| |||||
| |||||
| |||||
| |||||
| |||||
 Договорная
Договорная
Универсальный электромеханический профилегиб ПСК-60
Основной специализацией нашем компании на протяжении многих лет является производство станков для гибки профильной трубы. В станке ПСК-60 мы учли все пожелания заказчиков и все технические наработки, полученные нами при разработке станков такого типа: начиная от вида и комплектации роликов, заканчивая высотой и расстоянием между ножками станка, рассчитанными под ширину складских гидравлических тележек для удобства транспортировки станка и перемещения по цеху.
В станке ПСК-60 мы учли все пожелания заказчиков и все технические наработки, полученные нами при разработке станков такого типа: начиная от вида и комплектации роликов, заканчивая высотой и расстоянием между ножками станка, рассчитанными под ширину складских гидравлических тележек для удобства транспортировки станка и перемещения по цеху.
Основными преимуществами профилегиба ПСК-60 явлются:
Ролики профилегиба составные (наборные), благодаря чему намного упрощается переналадка станка на другой размер и замена роликов (практически на всех аналогичных станках ролики регулируемые, что ограничивает возможности работы).
Диаметр несущих валов — 60 мм, что обеспечивает надежность и долговечность работы станка (обычно в станках такого класса диаметр не превышает 50 мм). Материал валов — сталь 45.
Валы установлены на радиально-упорные подшипники, для возможности работы в горизонтальном положении.
Сравнительные размеры валов профилегиба (для наглядности):
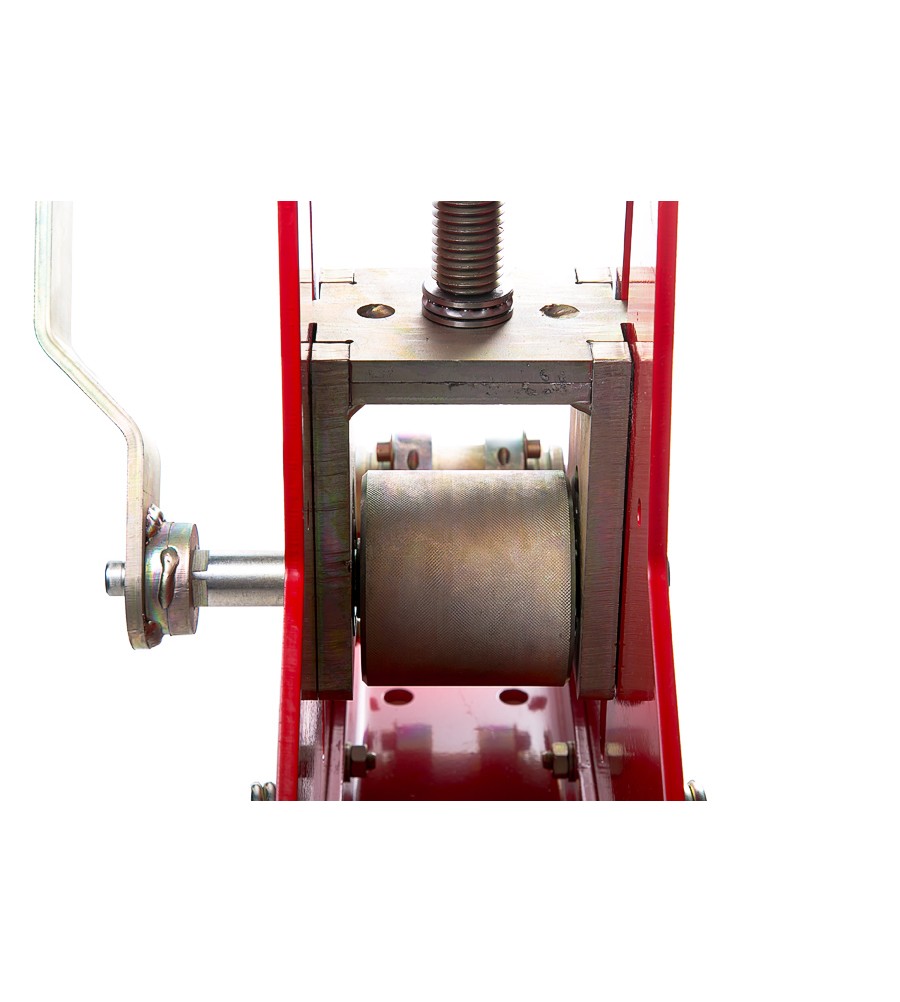
Подвижный корпус, несущий верхний вал изготовлен из цельной заготовки методом фрезерования (в других станках зачастую такой корпус изготавливают сварным или сборным):
Натяжитель корпуса верхнего ролика:
Особенности станка:
— наружное размещение рабочих роликов, что позволяет гнуть кольцевые изделия, чего нельзя добиться на профилегибе с внутренним расположением роликов;
— составные ролики для гибки различных видов металлического профиля
— ролики изготовлены из стали 40Х и закалены;
— направляющие для боковой поддержки профиля;
— цепная передача привода на нижние ролики
— полностью разборный корпус станка, что обеспечивает простоту обслуживания и ремонтопригодность
Технические характеристики ПСК-60:
• Мощность привода — 1,5 кВт 380 В (сервис-фактор редуктора позволяет установить электродвигатель большей мощностью — 2,2 кВт, по заказу)
• Диаметр роликов – 108 мм
• Диаметр ограничительных колец – 208 мм (высота борта для поддержки профиля – 50 мм)
• Межосевое расстояние между нижними роликами – 435 мм
• Резьба прижимного винта – М36
• Габаритные размеры – 800х600х1500 мм
Стандартные ролики профилегиба ПСК-60:
Количество колец на каждом ролике:
1. Ограничительные Ф208 мм, толщина 10 мм – 4 шт.
Ограничительные Ф208 мм, толщина 10 мм – 4 шт.
2. Опорные Ф108 мм, толщина 5 мм – 2 шт.
3. Опорные Ф108 мм, толщина 10 мм – 2 шт.
4. Опорные Ф108 мм, толщина 20 мм – 1 шт.
5. Опорные Ф108 мм, толщина 30 мм – 2 шт.
Специальная дополнительная вставка на верхний вал для прогиба внутрь верхней полки прямоугольного профиля. Применяется при гибке профилей большого сечения для уменьшения боковой деформации (утягивает металл внутрь).
Диаметр -108 мм; ширина – 30 мм; высота/ширина выступа – 20 мм – 1 шт.
Способы установки различных видов проката на профилегибе ПСК-60:
Виды профиля и расчетные диаметры гибки (!!! фактические диаметры могут отличаться в зависимости от типа профиля, материала из которого он сделан и т.д.):
Привод станка осуществляется мотор-редуктором NMRV 110:
Управление станком осуществляется педальным выключателем ВПН-2 :
*Внешний вид станка, цвет могут отличаться от представленных ввиду постоянной модернизации.
Профилегибочный станок ПСК-60 производится в России на собственной производственной базе. НПП ИМЗ — производитель профилегиба ПСК-60.
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
ПрофилегибГибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу.
 Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.

- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины.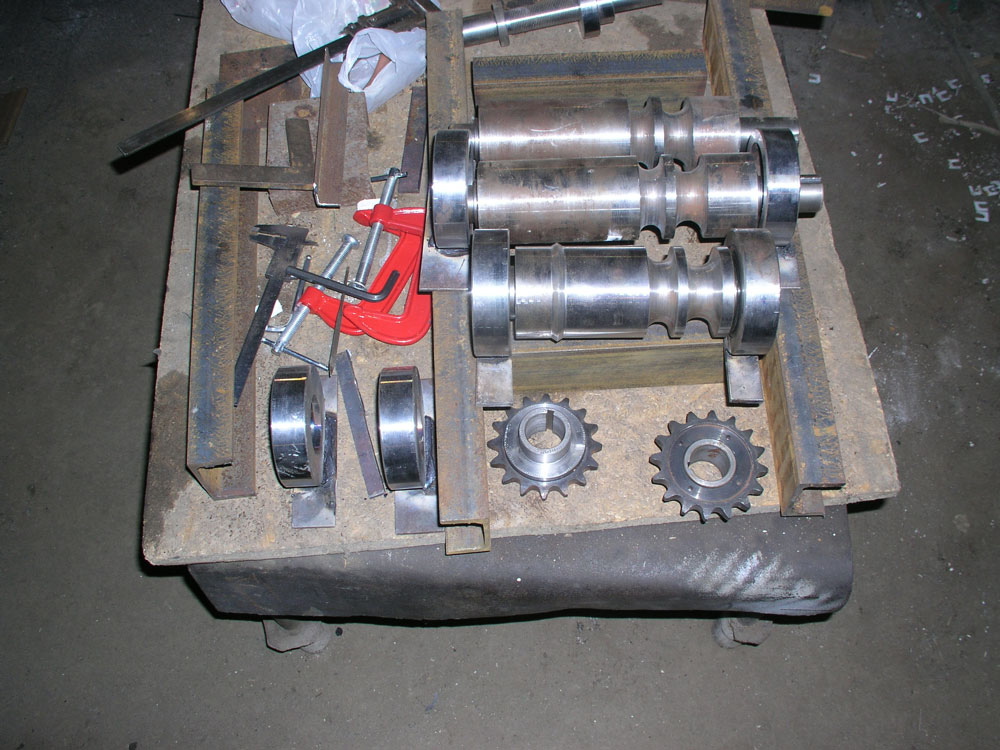 Винт должен быть мощным, не менее 16мм в диаметре.
Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.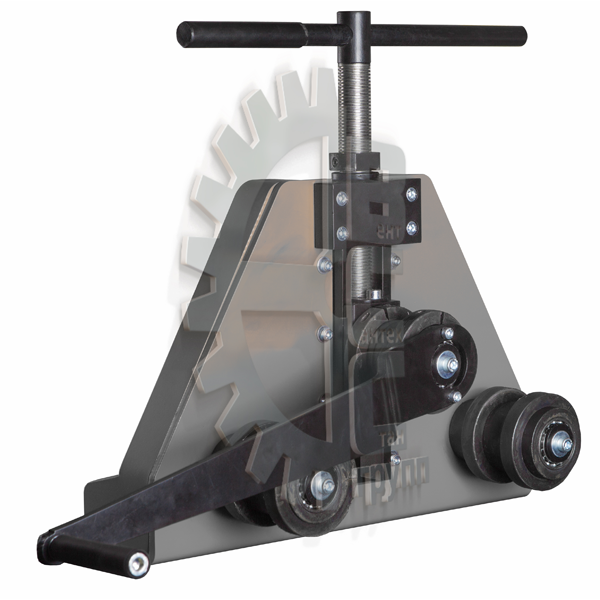
Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.

Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.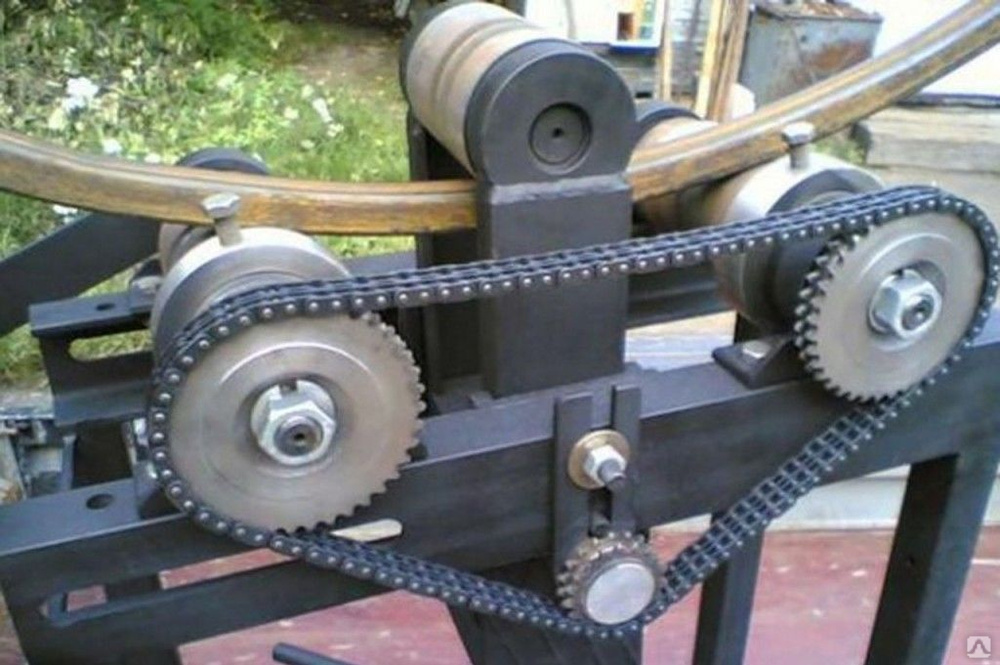
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.

Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче.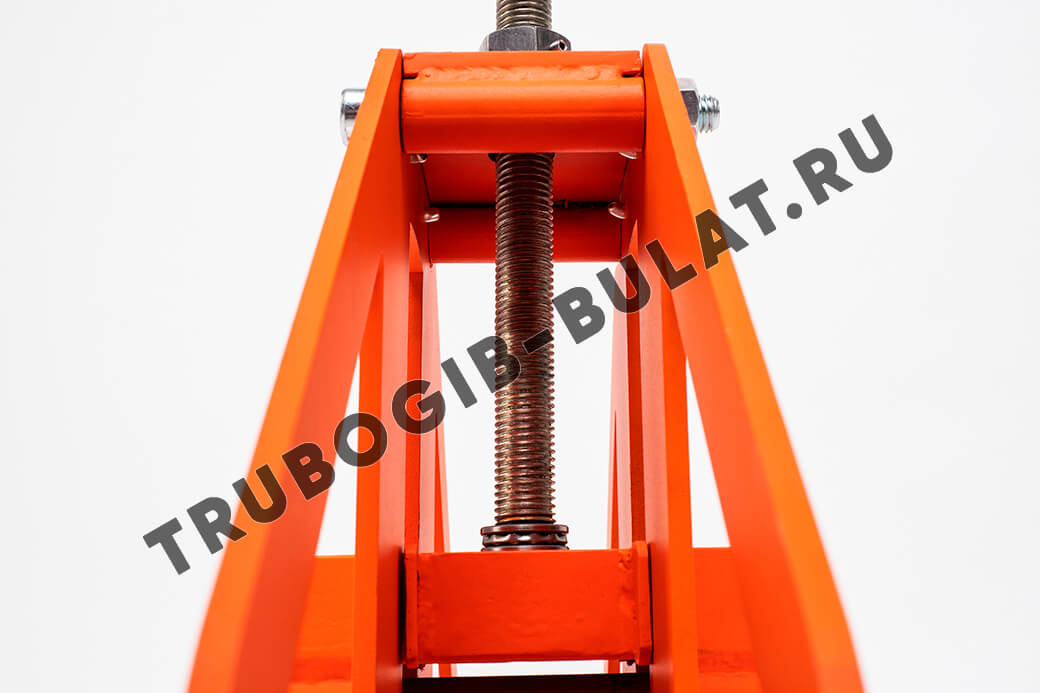 Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Трубогибочный станок для профильной трубы своими руками чертежи
Главная » Разное » Трубогибочный станок для профильной трубы своими руками чертежиСамодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
 По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.

- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.
Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.
Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Трубогибочный станок.pdf — скачать бесплатно PDF
Скачать Трубогибочный станок.pdf …
Отчет по проектуТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени
Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА.
СЕРТИФИКАТ
Настоящим удостоверяется, что MD.FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде — это отчет о добросовестной работе, выполненной ими под руководством и контролем.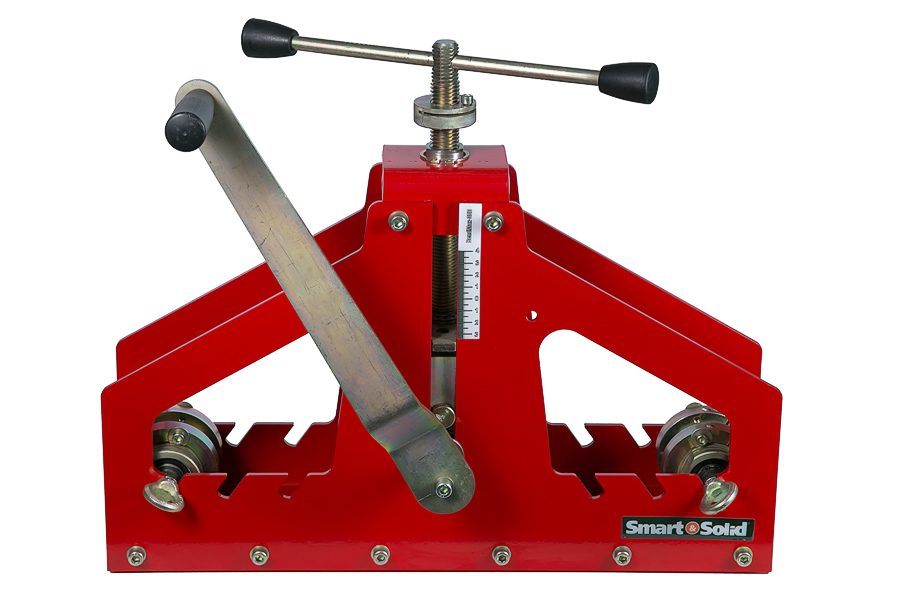 Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
г-н Санджив Кумар Ламба
г-н Амит Мина
HOD, Машиностроение
Asst. Проф. Машиностроение
GKV, Харидвар
GKV, Харидвар.
AKNOWLEDGEMENT
Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
ноябрь 2014
MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан
РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы «V».
СОДЕРЖАНИЕ Содержание
Страница №
Список рисунков ………………………………………………………………….![]() ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине ……………………………
……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине ……………………………
Уведомления:
1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.
2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
Технические характеристики трубогибочного станка DW50CNC-2A-1S:
| 1, Технический: холодная гибка |
| 2, Электрика: Франция Schneider |
| 3, Система: Япония Mitsubishi |
| 4, Гидравлические детали: Япония Юкен |
Основные характеристики машины:
| 1, с использованием микрокомпьютерного управления, автоматический изгиб; |
| 2, Безопасность: кнопка аварийной остановки на гибочном рычаге; |
| 3, Диалоговое управление, легко изучать и понимать; |
4, Скорость гипотезы разбиения, высокая точность изгиба труб до t o ± 0.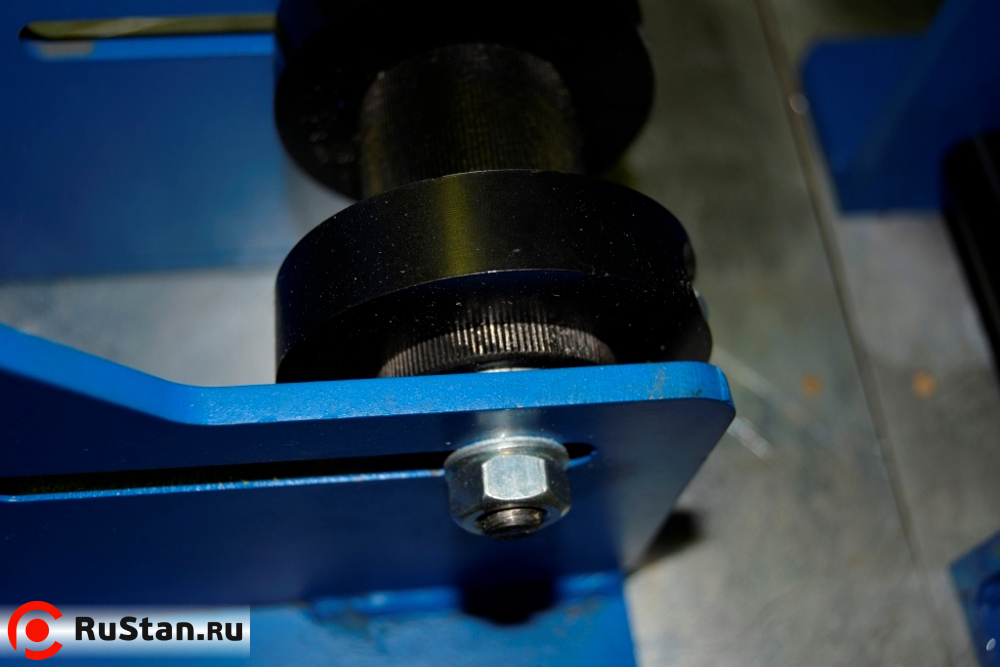 1 °; 1 °; |
| 5,16 групп трубогибочной информации, все углы работы образуют единое целое; |
| 6, оправка автоматически входит и выходит, экономя много времени; |
| 7, Подходит для гибки стальной трубы, трубы из нержавеющей стали, медной трубы, алюминиевой трубы и т.д .; |
| 8, Может установить вспомогательную нажимную головку, функцию низкого возвратного сердечника, может изгибать тонкие трубы; |
| 9, Специальное оснащение: специальная форма, доска против морщин, установка вспомогательного толчка и т. Д. |
Технические данные:
| Основные технические характеристики | DW50CNC-2A-1S | |
| Максимальная грузоподъемность | ø50mmX3mm | |
| Макс. Радиус изгиба | R250mm | Мин. радиусПо диаметру трубы |
| Макс. степень изгиба | 190 ° | |
| Макс. длина подачи | 3000 мм | |
| Скорость изгиба | Макс. 85 ° / с 85 ° / с | |
| Скорость вращения | Макс. 200 ° / с | |
| Скорость подачи | М топор 1000мм / с | |
| Точность изгиба | ± 0.1 ° | |
| Точность вращения | ± 0,1 ° | |
| Точность подачи | ± 0,1 мм | |
| Метод изгиба | Гидравлический изгиб (2А) Сервоизгиб (3А) | |
| Роторный серводвигатель мощность | 750 Вт | |
| Мощность сервомотора питания | 1 кВт | |
| Мощность двигателя | 5.5 кВт | |
| Макс. Давление масла | 12Mpa | |
| Вес машины | 2500 кг | |
| Размер машины | 5000X1300X1500 мм |
У нас также есть другие модели труб
. CLD — хорошая цена на трубогибочный станок DW63NC, используемый в трубной промышленности | |Уведомления:
1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. Наш контакт находится внизу.
Наш контакт находится внизу.
2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленности
Описание продукта
Характеристики полуавтоматического трубогибочного станка DW63NC:
| 1, автоматическая гибочная часть |
| 2 , Оснащенный гидравлической системой — экономичный способ |
| 3, стабильная производительность |
| 4, простота в эксплуатации |
| 5, экономичная машина |
Основные характеристики машины:
| 1, работает от блока управления ЧПУ, импортные электрические и гидравлические элементы. |
2, показ английского и разговорная операция. |
| 3, он может регулировать скорость в каждом изгибе и высокая точность изгиба. |
| Может быть сохранено 4,16 групп информации об изгибе. Несколько углов могут быть закончены один раз. |
| 5, Ножные переключатели с функциями автоматического запуска, аварийного останова и возобновления. Безопасность высокая. |
| 6, Изящный дизайн гибочной головки делает пространство для гибки большим. |
| 7, Подходящие материалы: стальная труба, труба из нержавеющей стали, медная труба, алюминиевая труба и другие. |
Технические данные:
| Основные технические характеристики | DW63NC |
| Макс. Способность изгиба | & Oslash; 63mmx4mm |
| Макс. Радиус изгиба | R350mm |
| Макс. Макс. | 190 & deg; |
| Макс. Эффективное расстояние оправки | 2600 мм |
| Система управления | ЧПУ |
Макс.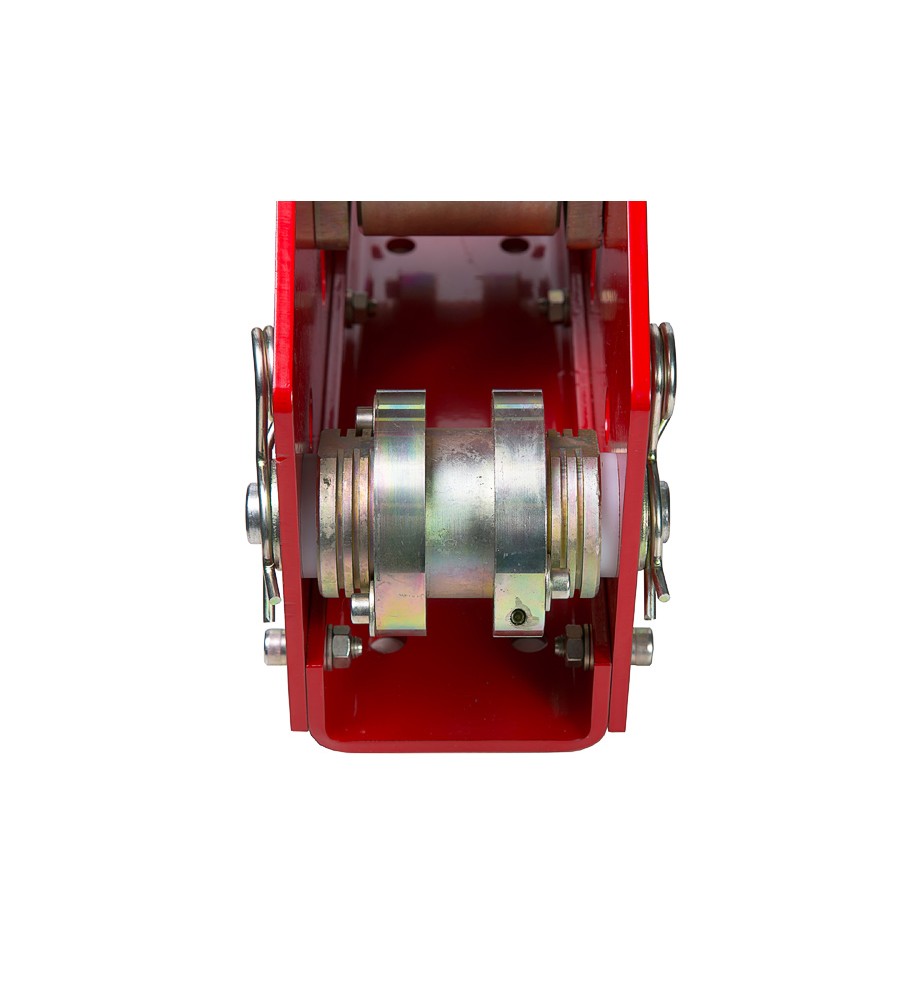 Колено изгиба трубы Колено изгиба трубы | 16 |
| Макс. Хранимые секции | 16×16 |
| Мощность двигателя | 7.5Kw |
| Макс. Гидравлическое давление | 12Mpa |
| Вместимость масляного бака | 220L |
| Измерение | 3500x750x1100mm |
| Вес машины | 1550Kg |
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC … ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно.
.Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.

При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.

Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.

Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.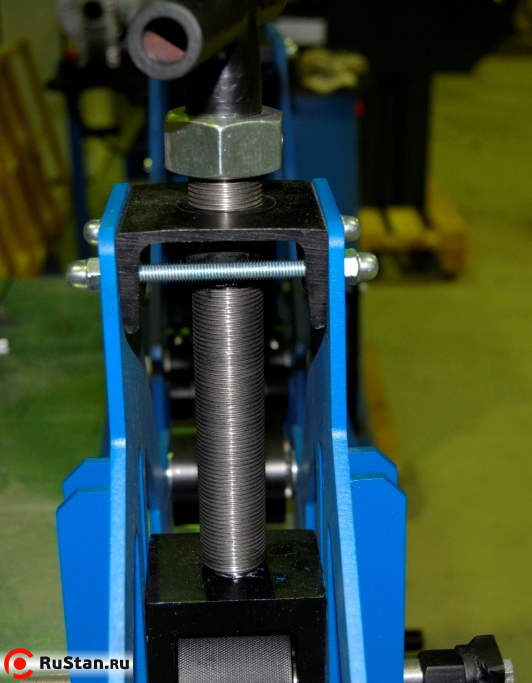 После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.

Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.

В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Отличия трубогиба и профилегиба
Отличия профилегиб электрический и трубогиб
При необходимости прокладки трубопровода различного назначения и сферы использования часто нужно согнуть трубы под определённым углом. Это позволяет системам обогнуть препятствия, угловые конструкции и т. д. Частично эту задачу можно решить путём использования соединительных элементов для труб (фитингов). Но так финансовые затраты на прокладку коммуникаций будут заметно выше. Кроме того, в местах соединений создаётся высокий риск возникновения протечек.
Это позволяет системам обогнуть препятствия, угловые конструкции и т. д. Частично эту задачу можно решить путём использования соединительных элементов для труб (фитингов). Но так финансовые затраты на прокладку коммуникаций будут заметно выше. Кроме того, в местах соединений создаётся высокий риск возникновения протечек.
Следовательно, для того, чтобы согнуть трубу под нужным углом необходимо использовать специальное оборудование — трубогибы, профилегибы и профилегибочные станки. Все устройства предназначены для выполнения одной и той же задачи: деформировать металлические или другие трубы под заданным углом с помощью механического усилия. Но как конкретно происходит работа с трубами? В чём отличия трубогиба и профилегиба? Попытаемся ответить на эти и другие вопросы.
Что представляет собой трубогиб для трубы
Трубогибочные станки в основном предназначены для сгибания труб круглого сечения под определённым углом. Только определённые модели оборудования способны работать с трубами квадратного сечения, диаметр которых не превышает 2,5х2,5 см.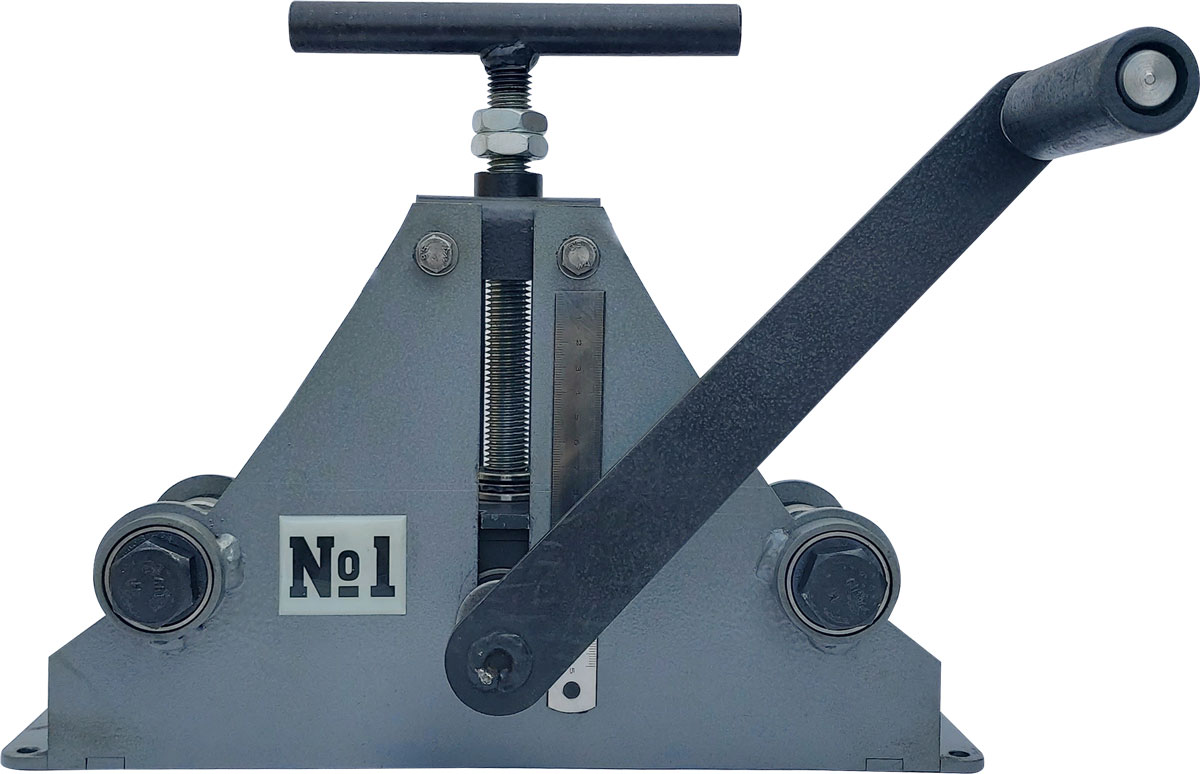 Правда, для эксплуатации таких станков на них нужно дополнительно устанавливать специальные матрицы, а это влечёт за собой значительное увеличение финансовых затрат.
Правда, для эксплуатации таких станков на них нужно дополнительно устанавливать специальные матрицы, а это влечёт за собой значительное увеличение финансовых затрат.
Трубогиб для трубы работает по следующему принципу: заготовка прокатывается между отправкой и роликом, затем посредством пресса труба сгибается под нужным градусом. Параметры отправки и ролика должны строго соответствовать диаметру труб, которые необходимо согнуть. Поэтому трубогибочные станки имеют множество съёмных насадок для работы с заготовками разного диаметра. Универсальным считается трубогиб для трубы в 8-ю насадками, позволяющими ему работать с заготовками самых распространённых размеров.
Что представляет собой профилегиб электрический
Для сгибания труб квадратного сечения целесообразно использовать профилегиб электрический. Основным преимуществом такого оборудования является то, что его можно применять для обработки не только труб, но также для уголков и тавров. Главными конструктивными особенностями профилегиба является наличие трёх валов (один вверху и два внизу), на которые закрепляются ролики для подачи заготовок. Параметры и тип роликов подбирается в зависимости от диаметра обрабатываемой заготовки.
Для наиболее рационального использования практически каждый профилегиб электрический комплектуется насадками нестандартной формы и габаритных размеров. Труба протягивается между верхними и нижними валами. Радиус изгиба заготовки можно отрегулировать путём изменения положения нижних валов.
В чём отличия трубогиба и профилегиба в зависимости от производственных задач
В плане обработки труб и других элементов конструкции профилегибы и профилегибочные станки уникальны тем, что позволяют придать металлической заготовке форму кольца или спирали, чего сложно добиться на оборудовании другого типа. Таким образом, профилегиб электрический является практически универсальным станком для обработки различных элементов конструкции.
Тем не менее, практически все профилегибы и профилегибочные станки сильно «проигрывают» трубогибам в плане габаритных размеров и удельного веса. Наиболее компактные трубогибы обладают небольшой массой, их можно использовать для сгибания трубы вручную и практически в любом удобном месте, в частности, для выездных работ, таких как для прокладки водопровода, строительства и т. д. Кроме того, с помощью ручного трубогиба можно легко выполнить такие работы как возведение заборов, ворот с арками, каркасов теплиц на даче или в частном доме.
Однако в плане производительности и функционала профилегибы и профилегибочные станки удерживают прочное лидерство. Они предназначены именно для промышленного и производственного применения.
Таким образом, выбирая оборудование для гибки труб, учитывайте форму заготовки. Круглые трубы можно сгибать с помощью любого станка. Если задачу по гибке заготовок необходимо выполнить на выезде – однозначно, нужен трубогиб. Для формирования круглых или спиральных заготовок потребуются профилегибы и профилегибочные станки. Они также помогут справиться с большим объёмом работ.
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 6 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 8 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 12 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 6 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 8 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 12 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 6 | D | 4 ~ 4.5 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 8 | D | 5 ~ 6 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 12 | D | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 12 | E | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 6 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 8 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Черный оксид | 12 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 6 | D | 4 ~ 4.5 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 8 | D | 5 ~ 6 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 12 | D | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 12 | E | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 6 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 8 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | № | 12 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 6 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 8 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 12 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 6 | D | 4 ~ 4.5 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 8 | D | 5 ~ 6 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 12 | D | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 12 | E | 10 | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 6 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 8 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Сталь] 1045 Углеродистая сталь | Никелирование методом химического восстановления | 12 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] 304 Нержавеющая сталь | № | 6 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 8 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 12 | A | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 6 | D | 4 ~ 4.5 | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] 304 Нержавеющая сталь | № | 8 | D | 5 ~ 6 | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 12 | D | 10 | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 12 | E | 10 | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 6 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 8 | G | — | 60 ~ 550 | ||
5 дней | 10 | [Нержавеющая сталь] Нержавеющая сталь 304 | № | 12 | G | — | 60 ~ 550 |
Дифференциальные воздушные валы помогают поддерживать одинаковое натяжение материала
Обмотка нескольких валков на одном валу может привести к резкому увеличению эффективности и производительности.Однако такой подход может привести к проблемам с размоткой и перемоткой, если только вы не используете дифференциальный воздушный вал, чтобы поддерживать равное натяжение на нескольких рулонах.
С 1999 года компания Convertech Inc. производит дифференциальные валы, которые перемещаются по полотнам шириной от 10 до 150 дюймов и обрабатывают рулоны диаметром от 1 до 12 дюймов. Стремясь узнать больше, мы поговорили с Ларри Тейтелом, генеральным директором компании Convertech, чтобы узнать больше о дифференциальных воздушных валах и о том, как они работают.
Ларри Тэйтель, генеральный директор Convertech
Как у конвертеров возникают проблемы с несколькими валкамиПредставьте себе: вы производите несколько этикеток и у вас есть рулон материала шириной 60 дюймов.Теперь вам нужно разрезать рулон на сегменты шириной 3 дюйма, но ваши рулоны имеют разный диаметр. Тайтель заявляет: «Обычно разница составляет менее 1/16», но иногда разница в диаметрах рулона может составлять 2-3 дюйма ».
Вы можете попробовать намотать все рулоны на один вал, но они будут вращаться с одинаковой скоростью. Это может привести к серьезным неприятностям. Ролики большего диаметра в конечном итоге окажутся слишком тугими и сломаются, или ролики меньшего диаметра окажутся слишком ослабленными и развалятся.
Чем может помочь обмотка дифференциалаПотребность в рулонах разной ширины на одном валу может быть решена с помощью дифференциального воздушного вала, который можно использовать как для разматывания, так и для перемотки. В результате вы можете:
- Ламинированные материалы разной ширины с одного рулона
- Разрезание материала и поддержание равномерного натяжения полотна
- Режущие ролики на одном валу на разную ширину
Дифференциальные воздушные валы Convertech имеют двунаправленную обмотку с блокировкой роликов, что обеспечивает большую гибкость преобразователей.«Иногда нужно, чтобы рулон подавался сверху, иногда рулон подавался снизу», — сказал Тайтель. «Вал должен блокироваться в двух разных направлениях». К другим преимуществам дифференциальных валов можно отнести:
- Без пыли
- Основные условия не повлияют на натяжение полотна, потому что скольжение происходит на контролируемой поверхности
- Более низкое натяжение стенки может быть достигнуто с более тяжелыми валками, чем с валками прямого трения и валами
С течением времени дифференциалы развивались и становились все более эффективными с каждым новым типом обмоток.Первоначально прокладки стержня использовались там, где валки были разнесены, и давление было приложено к сторонам прокладки стержня для захвата. Однако давление вызвало жар.
«Поскольку давление было приложено к такой небольшой площади, это привело к сильному нагреву и даже к возгоранию ядер», — сказал Тайтель.
По мере развития конструкции дифференциалов была введена прямая фрикционная обмотка, в которой внутренняя сила дифференциала выдавливалась наружу, а проскальзывание происходило изнутри сердечников.Хотя валы прямого трения являются улучшением, они склонны к попаданию пыли в сердечник и перемещаются из стороны в сторону, что приводит к появлению зазубрин на краях.
Для решения этих проблем компания Convertech в 1999 году модифицировала пневматический вал дифференциала с обмоткой с роликовым фиксатором. В модернизированном валу патроны расширяются за счет крутящего момента перемотки для захвата внутреннего диаметра сердечника. Регулируя давление воздуха в баллоне, вал может лучше контролировать крутящий момент. В результате отсутствует вращательное скольжение между патроном и сердечником.
Ниже приведены преимущества и недостатки трех типов обмоток дифференциала:
Будьте готовы и проинформированы при модернизации вашей машины
Установка на вашу машину дифференциальных валов может оказаться дорогостоящим решением, и вы должны быть уверены, что ваша машина подготовлена к изменениям.Как отмечает Тайтель, «машины имеют разные типы органов управления, и вы должны убедиться, что ваше оборудование имеет соответствующую систему привода».
Многие машины работают на крутящем моменте, который измеряет сопротивление двигателя и ускоряет или замедляет ход, чтобы поддерживать натяжение. Как моментный привод, так и дифференциальный вал работают с муфтой, поэтому они борются друг с другом, и это может привести к расплавлению вала.
К сожалению, клиенты, которые не знали о своем крутящем моменте, приобрели нестандартные дифференциальные валы, которые нельзя было использовать на их машинах.
Чтобы предотвратить это, на машине с скоростным приводом необходимо запустить дифференциальный воздушный вал. При использовании скоростного привода «машина измеряет скорость полотна и диаметр рулона, чтобы определить, сколько оборотов в минуту вращает рулон», — сказал Тайтель. «Затем он приказывает валу отрегулировать число оборотов в минуту».
Если у вас возникнут какие-либо вопросы, вы всегда должны их задавать. Важно получить как можно больше информации, чтобы вы могли принять наилучшее решение для своего бизнеса.
По мере роста бизнеса гибкость будет ключевым факторомConvertech претерпела достаточно изменений в отрасли, чтобы понять, насколько важна и будет оставаться адаптируемость.Они интегрировали и адаптировали элементы в свои собственные проекты и являются прекрасным примером того, как внесение изменений, направленных на рост ваших клиентов, также может стимулировать ваш собственный.
По мере роста конвертерной отрасли требования к конвертерам будут расти. Сложная работа будет подталкивать производителей все дальше и дальше. Единственный способ адаптироваться — обратиться к легкодоступным технологиям и оборудованию, которые позволят продолжить рост.
Узнайте, как решить самые серьезные проблемы, связанные с конвертацией и упаковкой.
Узнать больше
СвязанныеГОЛЬФ-ИНДУСТРИЯ ЕЩЕ НЕ ИЗГОТОВЛЯЕТ ВАЛЫ?
Обычные валы изготавливаются из этих различных частей, потому что это способ изменить профиль вала. Например, более жесткий материал может быть добавлен к концевой части вала для уменьшения траектории и уменьшения крутящего момента. Но по мере того, как каждая деталь добавляется вручную, стержень становится все более нестабильным. Одна из причин этого — предел погрешности, который существует даже для самого опытного изготовителя валов.Вторая причина связана с ориентацией волокон вала и тем, как они меняются в процессе наматывания рулона.
Вспомните пример подарочной упаковки мегафона. По мере того, как вы оборачиваете бумагу вокруг мегафона, угол наклона бумаги изменяется по мере перекрытия. То же самое происходит, когда вы наматываете материал вала на оправку. Поскольку оправка сужается, как мегафон, ориентация волокон изменяется по мере наматывания материала на нее.
Для управления крутящим моментом вала для гольфа, например, наиболее желательный угол волокна составляет +/- 45 градусов.Эта ориентация «X» увеличивает жесткость на кручение, тем самым уменьшая крутящий момент вала. Как правило, чем больше в валу волокон под углом +/- 45 градусов, тем ниже будет общий крутящий момент вала.
Проблема в том, что при намотке рулонов углы волокон могут сместиться на 10 градусов и более к тому моменту, когда они полностью обернуты вокруг оправки. Это ослабляет материал, и решение состоит в применении дополнительных слоев материала для создания желаемой жесткости. И по мере того, как вы добавляете больше слоев в методе обертывания рулоном, вы также добавляете больше областей перекрытия, что еще больше снижает согласованность и производительность.
Когда мы разрабатывали валы из TPT, мы знали, что не хотим оставлять место для человеческой ошибки. Нам нужно было создать производственный процесс, который позволил бы нам поддерживать точную ориентацию наших волокон вокруг вала.
Вот почему с самого начала единственным выбором был полностью автоматизированный метод. Производство наших валов должно было осуществляться с помощью передового оборудования и робототехники. Таким образом, мы могли гарантировать постоянство качества каждого изготовленного вала и создать новый стандарт производительности.
Выбор правильных валов и патронов не должен вызывать затруднений.
Вы воспринимаете валы и патроны как должное? Это, вероятно, легко сделать, потому что, хотя они являются важными компонентами в любой операции по работе с веб-сайтом или печати, они не вызывают особого волнения.
Однако для тех компаний, которые поставляют эти компоненты, валы и патроны интересны и требуют особого внимания, которое проявляется к любому устройству, которое переносит тяжелые грузы на высоких скоростях вокруг обслуживающего персонала.
Марк Фортин, президент Double E Company, отмечает, что первое, что нужно учитывать при выборе валов, — это структурная безопасность. «Это означает, что вал, как балка, должен быть способен безопасно выдерживать заданный вес валка при проектной скорости машины», — говорит он. «Для этого важно знать условия эксплуатации, которые приведут к максимальному напряжению и прогибу вала. Когда пользователь машины планирует работать с полотном различной ширины, самый тяжелый рулон очень часто не представляет собой наихудший случай изгиба вала.”
После того, как рассмотрены прочность вала и прогиб, следующая область, которую необходимо рассмотреть, — убедиться, что вал будет работать со скоростью ниже критической, особенно в высокоскоростных приложениях. «Сегодняшняя более высокая скорость полотна и более широкая ширина полотна могут привести к вибрации, которая потребует замедления машины при минимальном диаметре рулона», — говорит Фортин ».
Одним из важных факторов при решении проблем напряжения, прогиба и критических скоростей является используемый материал вала. Помимо высокопрочной стали и алюминиевых материалов вала, Fortin указывает на множество вариантов высокопрочного углеродного волокна, которые можно использовать для решения этих проблем.
Спецификация стержневых патронов
В отношении стержневых патронов Фортин отмечает важность различения между простым разматыванием с тормозами и рекуперативным разматыванием, при котором приводной двигатель также обеспечивает тормозное действие. «Первый случай лучше всего подходит для автоматических зажимных патронов, в то время как последний требует пневматических / механических патронов, которые могут быть включены или выключены», — заявляет он.
Еще одна область, которую необходимо учитывать, — это убедиться, что крутящий момент на патрон находится в допустимых пределах для патронов, а также для самого сердечника.Чтобы проверить это, общий рабочий крутящий момент делится на количество используемых патронов / тормозов. «Для больших валков и более высоких скоростей требуются более тяжелые, твердые и прочные сердечники, и необходимо учитывать динамическую нагрузку крутящего момента, которая может возникнуть в результате аварийной остановки на более высоких рабочих скоростях», — говорит Фортин.
С учетом этих основных факторов проектирования, текущее обслуживание должно занять центральное место. По словам Боба Бэнкса-младшего, менеджера Boschert, LLC, это критический фактор.
«По моему опыту, большинство приложений запускаются достаточно хорошо и работают относительно долго. Но заказчик забывает, что между гнездом предохранительного патрона и шейкой вала валка имеется износ. В какой-то момент этот износ начинает влиять на работу предохранительного патрона, и он начинает изнашиваться ».
Программа профилактического обслуживания, которая проверяет размерную целостность предохранительных патронов и шейки вала, защитит вложения преобразователя в эти компоненты.«Если [преобразователь] будет придерживаться допусков спецификации шейки вала валка и допусков спецификаций для гнезда предохранительного патрона, он сможет безотказно работать в течение многих лет», — отмечает Бэнкс.
С другой стороны, «клиенты, которые забывают о предохранительных патронах до тех пор, пока не возникнет проблема, обременены необходимостью значительного ремонта предохранительных патронов и шейки валов валков. В некоторых случаях предохранительный патрон изношен и подлежит замене.Это расходы, которые можно свести к минимуму с помощью хорошей программы PM ».
Чтобы удовлетворить ваши требования к валам и патронам, обратите внимание на следующие продукты.
Улучшенное качество рулона
Tidland Corporation представила свой дифференциальный вал D4, чтобы обеспечить улучшенное качество готового валка, а также усовершенствования существующих моделей D2 и D3 для сокращения времени настройки. Выравниватель — Дифференциальный вал модели D4 представляет собой новейшую технологию обработки валков без пыли.Точный контроль натяжения до 0,15 PLI позволяет конвертерам работать с ультратонкими пленками, обычными для современных операций конвертирования. Уникальная двухрядная конструкция с блокировкой сердечника с 12 шариками, активируемая крутящим моментом, обеспечивает равномерное натяжение при любой комбинации ширины рулона.
Tidland также усовершенствовала существующую линейку воздушных валов дифференциала проскальзывания сердечника, чтобы обеспечить выравнивание натяжения при любой комбинации ширины валков. Эквалайзер — модель D2 идеально подходит для повторяющихся прогонов с шириной прорези с позиционируемыми оператором упорами стержня без использования инструментов, которые можно установить и удерживать в течение нескольких прогонов.Модель D3 идеальна для повторяющихся или изменяющихся проходов по ширине с автоматически устанавливаемыми ограничителями керна. — Tidland Corp., www.tidland.com
Эргономичные валы и патроны
Новейшие легкие воздушные валыTidland предназначены для улучшения общего качества валков, повышения удовлетворенности работы оператора и уменьшения требований о компенсации работникам. Новейшие валы GX 4˝ и 5˝ завершают полный спектр эргономичных решений Tidland, который теперь включает в себя алюминиевые экструзионные валы и валы из углеродного волокна размеров 3˝, 4˝, 5˝ и 6, а также 6-дюймовые форсунки Force5. Чак.Сочетание большой грузоподъемности и небольшого общего веса вала помогает заказчикам реализовать эргономичное и доступное решение вала для устранения опасностей при подъеме. — Tidland Corporation, www.tidland.com
Вал дифференциала с пневмоблокировкой
Convertech, Inc. представила новую конструкцию дифференциального вала, чтобы уменьшить количество замен вала и упростить процесс преобразования. Благодаря добавлению роликов GlideLock к валу дифференциала преобразователи могут легко запускать сердечники различной ширины на одном валу, обеспечивая при этом надлежащее натяжение.Вместо того, чтобы менять валы для разных работ, новый дифференциальный вал позволяет преобразователям использовать один и тот же вал для множества различных работ, значительно сокращая время простоя. Convertech, Inc., www.convertech.com
Стержневые валы для упрощенной загрузки / разгрузки
Новейшим представителем семейства валов с сердечником Double E является вал дифференциальной перемотки DRS-4000. Этот вал упрощает загрузку и разгрузку, а также позволяет использовать узкие щели шириной до полдюйма.Доступны кольца различной ширины для любого применения. DRS-4000 преодолевает проблемы несущей способности, характерные для других дифференциальных валов, и обеспечивает лучшее сцепление с сердечником. — Double E Company, www.doubleeusa.com
Блокировка вала без защемления
Converter Accessory Corporation (CAC) представила более прочный держатель вала ShaftLock ™ для безопасной работы для размотки и перемотки рулонов. В отличие от обычных предохранительных патронов, ShaftLock представляет собой предохранительный патрон без точек защемления, что обеспечивает повышенную безопасность оператора.Он открывается только в верхнем положении, чтобы облегчить операцию разгрузки. ShaftLock доступен в нескольких моделях, способных выдерживать нагрузки и рулонный вес до 5000 фунтов. и эффективно работать на низких и высоких скоростях. Он оснащен сменными опорами и вставками, которые доступны для квадратных, ромбовидных, треугольных, полукруглых и нестандартных валов и концов валов. — Converter Accessory Corporation, www.handleyourweb.com
Сменная вставка
Сменная пластина Boschert в стиле VT Style VT-7 позволяет концентричности между предохранительным патроном и валом валка оставаться почти такой же точной, как новая, на протяжении всего срока службы VT-7.Он имеет шейку вала валка, состоящую из круглой части с квадратной частью, где круглая часть принимает на себя несущую опору вала валка, а квадратная часть передает крутящий момент через предохранительный патрон на вал валка. Таким образом, крутящий момент операции отделен от несущего следа вала валка. В результате увеличивается срок службы между заменами шейки вала валка и заменой сменных пластин, а также повышается качество. — Boschert, LLC, www.boschertllc.com
Боковое позиционирование
Ручные предохранительные патроныGoldenrod позволяют устанавливать стержневой вал и рулон материала в поперечном направлении с точностью до ± 1˝.Патроны могут быть изготовлены таким образом, чтобы удлинитель вала оставался в неподвижном положении, что делает его практичным для установки приводных ремней или муфт. Доступны модели с номинальной нагрузкой 2200 фунтов на патрон при 600 об / мин или 4000 фунтов на патрон при 1500 об / мин. — Goldenrod Corp., www.goldrod.com n
Валы фрикционные с кольцами с роликами — Re SpA
Информация о продукте
Фрикционные валыRe — идеальное решение для перемотки нескольких и независимых валков на одном валу, поскольку каждому из них требуется надлежащее натяжение полотна.
В процессе перемотки нескольких рулонов, полученных после резки пластиковой пленки, бумаги или любого другого материала, обычно возникают значительные различия в толщине и, как следствие, в натяжении полотна.
Чтобы решить эту проблему, фрикционные валы обеспечивают различное управление роликами, фиксирующимися на одном или нескольких фрикционных кольцах сердечника каждого ролика, для получения точной перемотки и равномерного натяжения полотна каждого ролика.
Re фрикционные кольца с роликами, изготовленные из твердого черного анодированного алюминия или стали, в зависимости от ширины, оснащены роликами для расширения опорной поверхности с более широкой опорной поверхностью, что гарантирует наилучшую производительность в любых рабочих условиях.Внутренний шарикоподшипник из сфер увеличивает прочность кольца, даже если оно сделано из алюминия, и делает скольжение более плавным. Фрикционные кольца шириной от 19,65 мм могут быть оснащены позиционерами с предварительным натягом для повышения устойчивости сердечников катушки до того, как захватные ролики войдут в зацепление с сердечником.
- Более широкая опорная поверхность : захватные ролики обеспечивают широкую опорную поверхность, которая обеспечивает большую стабильность сердечника валка, который остается идеально перпендикулярным центральному валу.
- Нет повреждений сердечника барабана : расширяющиеся шарики часто образуют канавки в сердечниках во время разгрузки рулона, в то время как расширяющиеся ролики гарантируют безопасное и легкое снятие рулона без повреждения сердечников. Поскольку жилы не повреждаются, их можно использовать повторно.
- Используется как с картонными, так и с пластиковыми сердечниками : благодаря более широкой опорной поверхности фрикционные кольца с расширяющимися роликами обеспечивают идеальный захват как картонных, так и пластиковых сердечников, предотвращая скольжение сердечника.
Технические характеристики
| Ширина фрикционного кольца (L) + распорка | от 8 мм до 50 мм | |
| Распорка | от 0,35 мм до 1 мм | |
| Диаметр вала | уменьшен с 30 f7 до 150 f7 | |
| Диаметр сердечника | от 45 мм до 400 мм | |
| Диаметр ролика | от 3,2 мм до 8 мм | |
| Позиционеры с предустановкой | L ≥ 19,65 мм опционально | |
| Внутренний подшипник сфер | L ≥ 19,65 мм | |
| Материал фрикционного кольца | L <19,65 мм L ≥ 19,65 мм | никелированная сталь анодированный алюминий |
Другие размеры по запросу
Скачать
| Datasheet | Чертеж PDF | Чертеж Dwg | 3D | Руководство пользователя fts | 6 0036 | |
Ваш профилегибочный стан успевает?
Автор: Роберт А.Sladky
Вице-президент по проектированию трубных заводов
- Проблемы с приводом (помпаж линии стана)
- Маркировка, в первую очередь в виде «полосок тигра», особенно на участке разборки трубных станов и на всех участках профилирования
- Повышенный износ коробок передач (когда одна коробка передач борется с самим собой (верхний вал с нижним валом) или со следующей коробкой передач (одна коробка передач «против» другой) из-за изменения числа оборотов, передаваемых на ведомые валы / инструмент)
- Повышенный износ инструмента
Существует множество заблуждений по этой теме, так как многие считают, что не имеет значения, как поворотные кулаки или U-образные шарниры совмещены друг с другом на типичном приводном валу.Однако на самом деле дело обстоит иначе, и законы физики утверждают обратное. Любой, кто работал с двухкомпонентным приводным валом пикапа или фургона, знает, что происходит, когда U-образные соединения не выровнены должным образом. В результате возникает сильная вибрация, вызванная неправильной синхронизацией или фазированием универсальных шарниров приводного вала. Далее следует общее описание того, как универсальный шарнир работает на типичном приводном валу.
Простой универсальный шарнир состоит из двух Y-образных вилок, соединенных поперечиной, называемой крестовиной, или U-образным шарниром.Паук имеет форму буквы «X» с выступающими из него руками, которые называются цапфами.
Крестовина позволяет двум валам вилки вращаться под углом друг к другу. Когда крутящий момент передается под углом через универсальный шарнир, ведущая вилка вращается с постоянной скоростью, в то время как ведомая вилка ускоряется и замедляется дважды за оборот.
Это изменение скорости (ускорение и замедление) ведомой вилки увеличивается по мере увеличения угла между двумя валами вилки.
Например, при угле приводного вала в четыре (4) градуса изменение скорости составляет 0,3%. При десяти (10) градусах это 3%. Если приводной вал был установлен на 30 градусов, а ведущая вилка вращалась со скоростью 1000 об / мин, скорость ведомой вилки изменилась бы с 856 до 1155 об / мин за одну четверть оборота. За оставшуюся четверть оборота скорость изменится с 1155 до 856 об / мин.
(См. Рисунок ниже, где U-образные шарниры НЕ совмещены друг с другом.)
На цельном приводном валу эта проблема устраняется путем расположения (синхронизация / фазировка) двух универсальных шарниров таким образом, чтобы две ведущие вилки повернуты на 90 градусов друг к другу.Это позволяет компенсировать (нейтрализовать) попеременное ускорение и замедление одного шарнира за счет попеременного замедления и ускорения второго шарнира, что приводит к равным оборотам на выходе трансмиссий на ведомые стойки / инструменты на трубе, трубе или валке. мельница.
(См. Рисунок ниже, демонстрирующий правильное совмещение / синхронизацию / фазирование U-образных шарниров. Наружная вилка совмещена с внешней вилкой, внутренняя вилка совмещена с внутренней вилкой)
Однако угол между ведущей и ведомой вилками должен быть очень большим. почти одинаково на обоих суставах для правильной работы.Когда два шарнира не проходят примерно под одинаковым углом, приводные валы могут работать грубо и приводить к вибрации приводных линий.
Изменение синхронизации / фазирования стандартного приводного вала обычно довольно легко выполнить. У большинства приводных валов между двумя универсальными шарнирами есть скользящая вилка, которая состоит из нескольких шлицев, шестигранников или квадратной посадки. Просто отсоедините вилку скользящей посадки, выровняйте универсальные шарниры и снова соедините вилку скользящей посадки.Ваш приводной вал теперь правильно синхронизирован / синхронизирован для бесперебойной работы.
Убедитесь, что универсальные шарниры находятся в надлежащем состоянии. Многие фирмы забывают смазывать U-образные шарниры во время регулярной смазки PM. Со временем это может привести к катастрофическому отказу, повреждению оборудования, простоям и риску травмирования обслуживающего персонала.
Другие статьи о профилировании можно найти здесь.
Ремонт и изготовление валков и валов
Изготавливаем и ремонтируем различные виды валки и валы для ряда Приложения.Большая часть нашей работы с валов и валков поступает из продуктов питания обрабатывающее оборудование и промышленные оборудование для перемещения материалов.
Мы обслуживаем один тип рулонов: так называемые калибровочные валки или валки для кондиционирования. Они образуют сыпучий полутвердый продукт в листов при подаче между двумя вращающиеся валы.Труба из углеродистой стали составляет сердцевину этих валков, которая могут различаться по диаметру и длине.Наши слесари-изготовители производят и устанавливают торцы токарно-точеные, нержавеющие стальные короткие валы с точностью изготовленные шпиндели для подшипниковых опор.Затем мы врезаем шпоночные пазы в шпиндели. для крепления приводных шестерен или звездочек. Облицовка из нержавеющей стали по индивидуальному заказу обволакивает тело этих рулонов, которое наши производители сваривают швы и короткие валы. Это создает полный уплотнение для санитарных пищевых продуктов Приложения.Все сварные швы вдоль рулона облицовка шлифована гладко, чтобы соответствовать продукту допуски.
Здесь, в Specialty Welding, Inc., мы также отремонтировать и изготовить многие другие типы компонентов оборудования, которые включают валы и шпиндели.Широкий спектр коммерческие и промышленные операции использовать оборудование для перемещения материалов для обработка сыпучих продуктов, например производители, процессоры, майнинг операции, хранение и упаковка зерна, назвать несколько. У нас есть все необходимое для ремонта почти любой тип компонентов конвейера которые могут быть отправлены на наш объект или находятся в пределах нашего поля регион услуг.
Шнековые конвейеры — еще один тип шахтное оборудование, используемое в нескольких отрасли. Они перемещают такие материалы, как стальная дробь, зерна, различная еда продукты, руды, зола, семена, удобрения… список обширен.Шнеки эффективны для перемещения хлопьев, порошки, гранулированные продукты, жидкости и гораздо более.
Большая часть наших ремонтов шнековых конвейеров работа связана с изношенными рейсами и повреждены шпиндели. Мы производим замена полетов резкой секций на нашем САПР работает стол для гидроабразивной или плазменной резки, затем сваривая их вместе, чтобы сформировать винтовая лопасть.После ремонта любого повреждение поверхности вала, наши производители растягивают лезвие, чтобы исправить шаг лопастей и приварить его к валу. Изношенные или поврежденные короткие валы удаляются. с торцов и заменил. Эти аналогично тем, которые используются в кондиционировании рулоны.
Можем отремонтировать или изготовить новый шнек конвейеры всех форм и размеров, из любого вида металла. Наши клиенты может либо отправить свои поврежденные шнеки на отремонтировать или отправить нам спецификации, и мы изготовим замены.Мы можем указать единовременную цену или плату за время магазина и материалы, в зависимости от характер и объем требуемых работ.
Позвоните нам по телефону (509) 765-4161 или отправьте свой запрос на ContactUs@specialtywelding.