота, обеспечивая безопасность оборудования.
Рекомендуемое изображение: Сварщик, Wikimedia Commons
- Введение
- Почему аргон используется при сварке?
- Как используется аргон при сварке?
- Часто задаваемые вопросы (FAQ)
- Является ли аргон взрывоопасным веществом?
- Насколько дорог аргон?
- Срок годности аргона истекает?
- Заключение
Sunstone Welders > Образование и безопасность в области микросварки > Аргон для микросварки
Что такое аргон?
Газообразный аргон — химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Почему в сварочных системах Sunstone Orion используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов. Аргон используется для защиты расплавленного металла от элементов в атмосфере, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Аргон премиум-класса Sunstone имеет чистоту 99,996 % (аргон 4. 6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Опасен ли аргон?
Аргон опасен, но по большей части это очень безопасный газ. Он нетоксичен и негорюч, поэтому не ядовит и не горит. Аргон поставляется в сжатом баллоне, и при работе со сжатым баллоном необходимо соблюдать надлежащий протокол безопасности. Аргон на 38 % плотнее воздуха, поэтому при работе в ограниченном пространстве обеспечьте надлежащую вентиляцию воздуха. Количество аргона, используемого в системе «Орион», очень мало и не представляет особой опасности для безопасности.
Какой аргон можно получить?
Мы рекомендуем использовать аргон чистотой 99,996 % (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Каждая крупная газоснабжающая компания будет нести это. Это то же самое, что и сварочный газ, используемый в традиционной установке для сварки TIG. Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
О том, как долго должен работать мой баллон с аргоном?
Зависит от ряда различных факторов, таких как частота использования, настройки давления и настройки предварительной/последующей подачи. Аргон премиум-класса Sunstone поставляется в резервуарах емкостью 80 стандартных кубических футов, что является наиболее распространенным размером для использования с системами Sunstone Orion Welding Systems. Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем приобрести регулятор AGR 2 у нас, чтобы убедиться, что у вас есть регулятор надлежащего типа, соответствующий баку, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами премиум-класса Sunstone
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсно-дуговая система сварки Micro TIG
Все системы импульсной дуговой сварки Orion или Micro TIG компании Sunstone используют защитный газ аргон для обеспечения более качественного сварного шва и более стабильной дуги. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.