Наждачная бумага. Таблица: Маркировка, зернистость, назначение. Расшифруем Российский ГОСТ и зарубежные стандарты.
Наждачная бумага представляет собой абразивный материал, нанесенный на тканевую или бумажную основу и является незаменимым помощником при широчайшем спектре работ домашнего мастера.
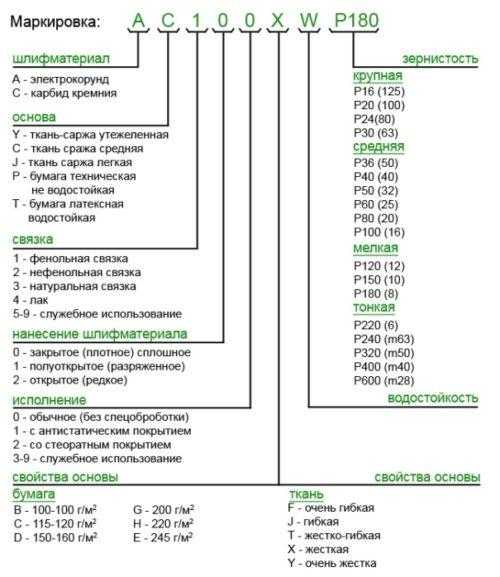
Давайте разберемся в символах, которыми производитель информирует нас о видах шлифовальной шкурки и допустимых областях её применения.
Зернистость наждачной бумаги
Этот параметр абразивной бумаги отображает количество и размер частиц абразивного вещества, приходящихся на единицу площади, является основной характеристикой наждачки и определяет возможность её использования для тех или иных нужд.
А трудность в чем?

Сегодня в магазинах можно встретить шлифовальную бумагу помеченную как по российскому ГОСТУ так и стандартам других стран.
Путаница в том, что отечественная маркировка на шкурке может быть выполнена по новому ГОСТ от 2005 года (ориентирован на европейские стандарты) и по
Две категории стандартов обратны. В старом ГОСТ 3647-80 уменьшение чисел маркировки обозначало уменьшение размера зерна. В новом ГОСТ зерно абразива уменьшается, а цифра в маркировке, напротив, растет.
Кроме того, не существует единения и среди мировых производителей. Собственного стандарта придерживается США и Канада, Европа и Турция, Япония, Китай.
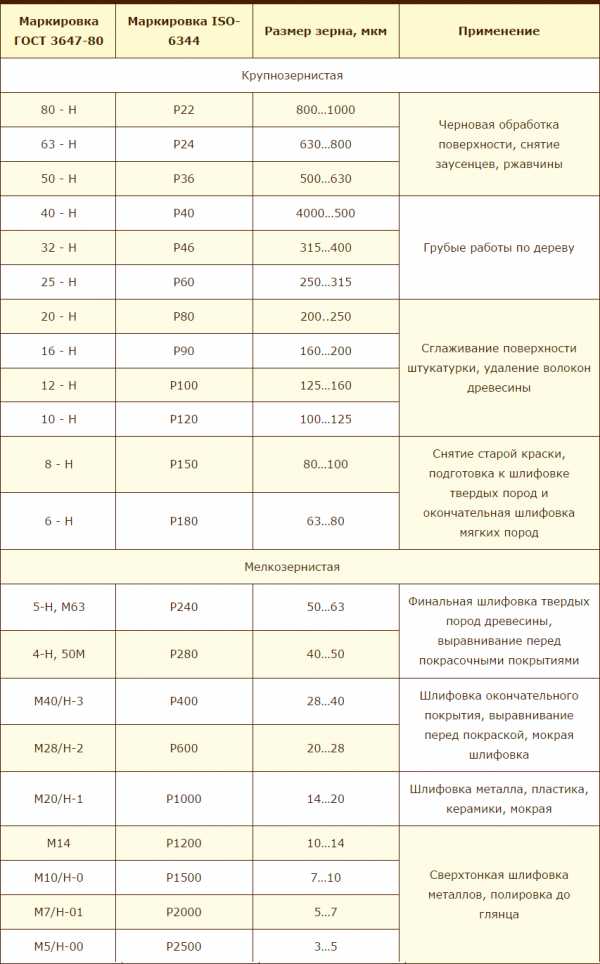
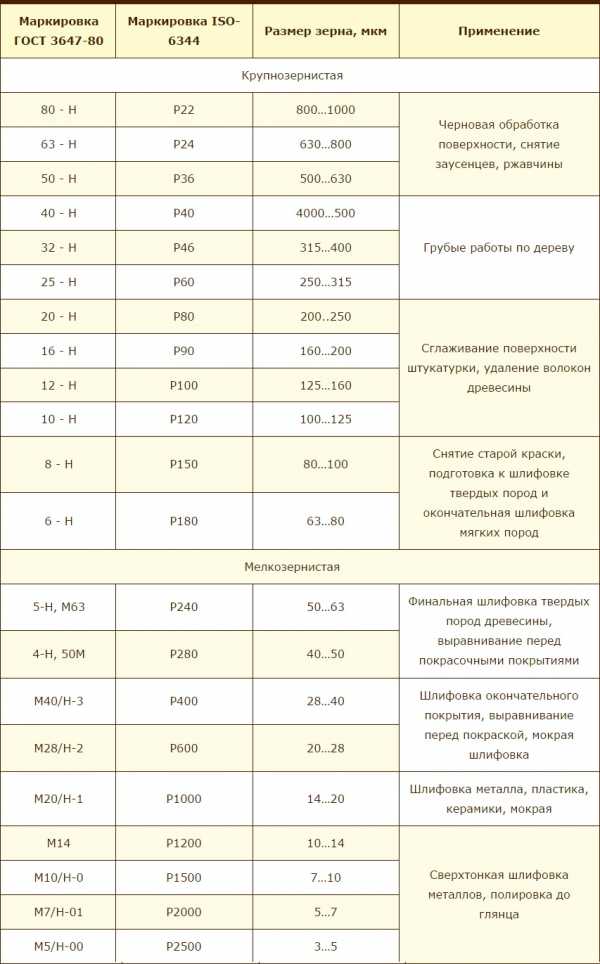
Таблица зернистости, назначения и маркировки
| ГОСТ Р 52381-2005 (Россия) | ГОСТ 3647-80 (СССР) | Размер зерна (мкм) | Назначение |
| Крупнозернистые | |||
| P22 | 80-H | 800-1000 |
Черновая обработка |
| P24 | 63-H | 630-800 | |
| P36 | 50-H | 500-630 | |
| P40 | 40-H | 400-500 | Грубые работы по дереву |
| P46 | 32-H | 315-400 | |
| P60 | 25-H | 250-315 | |
| P80 | 20-H | 200-250 |
Первичная шлифовка Сглаживание поверхности Удаление небольших неровностей |
| P90 | 16-H | 160-200 | |
| P100 | 12-H | 125-160 | |
| P120 | 10-H | 100-125 | |
| P150 | 8-H | 80-100 |
Подготовка твердых сортов дерева к шлифовке Окончательная шлифовка мягких пород дерева Шлифовка старой краски под покраску |
| P180 | 6-H | 63-80 | |
| Мелкозернистые | |||
| P240 | 5-H,М63 | 50-63 |
Окончательная шлифовка твердых пород дерева Шлифовка между покрытиями |
| P280 | 4-Н,М50 | 40-50 | |
| P400 | М40/Н-3 | 28-40 |
Полировка финальных покрытий Шлифовка перед покраской Мокрая шлифовка |
| P600 | М28/H-2 | 20-28 | |
| P1000 | М20/H-1 | 14-20 |
Шлифовка металла, пластиков, керамики Мокрая шлифовка |
| P1200 | М14 | 10-14 |
Еще более тонкая шлифовка, полировка Удаление глянца, пятен, микроцарапин |
| P1500 | М10/Н-0 | 7-10 | |
| P2000 | М7/Н-01 | 5-7 | |
| P2500 | М5/Н-00 | 3-5 | |
Российская маркировка. ГОСТ старый и новый (ISO)
Новый ГОСТ
Первой всегда указывается буква «Р». Число после указывает зернистость.
Например: Р400 — это общеизвестная «нулевка».
Старый ГОСТ
Первой идет цифра указывающая на размер абразива. Далее идут индексы: П означает, что количество основной фракции абразивного зерна не менее 55%, индекс Н — не менее 45%, индекс Д — не менее 41%.
8-П обозначает, что количество гранул абразива, которые проходят через сито со стороной ячейки
80 мкм. не менее 55%.
Для обозначения микрошлифпорошков в старом ГОСТ первой идет буква М. Цифра за ней — это размер зерен в мкм.
Например та же «нулевка»: М40
Вот так выглядит обратная сторона наждачки которую приобрел буквально вчера:

(Ниже выложил фотку с новой маркировкой)
Области применения абразивных шкурок в соответствии с типом зернистости.

1. Наждачка с крупным зерном (крупнозернистые — macrogrid)
-
Самые грубые работы. Снятие заусенцев, ржавчины. ( зерно 1000 мкм — 500 мкм)
Новый ГОСТ : P22, P24,P30, P36 (здесь и далее последовательность приведена в порядке уменьшения зерна, т.е. P22 — наибольшее зерно (1000 мкм), P36 — наименьшее (500 мкм))
Старый ГОСТ : 80-П, 63-П, 50-П (здесь и далее в порядке уменьшения зерна, т.е. 80 — наибольшее зерно (1000 мкм), 50 — наименьшее (500 мкм))
-
Грубые работы по древесине. Предварительная шлифовка различных поверхностей (500 — 250 мкм)
Новый ГОСТ: P40, P46,P54, P60
Старый ГОСТ: 40-П, 32-П, 25-П
-
Снятие слоя лака, краски или олифы. Устранение неровностей штукатурки. Промежуточная шлифовка (250 — 100 мкм)
Новый ГОСТ: P70, P80,P90, P100
Старый ГОСТ: 20-П, 16-П, 12-П, 10-П
-
Окончательное шлифование. (50 — 105 мкм)
Новый ГОСТ: P120, P150,P180, P220
2. Наждачка с мелким зерном (мелкозернистые — microgrid)
-
Тонкое шлифование (60 — 40 мкм)
Новый ГОСТ: P240, P280,P320, P360
Старый ГОСТ: 5-П, 4-П.
-
Полировка, «мокрое» шлифование (с применением смазочно — охлаждающих жидкостей). (40-20 мкм)
Новый ГОСТ: P400, P500,P600, P800
Старый ГОСТ: M40, M28, M20
-
Шлифовка металла, пластика, керамики. Отделочная обработка любых пород дерева, кожаных изделий. (20-14 мкм)
Новый ГОСТ: P1000, P1200
Старый ГОСТ: M20
-
Сверхтонкое шлифование, полирование коррозионно-стойких сталей, изготовление микрошлифов. (14-3 мкм)
Новый ГОСТ: P1500, P2000, P2500
Старый ГОСТ: M14, М10, M7, M5
Также полезно понимать на какие типы разделяют наждачную бумагу помимо размера абразивного зерна и каким образом это сказывается на её функциональном назначении и стоимости.
Материал абразива
Не поленился сфотографировал изнанку шкурки которой скворечник обрабатывал.
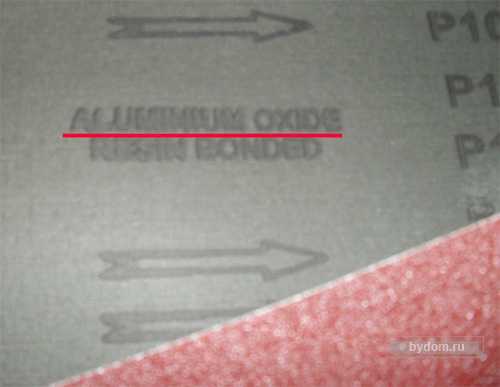
Строчка resin bonded — абразивный материал, шлифовальный материал (согласно англо — русскому словарю по машиностроению и автоматизации производства)
Если вы посмотрите на обратную сторону вашей наждачной бумаги, то скорее всего увидите аналогичную незамысловатую надпись aluminium oxide что означает оксид алюминия ( в простонародье электрокорунд). Возможен такой вариант как карбид кремния или керамический абразив.
Первый является хрупким материалом и используется для обработки дерева, легированной стали, чугуна.
Второй (карбид кремния) имеет высокую твердость и предназначен для работы со стеклом, пластиком, металлом.
Как правило широкому потребителю для работ по хозяйству достаточно и этих знаний, но мы для общего развития предлагаем охватить тему шире:
Области применения шкурок в соответствии с видом абразивного материала
-
Электрокорунд нормальный (93-96% Al2O3 — например 16А) такие шкурки предназначены для ковкого чугуна, закаленных и незакаленных сталей, дерева.
-
Электрокорунд белый (Al2O3 не более 99% — например 25А) — для обработки жаропрочных и легированных сталей.
-
Карбид кремния (например 64С) — чистовой обработки металла, чугуна, бронзы, алюминия, пластмассы, мрамора, гранита, стекла, дерева.
-
Кремень (например 81К )- для обработки дерева, фанеры, кожи.
-
Стекло (например 71С) — для обработки дерева, фанеры, фетра, войлока.
-
Гранат — для обработки твердых лиственных пород дерева (дуб, бук и т.д.).
-
Эльбор — для полирования прецизионных поверхностей, стальных труднообрабатываемых деталей.
-
Алмаз — для полирования и чистового хонингования прецизионных деталей из твердого сплава и чугуна.
Тип основания наждачной бумаги

1. наждачная бумага на бумажной основе
Такая наждачная бумага имеет достаточно низкий коэффициент износоустойчивости. Наряду с невысоким запасом прочности наждак на бумажной основе как правило не обладает водостойкими свойствами.
П1, П2, ПЗ… до
ПИ — невлагопрочная бумага.
Это в значительной степени сужает область применения, но и снижает рыночную стоимость.
2. наждачная бумага на тканевой основе
Сегодня наиболее распространенной тканевой основой являются хлопок и полиэстер. Абразивы на тканевом основании чаще всего имеют водостойкие свойства благодаря специальной пропитке на основе смолы.
Л1, Л2 и М — влагопрочная бумага.
Такие наждаки имеют более высокий запас прочности по сравнению с бумажными.
В маркировке первой цифрой производитель может указать 1 или 2.
-
1 — шкурка предназначена для материалов невысокой твердости (шпатлевки, грунтовки, краски, эмали, мягких пород древесины, пластмассы)
-
2 — для твердых сплавов металлов.
Встречается также наждачка на смешанной основе (ткань + бумага) или другие материалы (например широко распространены диски на фибровой основе).
Тип нанесения абразивного вещества
1. наждачная бумага с полуоткрытой или открытой насыпкой абразива
Основа закрыта на половину. Зазоры между частицами покрывают 40 до 60% площади основы. Такой абразив применяют для обработки мягких и рыхлых материалов.
В ходе работы не формируются комочки, благодаря этому исключено забивание пустых пространств отходами.
2. наждачная бумага с закрытой или сплошной насыпкой абразива
Характеризуется полных закрытием основания шлифовочным материалом и предназначена для работы на твердых поверхностях.
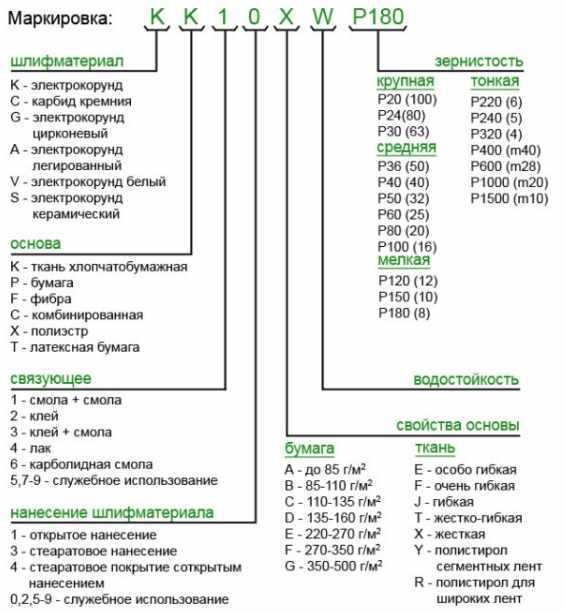
Полная расшифровка маркировки наждачной бумаги
Итак, мы уже что то понимаем и можем попробовать прочесть что имел ввиду производитель.
Например такую маркировку (старый ГОСТ)
Пример: 2 830×50 С2Г 24А 40-НМА ГОСТ 5009-82.
Абразив для обработки твердых сплавов металлов (2), в рулоне (830 мм на 50 м) на тканевой основе — сарже (С2Г), из электрокорунда (24А), с размером зерна 40 мкм (40-Н), на мездровом клее (М).
Пояснение
Тип связующего: М — мездровый клей; С — синтетическая смола; К — комбинированная связка.
В старом ГОСТе шестая буква указывала на класс абразива — количество дефектов. А не более 0,5%; Б — не более 2%; В — не более 3%.
Следовательно количество дефектов (А) на рабочей поверхности нашего примера не более 0,5%.
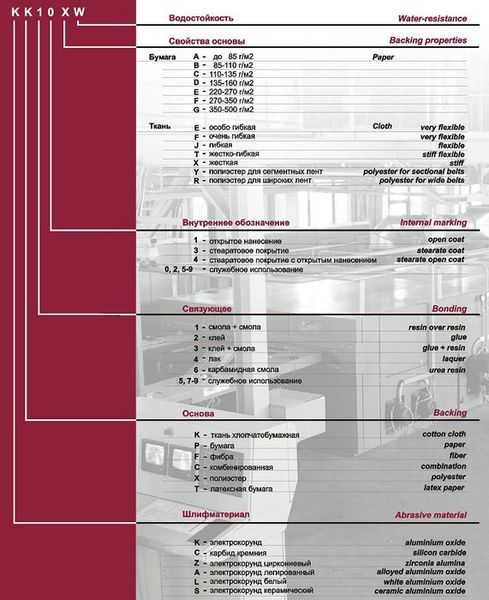
или (новый европейский стандарт на примере немецкой наждачки VSM)
Пример: KK X P150
Абразив из электрокорунда (K) на тканевой (К) и жесткой (Х) основе с зернистостью P150 (75-106 мкм).
Распродажа (-53%):

bydom.ru
Шлифовальная шкурка — Википедия
Листы шлифовальной шкурки на бумажной основе Лента шлифовальной шкурки на тканевой основеШлифовальная шкурка[1] (шлифшкурка, наждачка, наждачная бумага, шлифовальная/абразивная бумага) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесённым на неё слоем абразивного зерна (порошка)[источник не указан 65 дней].
Предназначена для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и прочих подобных работ. Относится к вспомогательным материалам.
Первое упоминание о шлифовальной шкурке относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея.
У некоторых народов в качестве шлифовальной шкурки использовались высушенные шкурки различных рыб, вплоть до кожи акулы.
Считается[кем?], что изобретателем современной шлифовальной бумаги является Джон Оукей — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистыйВ России[править | править код]
Абразивы, применяемые для производства шлифшкурки[править | править код]
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
- Электрокорунд — наиболее широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
- Карбид кремния — получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
- Гранат — довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая шкурка быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем шкурка с другим абразивом.
- Алмаз, Эльбор — алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства шлифшкурки применяются редко.
Классификация шлифовальной шкурки по зернистости[править | править код]
120
220
320
Рабочая поверхность шлифшкурки различной зернистости (увеличено: 1 деление шкалы = 1 мм)
Зернистость — важнейшая характеристика шлифовальной шкурки. В зависимости от назначения (грубая предварительная обработка, шлифовка, полировка) размер зерна может быть от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка).
В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381—2005). По этому стандарту зернистость шлифовальных порошков обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм).
На территории бывшего СССР также применяются обозначения по действующему ГОСТ 3647—80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется «-Н» (например 10-Н, 5-Н). Для самой мелкой шлифовальной шкурки цифра обозначает размер зерна в микронах, перед ней ставится буква М (сокращение от микро) (например М40, такую наждачку часто называют[кто?] «нулёвка»).
В некоторых странах встречается и другая маркировка, например по стандарту ANSI — в США и Канаде, по стандарту JIS — в Японии, по стандарту GB2478 — в Китае.
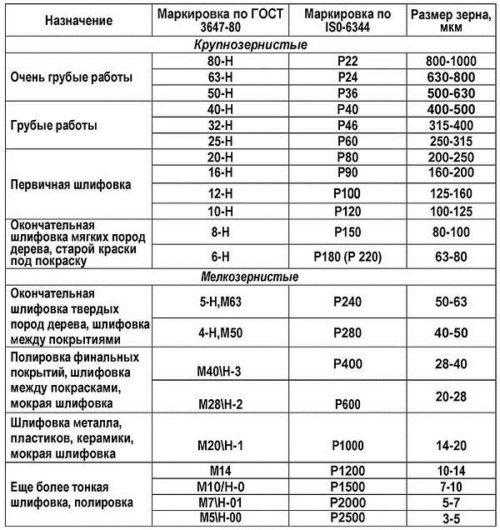
| Назначение | Маркировка по ГОСТ 3647—80 | Маркировка по ISO 6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка шлифшкурки[править | править код]
Например, шлифшкурки на бумажной основе[1]
| Л 1 Э 620×50 П2 15А 25-Н М А ГОСТ 6456—82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456—82 — стандарт. Варианты:
- ГОСТ 13344—79 — водостойкая тканевая
- ГОСТ 6456—82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Абразивы на бумажной основе[источник не указан 64 дня]
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе[источник не указан 64 дня]
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной шкурки по типу нанесения абразива (насыпке)[источник не указан 64 дня]
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая насыпка подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Нанесение абразива[править | править код]
В производстве шлифшкурки применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих:
— фенолоформальдегидные и карбамидоформальдегидные смолы
— на основе лака
— на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Шлифок — приспособление для работы шлифшкуркой- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
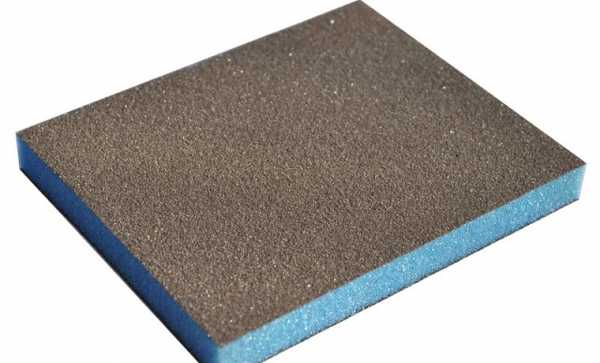
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной шкуркой губка более долговечна[источник не указан 64 дня], поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сеткаАбразивная сетка представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную шкурка закрепляют на шлифовальной колодке (шлифке). Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня. Такая терка снабжена прокладкой из эластичного материала, обеспечивающего плотное прилегание шлифшкурки к обрабатываемой поверхности и более равномерное давление на обрабатываемую поверхность..
Шлифовальный круг из шлифшкурки Лепестковый шлифовальный диск: лепестки — шлифовальная шкуркаШлифовальная шкурка служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
- ГОСТ 6456—82 Шкурка шлифовальная бумажная. Технические условия
- ГОСТ 5009—82 Шкурка шлифовальная тканевая и бумажная. Технические условия
- ГОСТ 13344—79 Шкурка шлифовальная тканевая водостойкая. Технические условия
- ГОСТ 10054—82 Шкурка шлифовальная бумажная водостойкая. Технические условия
- ГОСТ 27181—86 Шкурка шлифовальная для обработки труднообрабатываемых материалов. Технические условия
- ГОСТ 344—85 Шкурка шлифовальная бумажная для контроля истираемости резины. Технические условия
ru.wikipedia.org
виды зернистости, таблица и классификация по ГОСТ
Содержание: [скрыть]
- Что такое наждачка
- Изготовление
- Форма выпуска
- Маркировка
- Расшифровка зернистости
- Другие обозначения
- Основа
- Виды зернистости по материалу
- Применение
- Как выбрать?
Наждачка, она же шкурка шлифовальная – это названия наждачной бумаги, столярного абразива, аналогов которому на сегодняшний день нет. Материал используют в разных отраслях промышленности и жизни от строительной площадки до художественной мастерской. Наждачное полотно предназначено для ручной и машинной обработки деревянных, пластиковых, керамических и металлических поверхностей при производстве различных изделий для улучшения сцепления элементов при склейке или для подготовки поверхности к покраске.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.


Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
Этапы производства:
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…500С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги — мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.
- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.
- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.


В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Применение
- Наждачная бумага для дерева в столярном деле необходима при подготовке поверхности к покраске или лакировке.
- В строительстве наждачкой зачищают наплывы на штукатурке и шпатлевке, волокна древесины перед использованием. Также шкурка помогает избавиться от подтеков краски.
- Ремонт автомобилей: зачистка старой краски, подготовка поверхности к шпатлеванию, матирование глянца.
- При производстве и ремонте мебели и во многих других отраслях промышленности.
Как выбрать?
При выборе следует обращать внимание не только на стоимость, но и на характеристики изделия.
- Зернистость материала. Выбор фракции осуществляется, исходя из цели приобретения: для первичной подготовки древесины подойдет шкурка Р22…Р60. Для подготовки поверхности из дерева или металла к покраске выбирают Р240 и мельче.
- Материал – основа. Для длительной работы стоит купить абразив на тканевой или комбинированной основе. Если предполагается ручное выравнивание поверхностей, подойдет и бумажная.
- Для ручного труда можно взять изделие любого формата. Для шлифовальных машин и станков удобнее выбрать специальные круги или полоски, которые не нужно вырезать и приклеивать.

derevo-s.ru
Таблица маркировки наждачной бумаги, виды зернистости и абразива
 Самым востребованным абразивным материалом не только в домашнем хозяйстве, но и на крупных предприятиях является наждачная бумага. В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
Самым востребованным абразивным материалом не только в домашнем хозяйстве, но и на крупных предприятиях является наждачная бумага. В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
Хотя, само по себе, полотно и не отличается сложностью изготовления и содержит всего два основных компонента, разобраться в маркировке наждачной бумаги не всегда просто. Это связано с тем, что не существует единого стандарта даже на территории РФ, не говоря уже о СНГ и мировых производителях. Несмотря на это, для правильного выбора, необходимого уметь расшифровывать обозначения наждачной бумаги.
В настоящее время для изготовления шлифовальных материалов используется самый широкий спектр абразивных компонентов. Кроме этого, существует несколько вариантов основы. Ниже рассмотрим по каким критериям необходимо выбирать наждачную бумагу для того или иного вида работ.
Что такое наждачная бумага и как ее еще называют
Наждачная бумага представляет собой абразивную крошку той или иной фракции, закрепленную на бумажной или тканевой основе с помощью специальных мастик или других клеящих веществ.
Реже можно встретить и другие названия: шкурка, наждак, шкурка шлифовальная, шлифовальная бумага и т.д., однако суть от этого нисколько не меняется.
Виды зернистости наждачной бумаги
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.

По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
|
ГОСТ Р 52381-05 |
ГОСТ 3647-80 |
Зернистость, мкм |
Сфера применения |
|
Крупнозернистая |
|||
|
Р22 |
80-Н |
800-1000 |
Предварительная зачистка |
|
Р24 |
63-Н |
630-800 |
|
|
Р36 |
50-Н |
500-630 |
|
|
Р40 |
40-Н |
400-500 |
Черновая обработка древесины |
|
Р46 |
32-Н |
315-400 |
|
|
Р60 |
25-Н |
250-315 |
|
|
Р80 |
20-Н |
200-250 |
Начальное шлифование Исправление незначительных дефектов поверхности |
|
Р90 |
16-Н |
160-200 |
|
|
Р100 |
12-Н |
125-160 |
|
|
Р120 |
10-Н |
100-125 |
|
|
Р150 |
8-Н |
80-100 |
Обработка твердых пород дерева перед окончательной шлифовкой Шлифовка мягкого дерева Удаление старой краски |
|
Р180 |
6-Н |
63-80 |
|
|
Мелкозернистая наждачная бумага |
|||
|
Р240 |
5-Н; М63 |
50-63 |
Финишное шлифование твердых пород дерева Промежуточное шлифование |
|
Р280 |
4-Н; М50 |
40-50 |
|
|
Р400 |
М40; Н-3 |
28-40 |
Полирование поверхности Шлифование под окраску Мокрое шлифование |
|
Р600 |
М28; Н-2 |
20-28 |
|
|
Р1000 |
М20; Н-1 |
14-20 |
Шлифование керамики, пластика и металлов Мокрое шлифование |
|
Р1200 |
М400 |
10-14 |
Полировка, снятие глянца |
|
Р1500 |
М10; Н-0 |
7-10 |
|
|
Р2000 |
М7; Н-01 |
5-7 |
|
|
Р2500 |
М5; Н-00 |
3-5 |
|
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Маркировка наждачной бумаги в зависимости от ее назначения: таблица
В зависимости от специфики работ крупнозернистая наждачная бумага подразделяется на несколько основных групп:
|
Маркировка |
Виды работ |
|
Р22; Р24;Р36 |
Подготовительные работы: удаление ржавчины Устранение крупных дефектов поверхности |
|
80-Н; 63-Н; 50-Н |
|
|
Р40; Р46; Р60 |
Грубая обработка поверхностей |
|
40-Н; 32-Н; 25-Н |
|
|
Р80; Р90; Р100; Р120 |
Предварительное шлифование |
|
20-Н; 16-Н; 12-Н; 10-Н |
|
|
Р150; Р180 |
Окончательная шлифовка и доводка |
|
8-Н; 6-Н |
Мелкозернистая наждачная бумага так же маркируется в соответствии с особенностями использования:
|
Маркировка |
Виды работ |
|
Р240; Р280 |
Шлифование твердых пород древесины |
|
5-Н; М63 |
|
|
Р400; Р600 |
Полирование подготовка поверхности под покраску |
|
М28; М40; 2-Н; 3-Н |
|
|
Р1000 |
Шлифовка керамических поверхностей, пластиков и металлов |
|
М20; 1-Н |
|
|
Р1200; Р1500; Р2000; Р2500 |
Полирование и снятие глянца |
|
М14; М10; М7; М5; Н-0;Н-00; Н-01 |
При покупке наждачной бумаги на оборотной стороне можно обнаружить и другие обозначения. Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.
- Наименование «Р» свидетельствует об абразивной структуре материала;
- Буква «Л» обозначает форму выпуска, в данном случае – листовая;
- Цифры «1» и «2» говорят о назначении абразивного полотна: 1 – для шлифования мягких поверхностей, 2 – металла и других твердых и особо твердых материалов;
- Устойчивость к воздействию влаги обозначается символами «Л1», «Л2» или М;
- Обозначение «П» свидетельствует о том, что воздействие влаги и сырости крайне нежелательно.
Помимо этих обозначений особое внимание необходимо уделить свойствам самих абразивных частиц.
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:

Гранат. Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
masterok-remonta.ru
Шкурка шлифовальная: виды, маркировки, таблица зернистости
При шлифовании, предварительной полировке и доводке режущих кромок в качестве инструмента обычно используют точильные круги, плоские бруски или гибкие листовые материалы, покрытые абразивной крошкой. Последние имеют два широко распространенных названия: народное — наждачная бумага (наждачка), и официальное ГОСТ — шкурка шлифовальная. Обиходное название сохранилось еще с тех времен, когда в качестве абразива использовался порошок природного корундита (наждак), а в качестве основы применялась плотная бумага. Сейчас вместо натуральных минералов используют абразивы, получаемые промышленным способом. Среди них самые распространенные — это зернистые порошки на основе оксида алюминия, карбида кремния и нитрида бора. Основа у современной наждачки может быть не только бумажная, но и тканевая, полиэстеровая, фибровая или комбинированная, а в качестве связки сейчас применяют водостойкие и электростатические клеевые составы. Изначально наждачная бумага использовалась только при ручной шлифовке. Но во второй половине двадцатого века в связи с созданием высокопрочных основ она стала широко применяться и в машинном шлифовании: сначала на ленточных и барабанных станках, а затем и на вибрационных и орбитальных шлифмашинах.

Форма выпуска наждачки
Абразивная шкурка используется не только для ручной, но и для машинной шлифовки, поэтому она выпускается в самых разнообразных формах.
- Листовая. Обычно продается в виде листов размером 280×230. Некоторые торговые марки предлагают комплекты разной зернистости, состоящие из 4–6 листов. Этот вид наждачной бумаги применяется в вибрационных шлифмашинах, чья подошва обычно имеет длину 280 мм, а ширину — 93 или 115 мм.
- Рулонная. Чаще всего наждачная бумага продается в рулонах длиной 5 м и шириной 93 или 115 мм, что соответствует ширине ручной державки или подошвы вибрационной шлифмашины. Кроме того, в магазинах можно встретить рулоны шлифовальной шкурки длиной несколько десятков метров и шириной до метра. Такой материал предназначен для раскроя на рулоны меньшей ширины или отдельные листы.
- Дисковая и треугольная. Такие формы шлифлистов применяют в орбитальных и дельта-шлифмашинах и выпускаются в двух видах: для крепления на клипсах и самоклеящиеся («липучки»). Как правило, у обеих форм на поверхности расположено 6–8 отверстий для отвода пыли от обрабатываемой поверхности (см. на фото ниже — на переднем плане).
- Ленточная. В стационарных и ручных ленточных шлифмашинах применяют шлифшкурку в виде непрерывной ленты, вращающейся между несколькими роликами. В зависимости от вида оборудования ее длина может составлять от десятков сантиметров до нескольких метров.
- Цилиндрическая. Такая форма используется в барабанных машинах и для шлифования с помощью цилиндрической оснастки.

Кроме того, наждачная бумага является составной частью лепестковых щеток. В этом случае она используется в виде множества узких ламелей шлифшкурки, закрепленных одним концом по всей окружности центральной втулки (см. на фото выше — слева на заднем плане).
Таблица маркировок
Маркировка зернистости российской наждачной бумаги с 2005 года полностью унифицирована с международной, т. к. новый ГОСТ Р 52381-2005 включает в себя все положения стандарта ISO 6344. В отличие от прежнего ГОСТ 3647-80 теперь цифры маркировочного кода обозначают не размер абразивных зерен, а величину «меш» (англ. mesh – количество отверстий на линейный дюйм в решетке сита). Соответствие старого и нового обозначений смотрите в таблице.
Несколько ранее Белгородским заводом абразивов были введены в действие ТУ 3980-009-00223332-2003, которые регламентировали новую маркировку наждачной бумаги с использованием международного обозначения зернистости и других параметров (см. правую схему выше). До этого маркировочный код наносился в соответствии с несколькими ГОСТами 1982 года (каждый для определенного вида основы).
Существует несколько видов обозначений зернистости наждачной бумаги, среди которых самые распространенные — это системы Федерации европейских производителей абразивов (FEPA) и американского Института производителей абразивных покрытий (CAMI). На основании первой в 1998 году был принят международный стандарт ISO 6344, вторая распространена в основном в США. Маркировка FEPA основана на числовом ряде размеров шлифовального зерна, имеющем 21 градацию в интервале от 3 мкм до 1 мм (см. левую таблицу выше). По качественному типу абразивные порошки для наждачки делятся на два вида: крупнозернистые (с Р22 по Р220) и мелкозернистые (с Р240 по Р2500). Размер самого маленького шлифовального зерна по этой классификации составляет 3–5 мкм, что соответствует старому номеру ГОСТ шлифовальной шкурки для полировки Н0 (народное название — «нулевка»).
Используемые абразивы
Для создания поверхностного слоя наждачной бумаги используют несколько базовых абразивных материалов. Помимо этого, каждый из них имеет множество разновидностей, отличающихся друг от друга физико-химическими и технологическими характеристиками. Основные абразивы, применяемые для изготовления наждачной бумаги:
- Электрокорунд. Искусственный материал, содержащий до 99 % оксида алюминия. Достаточно недорогой и поэтому самый распространенный среди абразивов. Кроме нормального и белого, выпускается ряд разновидностей с добавками соединений титана, хрома, циркония и пр.
- Карбид кремния. По сравнению с электрокорундом более хрупок, но превосходит его по твердости, поэтому применяется главным образом для работ по металлу. Выпускается в двух видах: зеленый и черный, которые несколько отличаются режущими свойствами.
- Гранат. Природный минерал, по твердости уступает всем остальным, но хорошо самозатачивается. Основное применение — шлифовка изделий из мягких материалов.
- Эльбор. Синтетический абразивный материал на основе нитрида бора. По твердости несколько уступает алмазу, но имеет лучшую термостойкость.
- Алмаз. Имеет самую высокую твердость. Алмазную наждачку применяют для обработки твердых сплавов и доводки инструмента.
Кроме того, по-прежнему выпускается наждачная бумага на основе природного корундита (наждака) и стеклянного порошка. Последняя в соответствии с нормативами используется для шлифовки коллекторов электродвигателей и генераторов.
Основы наждачной бумаги
В качестве основы при изготовлении наждачки используют листовые материалы с различными характеристиками, в том числе:
- бумагу обычную и латексную;
- хлопчатобумажные и смесовые (х/б+синтетика) ткани;
- фибру;
- ткани из полиэстера;
- комбинированные материалы (обычно бумага+ткань).
Бумага классифицируется по плотности в шести диапазонах от 85 г/м² до 500 г/м², а основным технологическим признаком тканей, кроме их состава, является гибкость. Этот параметр имеет шесть градаций: от «особо гибкая» и «очень гибкая» до «жесткая» и «особо жесткая». Кроме того, вся наждачная бумага независимо от основы делится на обычную и водостойкую.
Основные достоинства наждачки на бумажной основе — невысокая цена и устойчивость к растяжению. А ее главный недостаток — низкая механическая стойкость и ломкость на сгибах. Наждачная бумага на тканевой основе обладает высокой прочностью на разрыв и может использоваться в лентах при машинной шлифовке. Кроме того, она эластична и легко принимает форму шлифуемой поверхности. А водостойкие тканевые основы не теряют своих рабочих качеств при мокрой шлифовке или работе в условиях повышенной влажности. Для получения сочетаний механических свойств различных материалов (гибкость и неспособность к растяжению) выпускают наждачную бумагу с двухслойной основой, пропитанной полиэфирными смолами.
Разновидности способов изготовления
При нанесении абразивного порошка на основу наждачной бумаги применяют два способа расположения абразивных зерен. Первый — открытой насыпкой. В этом случае частицы абразива занимают не все пространство на поверхности основы и между ними остаются свободные пространства размером около длины зерна. Такое расположение режущих зерен лучше всего подходит для обработки крошащихся материалов, т. к. срезаемые частицы материала в этом случае легко отходят от поверхности наждачки.
При закрытой насыпке абразивная крошка полностью укрывает поверхность наждачки. Такие шлифшкурки в основном применяются для обработки металлов. Он не пригодны для шлифования мягких материалов, т. к. в этом случае наждачная бумага быстро засаливается. Разравнивание абразивного порошка по основе может производиться двумя способами: механическим и электростатическим. При первом расположение зерен неравномерное. Такая наждачка менее производительная, но более щадящая к обрабатываемой поверхности. При электростатическом разравнивании зерна укладываются более равномерно, что создает абразивный слой с лучшими режущими способностями.
Виды держателей для наждачной шкурки
При ручной шлифовке плоских поверхностей наждачную бумагу обычно крепят на прямоугольные державки. В самом простом виде это деревянный брусок, обернутый наждачкой. Для профессионального использования выпускают специальные державки, которые по внешнему виду похожи на штукатурные терки. Они имеют стандартную ширину рабочей поверхности (93 или 115 мм), на которой наждачная бумага фиксируется двумя зажимами. Для мягкой шлифовки на их подошву клеится тонкая прокладка из губки или уплотнителя на поролоне. Ручная шлифовка профильных поверхностей обычно выполняется без применения приспособлений, но при массовом производстве нередко используют державки с изогнутыми подошвами.
Советы по выбору для отдельных видов работ
Выбрать нужный вид наждачной бумаги по виду работ достаточно просто. В стандартной таблице зернистости отдельные значения объединены в группы, для каждой из которых указано ее назначение. Например, зернистость от P22 до Р60 предназначена для «очень грубых» и «грубых» работ. В эту категорию попадает зачистка поверхностей от старых покрытий и загрязнений, а также их выравнивание перед шлифовкой. С условиями применения наждачной бумаги также можно разобраться самому. При обработке профильных поверхностей необходима наждачка на тканевой основе, а при работе во влажной среде или при мокром шлифовании не обойтись без водостойкой. С подбором наждачной бумаги для шлифовки конкретных материалов ситуация несколько сложней. В этом случае необходимо либо просмотреть каталоги производителей с рекомендациями по использованию их продукции, либо воспользоваться помощью квалифицированного консультанта.
Популярные производители
На российском рынке наждачная бумага представлена двумя типами брендов. Первые — это производители ручного и электроинструмента, которые продают различные виды наждачек под своими торговыми марками в качестве расходных материалов к собственной продукции. Во второй группе представлены предприятия, специализирующиеся на выпуске инструмента, в том числе и абразивного. К примеру, бумага наждачная Fit предлагается известной канадской торговой маркой, специализирующейся на продажах всех видов ручного и приводного инструмента. Среди российских производителей самым известным является Белгородский завод абразивов, а среди зарубежных — финская компания Mirka и знаменитая международная корпорация 3M. Львиная доля наждачной бумаги на российском рынке импортная. В основном она поставляется из КНР под различными торговыми марками, хотя такой известный бренд, как «Мирка», выпускает свою наждачную бумагу на Тайване. На этом фоне лучше всех выглядит 3M, построившая в 2008 году собственный завод в Волоколамске.

Применение наждачной бумаги в зависимости от ее зернистости
Зернистость наждачной бумаги является главным технологическим параметром, поскольку именно от нее зависит качество обработанного изделия. И если крупная наждачка применяется для зачистки и подготовки поверхностей любых материалов, то на стадии первичной и окончательной шлифовки выбор зернистости наждачной бумаги во многом зависит от твердости, ломкости и вязкости материала. К примеру, окончательная шлифовка мягкой древесины выполняется с зернистостью от Р150 до Р220, твердой — Р240–Р280, металла — с Р1000. При этом размер зерна наждачной бумаги меняется в 5 раз: от 100 мкм до 20 мкм. Примерно в такой же пропорции происходит изменение размера зерна между окончательной шлифовкой и тонкой полировкой. Поэтому для полного цикла обработки поверхности (от зачистки до полировки) может потребоваться до пяти-шести видов наждачной бумаги.
Советы по обработке металла наждачкой
При зачистке и шлифовке стали и чугуна рекомендуют использовать наждачную бумагу с абразивным зерном из электрокорунда на водостойкой основе из жесткой или гибкой (в зависимости от задачи) хлопчатобумажной ткани. В общем случае подойдет наждачная бумага типа KK19XW с зернистостью, соответствующей типу обработки. Алюминий и его сплавы рекомендуют обрабатывать наждачкой на бумажной основе высокой плотности (220–270 г/м²) с зерном из электрокорунда, к примеру, такой, как KP13E. Сплавы меди имеют различную вязкость и хрупкость. И если для бронзы подойдет такая же наждачная бумага, что и для черных металлов, то более вязкую латунь шлифуют наждачкой с зернами из белого или циркониевого электрокорунда на хлопчатобумажной или полиэстеровой водостойкой основе. В силу физико-механических особенностей титана и его сплавов для их обработки используют наждачную бумагу с зернами из карбида кремния на тканевой водостойкой основе, например CK10XW, CX10YW и CX10RW.
Если мы упустили что-либо важное в описании особенностей применения наждачной бумаги при обработке металлов и других материалов, дополните, пожалуйста, нашу информацию в комментариях к этой статье.
wikimetall.ru
Шлифовальная шкурка (наждачная бумага) — классификация, маркировка и основа, применение и ГОСТ.
Наждачная бумага или шлифовальная шкурка – это гибкий материал на тканевой или бумажной основе, применяемый для абразивной обработки твердых поверхностей. Может быть использована для ручных и машинных операций, для удаления старых лакокрасочных материалов, устранения царапин, шлифовки и других операций. Основным рабочим элементом является слой абразивного зерна, который и определяет сферу применения материала.
Основная классификация
Наиболее важной характеристикой является зернистость материала, которая и определяет сферу её применения – черновая обработка, шлифовка, полировка. По действующим международным и принятым с 2005 года в России стандартам зернистость определяется количеством зерен на квадратный дюйм. Соответственно, чем больше зерен помещается на единицу площади, тем меньше их размер. По этому стандарту зернистость материала отражается буквой Р и номером от 12 до 2500. По старому ГОСТ 3647-80, часто используемом в странах СНГ, цифра обозначает размер зерна в десятках микрон с литерой –Н в конце (6-Н, 16-Н, 32-Н и т. д.). Самые мелкие зерна измеряются в микронах и имеют обозначение М, например М40.

Сферу назначения, маркировку и зернистость по различным стандартам вы можете изучить по приведенной ниже таблице
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Важным показателем является и тип абразива. Наиболее широко применяемым является электрокорунд, характеризуемый стойкость к высокому давлению и хорошими режущими свойствами. Может выпускаться с добавлением оксида хрома, увеличивающим абразивные качества и прочность материала. Его можно узнать по характерной рубиновой окраске.
Из других материалов зерен отметим следующие:
- Карбид кремния. Прочнее электрокорунда, но более хрупок. Благодаря этому кристаллы раскалываются под давлением и образуют новые грани, тем самым обновляя поверхность.
- Гранат. Сравнительно мягкий минерал, используемый в основном для обработки дерева.
- Эльбор и алмаз. Сверхтвердые материалы. Редко используются по причине высокой стоимости.
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:
Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Особенности применения
Приведём несколько советов относительно применения наждачной бумаги для шлифовки и полировки различных поверхностей:
- Общим правилом применения шлифовальной шкурки является переход от более грубых к более тонким видам – от меньших показателей зернистости к большим.
- Наиболее грубое зерно применяется для черновой обработки дерева и снятия краски, тонкое для различных стадий чистового шлифования.
- При мокром шлифовании рекомендуется использовать водостойкую бумагу с показателем зернистости 400-600. Таким образом, удается уменьшить количество пыли и получить более гладкую поверхность.
- Для ручной обработки сложных криволинейных поверхностей можно закрепить шкурку на толстом куске резины.
- Для удобства работ материал можно обернуть вокруг любого твердого бруска.
ГОСТы
В России в настоящее время действует ГОСТ Р 52381-2005, отвечающий международным требованиям ISO 6344. Также можно встретить обозначения по старому стандарту, ГОСТ 3647-80, по которому зернистость указывается по размеру фракции, а не по количеству частиц на единицу площади.
mekkain.ru
Разновидности наждачной бумаги, маркировка и выбор
Уникальным расходным материалом в столярном деле является наждачная бумага, популярная в народе как наждачка. Она представляет собой абразив, нашедший свое использование в разнообразных сферах, и предназначающийся для обрабатывания таких поверхностей — дерево, металл, пластик, керамика и прочие. Рассматриваемый материал хотя и не представляет собой ничего сложного, и тем более стоит не дорого, но мало кто умеет правильно выбирать и использовать оснастку по назначению. Какие виды наждачек бывают, чем отличаются, и как их нужно правильно использовать, подробно узнаете из материала.
Что называется наждачной бумагой и для чего она предназначена
Мало кто знает не только о существовании наждачной бумаги, но еще и о ее предназначении. Если знаете, что такое напильник и рашпиль, тогда не будет трудно разобраться в вопросе о предназначении наждачной бумаги. В народе абразивные частички на бумажной или тканевой подложке еще называются шкуркой.
Наждачка — это расходная оснастка, состоящая из основания или подложки. За основу берется бумага или ткань. Тканевые шкурки считаются более надежными и долговечными, поэтому стоят дороже. На ткань и бумагу с одной стороны наносится абразивное вещество. Абразивом называются зерна разной фракции, приклеиваемые на основание при помощи клеевого или смолянистого состава.

Это интересно! Наждачка предназначается для ручного и машинного обрабатывания. Самое простое предназначение шкурки — обезжиривание резиновых поверхностей, что необходимо выполнять перед приклеиванием латок.
Из чего изготавливаются абразивные шкурки
Впервые производством наждачки занялись еще в 13 веке, но серийный выпуск этого материала приходится на 1833 год. Для изготовления современных шкурок используются следующие технологические этапы:
- Пропитка бумажного основания или ткани специальными полимерами, в качестве которых применяется латекс, получаемый из каучука
- На пропитанную платформу наносится разогретый до температуры в 30-50 градусов клей
- Сразу после этого осуществляется нанесение абразивных частиц, что достигается посредством насыпного способа машинным путем
- Чтобы получить готовый материал, изделие проходит стадию сушки в печи
На продолжительность сушки влияет типа применяемого клея для соединения абразивных частиц с бумажным или тканевым основанием. Умельцы делают наждачку в домашних условиях, применяя для этого подавленное стекло или песок в качестве абразивов. Недостаток самостоятельного изготовления шкурки в том, что получаемое изделие имеет неизвестную степень зернистости. Зернистостью именуется главный технический параметр изделия, от которого зависит его эксплуатация.

Это интересно! Знаете ли вы, что наждачкой можно не только удалять коррозию, но и обрабатывать лакокрасочные поверхности. Это выполняется при полировании автомобиля, когда необходимо удалить мелкие царапины и повреждения на кузове.
В какой форме выпускается
Первой была изготовлена наждачка, состоявшая из бумаги и ткани. После изготовления изделие сматывалось в рулоны, и транспортировалось в место назначения. Еще один параметр изделия — это ширина. Кроме бумажной и тканевой подложки, выпускаются абразивные устройства таких видов:
Для каждого вида обрабатываемой поверхности применяются соответствующие виды наждачной бумаги. Отличаются они по применяемым видам абразивных веществ. Какие виды абразивов встречаются на шкурках, служащих для обрабатывания разных поверхностей, рассмотрим более детально.
Виды абразивов на изделии для металла, дерева и стекла
Наждачка в зависимости от типа абразива предназначается для применения с соответствующими видами материалов:
- Электрокорунд обычный или окись алюминия — служат для обработки чугунных поверхностей, а также стали закаленного и незакаленного типа, и дерева
- Электрокорунд белый — используются с целью обработки легированной и жаропрочной стали
- Кремень — кремниевые наждачки позволяют обрабатывать дерево, фанеру и кожаные материалы
- Карбид кремния — осуществляется чистовая обработка чугуна, алюминия, пластмассы, мрамора, гранита, стекла, дерева и бронзы
- Кварц — для обрабатывания керамики и оптических поверхностей
- Стекло — для обрабатывания дерева, фанеры, войлока и фетра
- Гранат — служит для затирки поверхности твердых видов деревянных изделий
- Алмаз — осуществляется полировка деталей из твердых сплавов и чугуна
- Эльбор — для обрабатывания стальных заготовок

Маркировка и для чего она нужна
Маркировка оснастки является характеристикой размеров используемых фракций абразивов. Для производства абразивных изделий соблюдаются определенные стандарты. Стандарт ГОСТ 3647-80 сегодня уже не используется. Вместо него применяется международный стандарт ISO 6344. В России это ГОСТ 52381-2005. Этот стандарт бы введен в 2005 году. Если в старом ГОСТе снижение чисел указывало на снижение размеров зерна, то в новом стандарте все наоборот — цифра в обозначении уменьшается, а размер фракций при этом увеличивается. Данные по старым и новым стандартам указаны в таблице.
Как можно расшифровать уровень зернистости наждачки
Сделать это не трудно, так как буква P в начале маркировки обозначает размер фракций. После буквы идет цифровое обозначение, указывающее размер фракций. Если маркировка наждачки имеет вид P400, то это обозначает принадлежность к мелкозернистым фракциям.
Это интересно! Наждачная бумага P400 более известна среди мастеров, как нулевка. Применяется она для полировальных манипуляций. Чем выше цифра в маркировке, тем меньше размер фракций используемых абразивных веществ.
Размеры фракций в виде цифрового обозначения указывается в единицах измерения мкм. На обратной стороне наждачки присутствуют другие обозначения, предназначение которых также будет полезно знать:
- Буква «Л» — говорит о том, что изделие имеет листовую форму. Если шкурка производится в рулонах, то дополнительное обозначение отсутствует
- Буква «М» — указывает на принадлежность к водостойкой наждачной бумаге. Позволяет обрабатывать влажные поверхности, исключая тем самым разрушение основания расходного материала
- Буква «П» — служит исключительно для шлифовки сухих поверхностей, и категорически противопоказан контакт с влажными деталями
- Если на обрате расходного материала указываются цифры, то 1 — это принадлежность к абразивам, использующихся для обработки мягких поверхностей, а 2 — для жестких
Ниже на фото представлена маркировка и полная ее расшифровка. На основании этой схемы не составит большого труда расшифровать маркировку наждачки, и приобрести ее для соответствующих работ.
Перед покупкой шкурки, надо посмотреть на обратную сторону расходного материала, и выполнить расшифровку маркировки. На основании полученных значений можно делать вывод о том, подходит ли она для запланированных работ или нет.
Это интересно! Знаете ли вы, что зернистость на наждачке делится на крупную, среднюю, мелкую и тонкую. Тонкая имеет зернистость свыше 220 мкм.
Из каких материалов изготавливается основание
Для изготовления абразивных наждачек применяются основания из следующих материалов:
- Бумага — наиболее распространенный вариант изделий, который имеет низкую прочность, поэтому стоит недорого. Для повышения прочностных свойств изделия, основание пропитывается различными полимерами и смолами. За счет использования таковых материалов для пропитки, происходит повышение не только прочности, но еще и устойчивости к влаге. Зачастую бумага служит для производства мелкозернистых, а также средней и крупной зернистости шкурок. Бумага на оснастке бывает разной плотности, что влияет на сферу применения и цену
- Тканевая основа — стойка к истиранию. Обусловлена такими положительными свойствами, как эластичность, прочность, влагостойкость. На тканевой положке выпускаются наждачки крупной и средней зернистости. Ткани для изготовления рассматриваемых устройств бывают разные — гибкие, жесткие, особо-гибкие и т.п.
- Комбинированное двухслойное полотно — состоит их бумаги и ткани. Расходный материал на такой основе характеризуется эластичностью, стойкостью к истиранию, а также воздействию влаги. На комбинированном составе изготавливаются крупнозернистые варианты шкурок

Особой популярностью пользуется шкурка на губчатой основе. Их еще называют фибровыми. Они стоят дороже обычной наждачной бумаги, но при этом обладают такими положительными факторами, как пропускание пыли, продолжительный ресурс, а также возможность применения не только для ручной, но и механической обработки. Именно такие наждачки применяют для полировки автомобилей и удаления царапин с лакокрасочного покрытия.
Где применяется наждачка
Сфера применения рассматриваемых материалов довольно-таки широка. Особой популярностью пользуется шкурка в столярном деле при обработке деревообрабатывающих материалов перед их покраской или вскрытием лаком. Не менее популярна шкурка в строительстве, так как с ее помощью осуществляется зачистка соединительных швов. Для этого применяется ячеистая шкурка, которая пропускает пыль, исключая засорение абразивной части. Если нужно удалить ржавчину или избавиться от потеков краски, то здесь также практически невозможно обойтись без наждачки. Заменить ее напильник или рашпиль полностью не сможет, так как шкурка обеспечивает не только щадящее воздействие, но еще и возможность доступа к самым труднодоступным местам.

При изготовлении мебели также невозможно обойтись без шкурки, посредством которой осуществляется зачистка, затирка и удаление заусениц.
Какую наждачку использовать или как правильно выбрать шлифовальную шкурку
Выбирая шлифовальную шкурку, необходимо смотреть не только на цену, но и характеристики этого материала. Покупка бумажной наждачки не всегда оправдана, особенно если планируется зачищать влажные поверхности. На что надо обратить особое внимание при выборе шкурки, рассмотрим более детально, чтобы каждый, кто планирует приобретение, знал характеристики необходимого изделия:
- Степень зернистости. Это самый главный параметр, который нужно учитывать при покупке наждачного листа. Размеры фракций зависят от того, какие работы нужно выполнять, и какой вид материала будет зачищаться. Если осуществляется обработка древесных материалов, тогда применяются шкурки с зернистостью P22-P60. Когда осуществляется финишная зачистка, то используется шкурка P240 и более. Для шлифования металла и лакокрасочных покрытий применяются наждачки с размерами фракций еще меньших размеров
- Какой материал взят за основу — для проведения продолжительных работ применяются шкурки на тканевой или комбинированной основе. Для работы с влажными поверхностями обязательно используются устройства со специальным защитным слоем. Если нужно выровнять поверхность вручную или отполировать лакокрасочное покрытие кузова автомобиля, то подходят бумажные основания шкурок
- Для ручной или механической обработки. Если работы выполняются вручную, тогда применяются наждачки любого формата и размера, а вот для их эксплуатации в паре с электроинструментами понадобится выбирать круглые или ленточные изделия
- Цена и производитель — это еще два немаловажных фактора. Дешевая наждачка быстро сотрется, что говорит об использовании для ее изготовления низкокачественных материалов — бумага и клей. Производители шлифовальных шкурок являются, как правило, мало известными, но если впервые покупаете изделие, то следует выбирать средней или высокой стоимости оснастку, так как самые дешевые варианты вас точно разочаруют. Дешевая шкурка применяется для выполнения несложных работ в малых объемах, например, зачистка поверхности дверной ручки перед ее окрашиванием
Зная о том, какие виды наждачных шкурок бывают, и как правильно их выбирать, не составит большого труда приобрести именно то, что вам необходимо. Изделия продаются рулонами, и можно приобрести его в таком количестве по длине, сколько будет нужно.
moiinstrumentu.ru