Основные характеристики сварочного инвертора | Разное | Cписок категорий | Блог
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами».
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Характеристики сварочных аппаратов. Мнение профессионалов
Существует несколько видов сварочных аппаратов, которые отличаются друг от друга размерами, мощностями и другими критериями.
Первый вид сварочного аппарата — Инверторы.
Самый молодой и перспективный сварочный аппарат, активно завоёвывающий рынок. Его особое преимущество в том, что он позволяет увеличить частоту тока и решить проблему с габаритами и массой. Помимо этого, у инвертора есть и другие положительные стороны:
-
Питание может происходить от обычной бытовой розетки, коэффициент полезного действия источника варьируется от 85%-95%.
-
Имеет высокие показатели ПВ (продолжительности включения) и может дольше работать без перегрузки.
-
Из-за широкого регулирования силы тока от 10 А до 250 А, можно использовать использовать большое количество различных электродов, разных диаметров и спецификаций.
-
Плавная регулировка электрического тока и напряжения.
-
Контроль работы осуществляется с помощью схем, микропроцессоров, поэтому дуга легко разжигается и стабилизируется.

-
Хорошо устроена защита от перепадов напряжения.
-
Шов получается достаточно высокого качества, а при плавлении нагретый металл практически не разбрызгивается.
-
Можно сварить трудносоединимые материалы.
-
Высокая электробезопасность.
-
Широкий ценовой ассортимент – всегда можно подобрать себе аппарат по карману.

Недостатков у современных инверторов немного:
-
Риск попадания металлической пыли в кулер инвертора, что может привести к поломке, поэтому его следует постоянно прочищать от накопившейся пыли.
-
Следует придерживаться всем инструкциям по эксплуатации, в том числе и правилам хранения, так как инвертор чувствителен к попаданию влаги и низким температурам, что может привести к затруднениям работы в зимний период.
Второй вид сварочного аппарата – Сварочные трансформаторы.
Наиболее распространенный сварочный аппарат, который имеет относительно небольшую стоимость. Его отличительная особенность в том, что с его силой трансформатора он может работать на сетевой частоте 50 Гц. В сварочном трансформаторе можно выделить следующие положительные особенности:
-
Это один из самых бюджетных аппаратов. Его стоимость будет гораздо ниже, чем у других видов сварочных аппаратов.
-
Он очень удобен в хранении, так как выдерживает суровые эксплуатационные условия.
-
Простота конструкции и механизма, проверенная опытом и временем.
К недостаткам сварочного трансформатора относят:
-
Большие размеры и тяжелый вес аппарата.
-
В силу того, что применяется переменный ток, шов при работе может получиться не совсем высокого качества.
-
Ощутимо низкий по современным меркам показатель ПВ.
-
Новичку может быть сложно справиться со сварочной дугой.

К третьему виду сварочного аппарата относят – Сварочные выпрямители
.Его главное преимущество в том, что благодаря постоянному непрерывному току сварочной дугой легко управлять. А также:
-
С этим аппаратом легко справятся новички.
-
Благодаря хорошему управлению сварочной дугой, шов получается качественным.
-
Нет сильного разбрызгивания плавленного материала.
-
Весьма маленькие габариты и вес по сравнению со сварочными трансформаторами.
Из недостатков:
-
Высокая стоимость.
-
Сварочный выпрямитель не может использоваться от бытовой сети.
-
Коэффициент полезного действия сварочного выпрямителя гораздо меньше, чем у сварочного инвертора.
-
Не следует переохлаждать или перегревать аппарат.

Четвёртый вид сварочного аппарата – Сварочный полуавтомат.
Система работы сварочного полуавтомата регулируется применением определённого газа и типа присадки, изменением силы тока и скорости подачи проволоки.
-
Нет сложности в сваривании тонких листов металла.
-
Высокое качество шва.
-
Широкий ассортимент сварочных материалов.
-
Множество различных регулировок и установок для работы.
Недостатки:
-
Высокая стоимость аппарата.
-
Необходимость дополнительных рабочих материалов (газ).
-
Вынужденное подключение к специальной сети или подключение газовых баллонов.
-
При ветреных погодах сложно работать, так как распыляются газовые молекулы.

Сварочный аппарат — типы, устройство, характеристики, выбор
Чтобы разобраться в вопросе, как правильно выбрать сварочный аппарат, которым можно было бы работать в доме или на даче, необходимо рассмотреть все их виды и найти оптимальный вариант. Вопрос поднимается практически всеми владельцами дач и частных домов, потому что всегда на участке найдется работа для сварщика. А приглашать мастера и платить ему деньги за небольшой объем работы накладно. Поэтому стоит приобрести аппарат для сварки и научиться производить несложные сварочные операции, которые не требуют запредельной квалификации.
Виды сварочных аппаратов
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения 220 или 380 вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный.
Трансформаторы
Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка. Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Выдает он только переменный ток, при этом полярность агрегата в процессе сварки постоянно меняется, что очень неудобно. Это выражается тем, что сварочная электрическая дуга все время скачет. Поэтому ее тяжело контролировать, во время сварки получается огромное количество искр. Отсюда и низкое качество сварочного шва, поэтому такими сварочными аппаратами могли работать только профессионалы с большим опытом.
Использовали их для сварки только черных металлов. Конструкция трансформатора проста – это два трансформатора понижающего типа с возможностью настройки выходного тока. Правда, диапазон настроек мал, регулировка не самая тонкая. Зато ломался этот агрегат редко, да и его ремонт не сложен.
Большой минус сварочных трансформаторов – большой их вес. Даже самый маломощный прибор весит не меньше 50 кг. А что говорить о промышленных образцах, которые весили не меньше 100 кг. Еще один отрицательный момент – это проседание напряжения в питающей электрической сети, особенно когда производится розжиг электрода. Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Всем известно, что скачки напряжения негативно сказываются на современных бытовых приборах, напичканных электроникой. Поэтому сегодня сварочные трансформаторы – редкость в частных домах и на дачах. И даже если они у кого-то присутствуют, то практически не используются и держатся хозяевами на всякий случай.
Выпрямители
В принципе, это тот же сварочный трансформатор, в конструкцию которого установлен выпрямляющий блок. Выпрямители часто называют сварочными трансформаторами постоянного тока. На выходе у выпрямителей получается постоянный ток, что упрощает процесс сварки. Электрическая сварочная дуга получается стабильной, но опыт проведения работ все же необходим. Как и трансформатор, выпрямитель прост в конструкции, ломаться здесь, в принципе, нечему.
Из недостатков можно подчеркнуть:
- Большой вес;
- Мощность на выпрямляющем блоке теряется;
- Просадка напряжения во время розжига и в процессе работы;
- Напряжение скачет не только у хозяина агрегата, но и у соседей.
- Цена больше, чем у трансформатора.

Инверторы
Как только эти сварочные приборы появились в магазинах, подступиться к ним было невозможно. Слишком высокая была у них цена. Но со временем изменилась элементная база, а соответственно уменьшилась стоимость оборудования, а вместе с ней и вес агрегата. Современный сварочный аппарат для дома инверторного типа выдает силу тока 160-180 ампер, что дает возможность проводить сварку электродами диаметром до 4 мм. При этом вес прибора составляет 3 кг, это минимальный показатель.
К достоинствам этого типа сварочных аппаратов можно еще отнести:
- Стабильная дуга, которую легко контролировать.
- Простота использования: электрод не залипает, шов получается ровным и плотным.
- Аппарат не просаживает напряжение в сети, оно при работе агрегата не скачет.
- Широкий диапазон настройки режимов сварки. Инверторами можно сваривать металлические изделия разной толщины. Главное – правильно выставить на аппарате тот или иной режим.

Внимание! Есть одно условие, которое будет влиять на безопасность работы инверторами. Включать их можно в розетку с напряжением 220 вольт, в конструкции которой есть клемма заземления. Так как класс защиты сварочных инверторов IP21, то заземляться они могут через питающую сеть.
Если перед вами стоит вопрос, какой сварочный аппарат выбрать, то можно не задумываться и выбирать инвертор. Конечно, с ним высококлассным сварщиком вы станете не сразу, но много мелких сварочных операций вы сделаете на дачном участке своими руками.
Сварочные полуавтоматы
Так как разговор ведется о сварочных аппаратах для дома и дачи, то агрегаты данного типа в эту категорию не входят. Чаще всего их используют в области малого бизнеса, а конкретнее, в мастерских по ремонту автомобилей.
В основе их конструкции лежит один из вышеописанных сварочных приборов, плюс блок, с помощью которого подается в автоматическом режиме сварочная проволока. Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Технология работы этими агрегатами основана на сварке в зоне защитных газов, что позволяет варить тонкие детали и изделия из цветных металлов.
Это идеальные сварочные агрегаты, с помощью которых можно сваривать тонкие металлические листы толщиною до 0,8 мм. При этом шов получается ровным и красивым, листы не ведет, не коробит. Единственный недостаток – сварочное устройство этого типа не может варить толстые детали. Для этого придется приобретать аппарат с электродуговой сваркой.
Типы сварочных аппаратов рассмотрены, теперь можно перейти к выбору, чтобы определить лучший дачный или домашний сварной прибор.
Как выбрать сварочный аппарат для электросварки
В основе выбора лежит несколько ключевых параметров.
- Напряжение питающей сети. Понятно, что это 220 или 380 вольт. Характеристика немаловажная, потому что все представленные выше типы сварочного оборудования, кроме инверторов, реагируют на качество напряжения в питающей сети. Если напряжение резко поднимается, срабатывает защитный блок, который отключает аппарат. При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор.
- Напряжение холостого хода. Это напряжение сварочного аппарата, когда он включен в сеть, но нагрузка на него не производится. Почему необходимо знать этот параметр? Все дело в том, что от него зависит легкость розжига электрода. И чем данное значение выше, тем процесс розжига проще, плюс увеличивается стабильность дуги. Данный показатель в современных сварочных аппаратах варьируется в пределах от 45 до 95 вольт. Опытные сварщики знают, что напряжение холостого хода влияет на выбор типа электродов. Если выбирается аппарат с низким напряжением, то рекомендуется приобретать для него электроды с рутиловым покрытием. Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.
- Ток на выходе. Этот критерий выбора будет зависеть от того, какое количество времени аппарат будет работать. То есть, периодически или более-менее постоянно. Для большинства домашних работ подойдет сила тока 160-180 ампер. На таком токе, если использовать инвертор, можно варить электродами диаметром до 4 мм. Если появляется необходимость сваривать толстые детали из металла, то придется приобретать прибор, который выдает на выходе ток силой 190-250 ампер.
- Диаметр электродов. В основном этот размерный показатель влияет на толщину свариваемых изделий. Чем толще металл, тем больше необходим диаметр электрода. Данная зависимость показана в таблице ниже.
 При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор.
При низком значении напряжения резко снижаются все сварочные параметры, что приводит к низкому качеству сварочного шва. И только инверторы могут спокойно работать в диапазоне 180-250 вольт без изменения своих параметров. Что касается сварочных приборов, работающих от трехфазной сети, то на дачах их практически не используют. Поэтому, если говорить о том, какой сварочный аппарат лучше для дома, то по показателю напряжения это инвертор. Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.
Для электродов с основным покрытием лучше выбирать агрегат с высоким напряжением холостого хода.| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
И несколько общих рекомендаций, определяющих хороший сварочный аппарат для дома и дачи на 220 вольт. Многое будет зависеть от того, какие задачи вы предполагаете решать на участке. Если планируется варить детали из черного металла, то можно все это сделать с помощью дешевого трансформатора. Если предполагается сварка цветных металлов, нержавейки или стальных тонких конструкций, то лучше использовать полуавтомат. Инвертор хорошо себя показывает при сварке низколегированных или конструкционных сталей. Хотя необходимо отметить, что оборудование инверторного типа, кроме цветмета и нержавейки варит любые стальные конструкции.
Многое будет зависеть от того, какие задачи вы предполагаете решать на участке. Если планируется варить детали из черного металла, то можно все это сделать с помощью дешевого трансформатора. Если предполагается сварка цветных металлов, нержавейки или стальных тонких конструкций, то лучше использовать полуавтомат. Инвертор хорошо себя показывает при сварке низколегированных или конструкционных сталей. Хотя необходимо отметить, что оборудование инверторного типа, кроме цветмета и нержавейки варит любые стальные конструкции.
В домашних условиях имеет значение размеры агрегата. Поэтому небольшие и легкие инверторы – оптимальный для этого вариант. Пониженное напряжение в сети, которое присутствует практически по всех загородных поселках, является причиной, по которой выбор отдается именно инверторам. Эти аппараты работают при напряжении 180 вольт, некоторые модели даже при 160 В.
Если вы – начинающий сварщик, то опять-таки свой выбор рекомендуется остановить на инверторах. Простота сварки – главный критерий работы прибора: электрод не залипает, розжиг дуги легкий, при приближении электрода к свариваемому металлу при высокой мощности инвертор тут же отключается. То есть, по всем позициям это на сегодняшний день идеальный для новичка сварочный агрегат.
То есть, по всем позициям это на сегодняшний день идеальный для новичка сварочный агрегат.
Поделись с друзьями
1
0
0
0
Характеристики сварочных инверторов | Электросварка
Характеристики сварочных инверторовПокупка инвертора связана с немалыми переживаниями. Хочется чтобы он полностью удовлетворял по качеству сварки, был надежным в работе и стоил не дорого. Современные сварочные аппараты инверторного типа снабжаются многими функциями, делающими наложение шва более удобным. Другие нововведения применимы лишь в определенных обстоятельствах и остаются невостребованными в домашних условиях. Какие существуют основные и дополнительные характеристики, на которые стоит обратить внимание начинающему сварщику?
Общие характеристики инверторовОсновными характеристиками сварочных инверторов являются следующие:
- Сила тока. Она измеряется в Амперах и выставляется на электронном табло или по нарисованной шкале путем поворота регулятора. Величина влияет на максимальную и минимальную толщину свариваемого металла, и возможность использовать электроды с большим диаметром.
- Время работы. Эту характеристику называют цикл. Он обозначается в процентах. От него зависит сколько по времени можно использовать аппарат в течение дня на максимальной нагрузке, чтобы он работал корректно и не сгорел.
- Холостой ход. Когда дуга не горит, устройство повышает напряжение до определенного показателя V, чтобы обеспечить быстрое возбуждение электрической дуги при следующем розжиге.
- Напряжение сети. Обозначается в V и показывает минимальный порог при котором аппарат сможет варить.
- Частота тока. В зависимости от страны выпуска встречаются модели для разных колебаний Гц в сети.
- Класс защиты корпуса и внутренних элементов от проникновения пыли и влаги. Обозначается буквами IP и цифрами, значение которых указывает уровень защищенности от определенных факторов.
 Она измеряется в Амперах и выставляется на электронном табло или по нарисованной шкале путем поворота регулятора. Величина влияет на максимальную и минимальную толщину свариваемого металла, и возможность использовать электроды с большим диаметром.
Она измеряется в Амперах и выставляется на электронном табло или по нарисованной шкале путем поворота регулятора. Величина влияет на максимальную и минимальную толщину свариваемого металла, и возможность использовать электроды с большим диаметром. Обозначается буквами IP и цифрами, значение которых указывает уровень защищенности от определенных факторов.
Обозначается буквами IP и цифрами, значение которых указывает уровень защищенности от определенных факторов.Кроме перечисленных выше основных показателей, существует множество дополнительных функций (горячий старт, форсаж), облегчающих работу начинающему сварщику. Но наличие каждой из них увеличивает стоимость агрегатов.
На что обратить внимание при покупке сварочного инвертораОдин из самых важных параметров — это сила тока. Причем здесь важен как минимальный, так и максимальный порог. Например, нужно поставить прихватки на миллиметровом железе кузова автомобиля. Те аппараты, у которых минимальное значение ампер не опускается ниже 40 А, не позволят сделать это. Потребуется установка дополнительного сопротивления. В случае выбора максимального показателя стоит учесть с каким металлом придется работать чаще. Для труб 1,5-2 мм толщиной достаточно модели в 160-200 А. В случает необходимости выполнения сварки на пластинах 5-10 мм лучше приобрести модель с показателем в 300 А.
Второй важный момент в выборе инвертора — это продолжительность работы. Если им планируется выполнять лишь периодическую сварку навесов дверей, забора или бака, то достаточно значения 50-60%. Для постоянной занятости в гараже (выпуск металлоконструкций, теплиц, ремонт кузовов) потребуется показатель в 80-100%.
И еще одна важная характеристика — это потребляемое напряжение. Если сеть часто «падает», то нормально работать сваркой не получится. Швы будут поверхностными и непрочными. Поэтому аппараты со значением 220-230 V подойдут только для мест со стабильной величиной напряжения. Во всех других ситуациях стоит выбрать модель с характеристиками 140-250 V.
Дополнительные характеристикиНачинающему сварщику стоит обратить внимание на наличие функции «форсаж дуги». Поскольку проблемой большинства новичков является неумение варить тонкий металл и прилипание электрода, данная функция позволит решить обе проблемы. Чтобы не дать «приклеиться» торцу электрода на малых значениях силы тока, аппарат сам будет добавлять немного ампер в нужный момент.
Большинству новичков стоит задуматься и о холостом ходе аппарата, который может быть от 40 до 90V. Это показатель V в момент отсутствия дуги. Чем выше его значение, тем легче будет запалить электрод.
Ещё по теме:
Что скрывают производители сварочных инверторов
Характеристики сварочных инверторов
Сварочный аппарат для дома и дачи
Отзывы о сварочных инверторах
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
|
Характеристики |
ТРАССА — М |
|
Внешний вид |
|
|
Рабочая температура, гр |
-10 +40 |
|
Диапазон напряжения питания, В |
187 — 242 |
|
Напряжение сварки, В |
14 — 48 |
|
Ток сварки,А |
max 100 |
|
Диапазон времени нагрева, сек |
1 — 59400 |
|
Дискретность задания времени нагрева, сек |
1 |
|
Отклонение времени нагрева от заданной величины, сек |
1 |
|
Потребляемая мощность, Вт |
5000 |
|
Тип защиты (влаго и пылезащита) |
IP65 |
|
Класс защиты (макс. |
class 1 |
|
Длина питающего кабеля, м |
3 |
|
Длина сварного кабеля, м |
3 |
|
Размеры аппарата, мм |
415/325/170 |
|
Вес (включая кабель), кг |
15 |
|
Срок службы, лет, не менее |
10 |
|
Диапазон сопротивлений применяемых в закладных нагревателях, Ом |
0,2 — 20 |
|
Язык |
русский, английский |
|
Тип штрихкодов |
Code 2/5,Code 128 C |
|
Подключение внешнего источника питания |
+ |
|
Автоматический ввод данных сварки |
+ |
|
Ручной ввод данных сварки |
+ |
|
Встроенное активное охлаждение |
+ |
|
Помощь пользователю при работе |
+ |
| Инструкция пользователя на русском языке |
+ |
|
Програмное обеспечение (русскоязычное) |
+ |
|
Запись данных сварки (внутренняя), количество протоколов |
1024 |
|
Время хранения информации в памяти, лет |
10 |
|
Защита от короткого замыкания спирали фитинга |
+ |
|
Возможность распечатки |
+ |
|
Последовательный интерфейс |
+ |
|
Data-кабель |
+ |
|
Переходники, 4. |
+ |
|
Сканер для считывания параметров сварки фитингов при автоматическом вводе |
+ |
 защита от поражения электрическим
током)
защита от поражения электрическим
током) 7 мм
7 ммРеальные характеристики сварочных инверторов Ресанта
Сварочные инверторы Ресанта пользуются сегодня большой популярностью у сварщиков и именно поэтому невозможно не уделить внимание этой торговой марке более подробно. Аппараты реализуются по достаточно лояльной и доступной цене, качество же остается приемлемым, если сложить в сумме все плюсы и минусы. Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
К серии относится 4 аппарата САИ 160К; САИ 190К; САИ 220К; САИ 250К. Буква «К» в данном случае означает «компактный». С актуальной стоимостью этих устройств вы всегда можете ознакомиться на официальном сайте, поэтому не будем приводить здесь какие-то цифры.
Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
- У инвертора 160К в комплекте очень тонкие кабели сечением 10-12 кв. мм;
- Инвертор 190К и 220К укомплектован кабелем 14 кв. мм;
- У 250К самое большое сечение – около 16 кв. мм.
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Среди плюсов линейки «К» следует отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности, применение нового поколения IGBT-транзисторов GT50JR22 фирмы «Тошиба». Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGh50N60.
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т.д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
| Модель Ресанта | Заявлено Uхх, В | Фактически Uхх, В |
| САИ 160К | 85 | 82 |
| САИ 190К | 80 | 65 |
| САИ 220К | 80 | 82 |
| САИ 250К | 80 | 82 |
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.
| Характеристики | САИ 160К | САИ 190К | САИ 220К | САИ 250К |
| Максимальный сварочный ток, А | 120 (заявл. 160) | 138 (заявл. 190) | 162 (заявл.220)
| 183 (заявл.250)
|
| Ток короткого замыкания на макс. токе, А | 160 | 164 | 235 | 233 |
Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере)
| Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс.
| Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26
| 70
| 61
| 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65
| 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70
| 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
 токе
токеРабота при низком напряжении в электросети
Все аппараты серии «К» выдерживают просадку до 160В, кроме модели САИ160К ( при сварке рутиловыми электродами ок46.00). Поджиг у САИ 160К становится неудовлетворительным, а сварочная дуга часто рвется.
Доп. Функционал
В инструкции сказано, что все СварАппы оснащены функциями «анти-стик, «хот-старт» и «форсаж дуги».
Фактическое наличие
| Модель | анти-залипание | Хот-старт | Форсаж-дуги | VRD |
| Инверторы серии «К» | Да | Нет | Нет | Нет |
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
Большинство характеристик аппаратов Ресанта серии «К» не соответствует заявленным. Расхождение обещанного и реального функционала касается как максимальных сварочных токов и ПН инвертора, так и отсутствия дополнительных функций форсажа дуги и горячего старта.
Источник: Aurora Online Channel
Технические характеристики — Сварочный аппарат FUBAG IR 220
Напряжение сети, В
220
Потребляемая мощность, кВт
8.1
Max потребляемая мощность, кВА
9
Потребляемый ток, А
41
Метод сварки
MMA
Диапазон сварочного тока, А
30 – 220
Напряжение холостого хода, В
80
Рабочее напряжение
21. 2-28.8 В
2-28.8 В
Диаметр электр/провол
1.5-4.0
Тип охлаждения
принудительное
ПВ на максимальном токе
40%
Коэффициент мощности
0. 62
62
Класс изоляции
H
Степень защиты
IP 21S
Габариты, мм
340x120x195
Страна производства
Китай
Родина бренда
Германия
Гарантия
2 года
Сварочный аппарат, Производители сварочного оборудования, Сварочный аппарат MIG
Характеристики сварочного аппарата V-I
Средства для разных сварочных установок с разными V-I характеристиками. Он показывает взаимосвязь между напряжением дуги и током дуги. Во время сварки длина дуги между концом электрода и деталью определяет сопротивление дуги и, следовательно, падение потенциала на дуге.Другим способом, длина дуги определяет напряжение дуги, больше длина дуги, чем напряжение дуги, и именно это напряжение позволяет определенному протеканию тока в соответствии с характеристиками сварочной установки (установки).
Он показывает взаимосвязь между напряжением дуги и током дуги. Во время сварки длина дуги между концом электрода и деталью определяет сопротивление дуги и, следовательно, падение потенциала на дуге.Другим способом, длина дуги определяет напряжение дуги, больше длина дуги, чем напряжение дуги, и именно это напряжение позволяет определенному протеканию тока в соответствии с характеристиками сварочной установки (установки).
Есть три основных типа характеристик:
- Амортизирующие характеристики (или постоянный ток)
- Плоское (или постоянное напряжение)
- Тип повышения напряжения
Все наши усилия будут сосредоточены только на характеристиках падающего типа, так как он используется в основном в установках для дуговой сварки, как переменного, так и постоянного тока.
1. Тип спада (постоянный ток): Характеристики спада V-I используются на сварочном аппарате постоянного тока. Когда зажигается дуга в аппарате для дуговой сварки (сварочный аппарат GMAW), электрод по существу находится в состоянии короткого замыкания, что немедленно потребовало бы резкого скачка тока, в противном случае аппарат спроектирован таким образом, чтобы это предотвратить. Конструкция машины постоянного тока позволяет минимизировать эти внезапные скачки напряжения.
Конструкция машины постоянного тока позволяет минимизировать эти внезапные скачки напряжения.
Как известно, установки для ручной дуговой сварки имеют пониженные характеристики V-I.Спад означает, что напряжение на клеммах сварочного аппарата уменьшается по мере увеличения сварочного тока. В аппарате для дуговой сварки (MMA Welding) длина дуги (зазор между заготовкой и электродом) от более короткой дуги B до более длинной дуги A имеет заметное изменение (K) в напряжении, но соответствующее изменение (c) в ток очень маленький.
Характеристика паденияприменима как для сварочного аппарата переменного, так и для постоянного тока, который используется для сварочного аппарата SMAW, аппарата для сварки TIG, аппарата для дуговой сварки под флюсом (аппарата для сварки под флюсом), аппарата плазменно-дуговой сварки и аппарата для ручной дуговой сварки металла. , напряжение во время сварки составляет ориентировочно 30-40 В.
2 . Плоское или постоянное напряжение Характеристики типа используются с полуавтоматическими сварочными аппаратами MIG и другими автоматическими сварочными аппаратами.
3 . Характеристики типа повышающего напряжения используются в полностью автоматическом сварочном аппарате.
a) Напряжение холостого хода обычно находится в диапазоне от 70 до 80 вольт.
b) Система регулировки сварочного тока обычно находится в секции переменного тока машины до того, как управление током выпрямителей основано на принципе переменной индуктивности или импеданса. Различные методы изменения импеданса для контроля тока следующие:
а) Подвижный шунт
б) Реактор с отводом
c) Подвижная катушка
г) Насыщаемый реактор
e) Подвижная активная зона реактора
В сварочной цепи протекание тока регулируется индуктором, расположенным между электродом и трансформатором, ток может изменяться путем изменения индуктивности.Для контроля тока во время сварки необходимы средства изменения этой индуктивности.
а) Реактор с втулкой
б) Реактор с подвижной активной зоной
в) Реактор насыщающегося типа
Сводка
Название изделия
Вольт-амперные характеристики сварочного аппарата
Автор
Рамакант Шарма
Описание
VI характеристики сварочного аппарата имеют большое влияние на процесс сварки, поскольку различные сварочные процессы используют сварочные установки с другая характеристика VI.
Сварка: значение, характеристики и конструкция | Отрасли
В этой статье мы обсудим следующее: — 1. Значение сварки 2. Преимущества сварки перед другими соединениями 3. Сварочное излучение 4. Свариваемость металлов 5. Этапы выполнения сварки 6. Характеристики 7. Зона термического влияния (HAZ) в Сварка 8. Последние тенденции 9. Дизайн 10. Контроль качества 11. Проверка окончательных сварных швов и некоторых других.
В комплекте:
- Значение сварки
- Преимущества сварки перед другими соединениями
- Сварочное излучение
- Свариваемость металлов
- Этапы выполнения сварки
- Характеристики сварочного процесса
- Зона термического влияния (HAZ) при сварке
- Последние тенденции в сварке
- Конструкция под сварку
- Контроль качества сварки
- Контроль окончательных сварных швов
- Сварка и области ее применения
- Компьютеризация сварочной техники
- Здоровье и безопасность при сварке
- Аттестация процедур сварки, работы сварщиков и сварочных материалов
1. Значение
Значение
Термин «сварка» используется для обозначения широкого диапазона методов соединения. В широком смысле процесс сварки можно разделить на сварку плавлением и сварку в твердой фазе.
Сварка плавлением — это процесс соединения двух металлических частей под воздействием тепла. Две соединяемые детали помещают вместе, нагревают, часто с добавлением присадочного металла, до тех пор, пока они не расплавятся, и не затвердеют при охлаждении.
Тепло может развиваться несколькими способами, а именно.сжигание топливного газа с кислородом (кислородно-ацетиленовая газовая сварка), электрическая дуга, резистивный нагрев, плазменная дуга, электронные лучи, лазерный луч и т. д. Наряду с применением тепла в некоторых случаях также применяется давление, чтобы улучшить действие присоединения.
Для дополнительной прочности иногда используется также присадочный материал. Это очень старое искусство, и оно началось со соединения металлов путем их нагрева до очень высокой температуры (которой достаточно для образования сцепления), а затем молотком.
Различные способы приложения давления для сварки — это молоток и прокатка. При сварке без приложения давления металлы переводятся в жидкое состояние и соединяются некоторым присадочным материалом.
Твердофазные сварные швы производятся путем приведения чистых поверхностей компонентов в плотный контакт для получения металлического соединения с применением тепла или без него, но приложение давления необходимо для создания пластического течения.
В наши дни разработано множество процессов сварки, и, вероятно, нет отрасли, которая в той или иной форме не использовала бы сварочный процесс при производстве своих изделий.Это самый быстрый и простой способ изготовления и сборки металлических деталей.
Исследования, проведенные в этой области, дали различные способы и методы сварки практически всех металлов. Также найдены средства для сварки разнородных металлов. Одно из преимуществ сварки по сравнению с другими процессами соединения металлов заключается в том, что с помощью этого процесса мы можем получить более 100% прочности соединения, и это очень простой процесс.
Мы будем иметь дело со всеми различными процессами сварки, используемыми в наши дни, оборудованием, используемым для каждого процесса, и способами подготовки стыка, а также различными необходимыми операциями.
В настоящее время сварка широко используется в следующих областях:
и. Автомобильная промышленность,
ii. Шпангоуты авиационных машин,
iii. Строительные работы,
iv. Танки,
в. Машиностроительный завод,
vi. Судостроение, изготовление трубопроводов на ТЭС и НПЗ,
vii. Изготовление металлоконструкций.
В настоящее время существует большая конкуренция между сваркой и процессом литья.
В настоящее время многие литые изделия изготавливают путем сварки различных частей. Такая конструкция имеет то преимущество, что изделия легче и прочнее. Газовая резка — еще одна область применения сварочного процесса, играющая очень важную роль в промышленности.
2. Преимущества сварки перед другими соединениями
Преимущества сварки перед другими соединениями
и. Здания, мосты и сооружения можно строить легче и, следовательно, выше за счет уменьшения веса.
ii. Они дешевы также из-за уменьшения веса и стоимости материала. Дополнительную прочность соединения можно получить, используя конструктивные элементы значительно меньшего размера. Стыки компактные и не требуют дополнительных пластин, как в случае клепаных соединений.
iii. Сварные соединения обладают повышенной коррозионной стойкостью по сравнению с болтовыми и клепанными соединениями.
iv. Сварные соединения резервуаров и сосудов герметичны.
v. Сварные конструкции можно легко и экономично переделать.
vi. В сварных соединениях возможно множество различных типов соединений.
3. Сварочное излучение
: Сварка производит лучи с большей длиной волны по сравнению с рентгеновскими лучами или гамма-лучами. Их можно разделить на видимые, инфракрасные и ультрафиолетовые лучи. Излучаемые видимые световые лучи могут вызывать усталость глаз и общий дискомфорт.
Излучаемые видимые световые лучи могут вызывать усталость глаз и общий дискомфорт.
Ультрафиолетовые лучи невидимы и могут вызвать ожоги незащищенной кожи.Инфракрасные лучи имеют более длинную волну, и они выделяют тепло при попадании на поверхность и поглощаются ею. Продолжительное воздействие может вызвать ожоги кожи.
Защита сварщиков :
Сварщики должны защищать себя от искр, горячего металла, ультрафиолетовых, инфракрасных и видимых лучей, сварочного дыма и других опасностей. Сварщик должен носить сварочную куртку или рукава из кожи или джинсовой ткани, кожаные леггинсы, кожаные сварочные перчатки, плотно прилегающие к рукавам куртки, и высокие ботинки.Одежда должна быть достаточно плотно прилегающей, чтобы голая кожа не подвергалась воздействию искр или ультрафиолетовых лучей. Необходимо надевать защитные очки или очки с защитными линзами с боковыми щитками.
Сварные соединения :
Тип соединения определяется относительным положением двух соединяемых деталей. Существует около пяти основных типов соединений, наиболее часто используемых в сварочных процессах. Они включают стыковые соединения, соединения внахлест, тройники, угловые соединения и краевые соединения.
Существует около пяти основных типов соединений, наиболее часто используемых в сварочных процессах. Они включают стыковые соединения, соединения внахлест, тройники, угловые соединения и краевые соединения.
Последние четыре типа также называются угловыми швами. Подготовка кромок обычно не требуется, поэтому их дешевле производить, чем стыковые швы. На рис. 9.8 (a) показаны различные типы угловых швов, а на рис. 9.9 (b) показана терминология, используемая для угловых швов.
Угловые швы не требуют подготовки кромок. Можно отметить, что одинарный угловой сварной шов является достаточно прочным, поскольку сплавление происходит по всей толщине листа.
Сварные детали:
Фиг.9.9 (a) и 9.9 (b) показывают все части сварного шва и используемую терминологию.
Символ сварки:
Согласно Американскому сварочному обществу (AWS), стандартный символ сварки и важные особенности символа сварки показаны на рис. 9.10. В нем указывается тип и спецификация сварного шва.
9.10. В нем указывается тип и спецификация сварного шва.
Основные обозначения сварных швов для различных типов сварных швов:
Фиг.9.11 (b) ниже показано, как использовать эти символы сварки.
4. Свариваемость металлов
:Термин «свариваемость» определен Американским сварочным обществом как «способность металла свариваться в условиях изготовления, налагаемых на конкретную, соответствующим образом спроектированную структуру, и удовлетворительно работать в предполагаемой эксплуатации» .
Это означает, что, если конкретный металл имеет хорошую свариваемость, он должен легко свариваться, чтобы удовлетворительно работать в изготовленной конструкции, а также не должен требовать дорогостоящих или сложных и требовательных процедур для получения надежных соединений.
Есть определенные сходства и различия между различными сварочными процессами в зависимости от свариваемости металлов. Свариваемость любого металла может быть изменена за счет физических, химических, термических и металлургических свойств, то есть путем использования надлежащей процедуры сварки, защитной атмосферы, флюсового материала, присадочного материала и, в некоторых случаях, надлежащей термической обработки металла до и после наплавки.
Свариваемость любого металла может быть изменена за счет физических, химических, термических и металлургических свойств, то есть путем использования надлежащей процедуры сварки, защитной атмосферы, флюсового материала, присадочного материала и, в некоторых случаях, надлежащей термической обработки металла до и после наплавки.
В порядке убывания хорошую свариваемость имеют следующие металлы:
а.Утюг,
г. Углеродистая сталь,
г. Стальное литье,
г. Чугун,
e. Низколегированные стали и
ф. Нержавеющие стали.
5. Этапы выполнения сварки
:и. Идентификация сварных швов, типа соединения, расчет площади сварного шва путем анализа напряжений, подготовка чертежа с указанием всех важных характеристик.
ii. Выбор подходящего процесса сварки в зависимости от наличия оборудования, квалификации персонала, металлургических требований и требований к качеству, доступного времени и общей экономии.
iii. Методика сварки, а именно. последовательность сварки (резка, очистка пластин, подготовка кромок и т. д.), использование приспособлений и приспособлений, сборка, планирование процесса, методы испытаний и т. д.
iv. Выполнение сварочных работ с надлежащим контролем и осмотром на всех этапах.
v. Удаление шлака, правка сварных швов.
vi. Снятие стресса правильным лечением.
vii. Контроль, предпочтительно неразрушающими методами для определения размеров, металлургии, обнаружения трещин и т. Д.
viii. Усовершенствования на будущее, основанные на обратной связи от существующих систем, чтобы избежать дефектов.
6. Характеристики процесса сварки
:а. Скорость осаждения:
Масса наплавленного металла (кг) за заданный период времени (час).
г. Эффективность наплавки (также называемая эффективностью электрода при дуговой сварке):
Отношение нанесенного веса к весу плавки. Он составляет порядка 60–75% для дуговой сварки в среде защитного металла, 85–90% для дуговой сварки порошковой проволокой, 90–95% для дуговой сварки металлическим электродом в газе, 90–100% для дуговой сварки вольфрамовым электродом в среде газа и около 95% для дуговой сварки. сварка под флюсом.
Он составляет порядка 60–75% для дуговой сварки в среде защитного металла, 85–90% для дуговой сварки порошковой проволокой, 90–95% для дуговой сварки металлическим электродом в газе, 90–100% для дуговой сварки вольфрамовым электродом в среде газа и около 95% для дуговой сварки. сварка под флюсом.
г. Фактор эксплуатации:
Это отношение общего фактического времени сварки ко времени, которое оператор затрачивает на выполнение сварки. Он составляет порядка 20–30% для дуговой сварки в защитных слоях металла и дуговой сварки вольфрамовым электродом, 50% для дуговой сварки металлическим электродом в газе (ручной) и 100% для автоматической газовой сварки металлическим электродом и сварки под флюсом.
г. Проникновение:
Это важная характеристика сварки плавлением и представляет собой отношение ширины сварного шва к его глубине. Он составляет порядка 1,25 для газовой дуговой сварки, 2,5 для дуговой сварки в защитных слоях металла, 5 для плазменной сварки и 15 для электронно-лучевой сварки.
Сварочный процесс с большей проникающей способностью требует узкой канавки, меньшей зоны термического влияния и деформации, а также меньшего расхода присадочного металла.
эл. Скорость сварки:
Скорость, с которой электрод перемещается или происходит осаждение.
ф. Тепловая нагрузка:
Выражается как:
Оно составляет порядка 0,1–0,6 для электронно-лучевой сварки и лазерной сварки, от 0,3 до 1,5 для дуговой сварки вольфрамовым электродом в газовой среде, от 0,5 до 3 для дуговой сварки металлическим электродом в среде защитного газа и дуговой сварки в защитных слоях, 1–10 для дуговой сварки под флюсом и 5—50 для электрошлаковой сварки.
г. Плотность мощности:
Это теплоемкость, выраженная в Вт / м 2 . Проникновение сварного шва пропорционально удельной мощности.
Имеется порядка 5 x 10 6 до 5 x 10 8 Вт / м 2 для дуговой сварки в защитных оболочках и газовой дуговой сварки, 5 x 10 6 — 5 x 10 10 Вт / м 2 для плазменно-дуговой сварки, 10 10 до 10 12 Вт / м 2 для процессов электронно-лучевой и лазерной сварки.
7. Зона термического влияния (HAZ) при сварке:
ЗТВ стали — это область, нагретая от температуры AC 1 до температуры чуть ниже температуры плавления. Во время сварки плавлением материал, прилегающий к сварному шву, испытывает большие тепловые колебания.
Некоторые металлургические изменения в ЗТВ действительно происходят. Это могут быть основные фазовые изменения матрицы или процесс осаждения. Даже в материалах, не показывающих фазовых превращений или выделений во время сварки, могут происходить рекристаллизация и рост зерна.
ЗТВ играет важную роль в определении холодного растрескивания сварного шва, ударной вязкости, водородной хрупкости, коррозионного растрескивания под напряжением и т. Д. В суровых условиях эксплуатации. Поэтому желательно подробное изучение ЗТВ.
Ширину ЗТВ можно оценить по пиковым температурам, полученным экспериментально в дискретных точках от центральной линии сварного шва. Изменение микроструктуры в разных зонах сварки можно увидеть по фото- макро- и микрофотографиям.
Термические циклы, связанные с дуговой сваркой и сваркой под флюсом, создают зону термического влияния (ЗТВ). Наблюдались некоторые случаи растрескивания при повторном нагреве в этих зонах. Таким образом, считается, что это нарушает целостность компонента.
Однако с улучшенными основными металлами и процедурами сварки (низкое тепловложение 20 кДж / см, малый угол атаки, высокое перекрытие и использование метода отпускных валиков на сварном башмаке) можно обеспечить преобладающую мелкозернистую микроструктуру. в ЗТВ стыкового шва.Эта тонкая структура при резкой закалке в термическом цикле сварного шва и отпуске после термообработки (PWHT) достигает высокого уровня ударной вязкости.
8. Последние тенденции в сварке:
Разрабатывается модель процесса газовой дуговой сварки, которая связывает геометрию сварочной ванны с током, напряжением, скоростью подачи проволоки и скоростью сварки. Разрабатывается усовершенствованная с помощью лазера электрооптическая камера для получения изображения сварочной ванны и электродной проволоки с почти полным подавлением света дуги.
Разрабатывается ультразвуковой преобразователь, который будет размещен рядом со сварочной горелкой для обеспечения прямых измерений плавления боковых стенок и проплавления сварочной ванны. Он также будет обнаруживать пористость, отсутствие плавления и трещины в сварных швах в режиме байпаса.
9. Конструкция под сварку:
Для получения наилучших результатов при проектировании сварки любого стыка следует учитывать следующие моменты.
1.Поверхности, которые должны быть соединены с помощью любого сварочного процесса, должны быть достаточно чистыми, чтобы обеспечить контакт чистых металлических поверхностей.
2. Флюсы должны использоваться при сварке всех типов металлов, кроме низкоуглеродистой стали, чтобы оксид, образующийся при нагреве, растворялся и можно было получить надежные сварные соединения.
3. Выбор сварных соединений должен быть таким, чтобы удовлетворять требованиям конструкции, стоимости и практичности сварки.
Конечно, лучший стык — это тот, который является наименее дорогим и удовлетворяет следующим критериям:
(а) Интенсивность нагрузки и ее характеристики i.е. создается ли нагрузка растяжением, сжатием или их комбинацией, и в какой степени изгиб, усталость или ударные напряжения играют роль.
(b) Эффект коробления при охлаждении и легкость сварки — оба фактора влияют на внешний вид соединения.
(в) Стоимость подготовки стыка и фактическая стоимость сварки.
(d) Требуемое мастерство и тип навыков.
4. При условии, что физические свойства металла сварного шва равны или превосходят свойства основного металла, что обычно верно, правильно выполненные сварные швы с канавками не следует армировать сверх минимальной глубины горловины.
5. Количество сварки, указанное для сварной конструкции, должно быть минимальным, т. Е. Соответствовать напряжениям, допустимым в составных частях, таких как основной металл, болты и другие крепежные детали.
6. Поскольку сварка в плоском положении обычно происходит быстрее и вызывает меньшую усталость, чем сварка в других положениях, конструкцию следует проектировать или располагать соответствующим образом во время сварки, где это практически возможно.
7. Все сварные швы должны быть легкодоступными, чтобы облегчить изготовление, испытания и ремонт при минимальном обращении.
10. Контроль качества сварки:
Для успешности сварных швов контроль качества заслуживает большего внимания. Руководство по контролю качества, подробно описывающее каждый этап контроля качества до, во время и после изготовления продукта, должно быть подготовлено, чтобы гарантировать, что не будет сделано никаких сокращений, а для получения качественных сварных швов используется надлежащее оборудование и методы.
Инспектор по сварке должен позаботиться о следующих моментах:
и.Убедитесь, что все работы выполняются в соответствии с применимыми нормами и стандартами и не допускаются отклонения.
ii. Убедитесь, что неблагородные металлы и присадочные металлы (электроды, проволока и т. Д.) Соответствуют техническим характеристикам и содержатся в надлежащем состоянии.
iii. Убедитесь, что сварочные машины и оборудование находятся в подходящем состоянии для получения приемлемых сварных швов.
iv. Убедитесь, что сварщики имеют достаточный опыт и квалификацию для выполнения работы.
v. Убедитесь, что подготовка и подгонка стыков соответствуют указанным на чертежах и находятся в пределах допусков.
vi. Осмотрите, оцените и отметьте все сварные соединения с минимальным визуальным контролем.
vii. Просмотрите и оцените разрушающие и неразрушающие испытания.
viii. Убедитесь, что сварщики используют указанные методы для заданных приложений, положений или электродов.
ix. Вести необходимые записи и отчеты.
11. Проверка окончательных сварных швов:
Следующие особенности требуют проверки:
а. Для угловых швов:
Для угловых швов:
и. Длина ножки (разница в длине ножек на равнополочных галтелях не должна превышать 3 мм).
ii. Выпуклость кромки шва (обычно допускается выпуклость заподлицо до 2,5 мм).
iii. Длина сварного шва.
г. Для сварных швов с разделкой кромок:
и. Проникновение в корне для полного сплавления (в корне не должно быть видно заводской кромки или несваренной кромки).
ii. Выпуклость кромки сварного шва (обычно допускается 3 мм).Кроме того, необходимо проверить угловые швы и швы с разделкой кромок на предмет следующих сварочных дефектов.
iii. Трещины — подрез — чрезмерное разбрызгивание — пористость — под заливкой.
Дефекты сварного шва оцениваются по следующим трем определяющим факторам: тип (включения шлака, трещины и т. Д.), Размер (небольшие включения шлака размером 2 мм допускаются, но больше не принимаются) и местоположение (разрывы на углах или концах сварных швов являются серьезными. ).
12. Сварка и области ее применения:
Первоначально экономическая важность сварки понималась в основном для ремонта и утилизации всех видов изношенного и поврежденного металлического оборудования и деталей.
Экономия и улучшения, вызванные новейшими технологиями резки и сварки, сделали их выдающимся инструментом для производства, строительства и технического обслуживания.
Некоторые из его приложений перечислены ниже:
и. Замена отливки:
Разнообразные детали машин, изготовленные методом литья, в настоящее время проектируются и изготавливаются в виде сварных конструкций. Основание оборудования, рамы и кронштейны изготавливаются из стандартных стальных профилей и катаных листов и соединяются с помощью любого из сварочных процессов.
ii. Замена клепки и болтов:
Сварка день ото дня приобретает все большее значение при соединении металлов, поскольку она дает быстрые и надежные соединения, и в то же время соединяемая конструкция легче по весу.
iii. Сварка как единственное средство производства:
Сварка — единственное решение в тех случаях, когда оборудование должно быть изготовлено из стальных листов, толщина которых больше, чем у пластин, соединенных заклепками и конопаткой.
Практическое применение сварки в производстве, строительстве и обслуживании:
Сварка успешно применяется в авиационной промышленности при строительстве и обслуживании авиационных двигателей и принадлежностей, кожухов котлов, сосудов и резервуаров высокого давления, мостов, производства кранов, строительных конструкций, режущих инструментов и штампов, землеройного оборудования, печей и котлов. .
13. Компьютеризация сварочной техники:
Прежде чем выбрать требуемый метод сварки и параметры сварки, инженер-сварщик должен проделать много трудоемкой работы.Компьютерный подбор параметров сварки, несомненно, поможет ему улучшить качество, подобрать оптимальные параметры, снизить затраты, повысить надежность расчета. Информацию и истории болезни можно хранить в более компактной форме и, таким образом, можно наилучшим образом использовать прошлый опыт.
Информацию и истории болезни можно хранить в более компактной форме и, таким образом, можно наилучшим образом использовать прошлый опыт.
Инженер-сварщик вначале рассчитывает объем шва, который необходимо заполнить сварочным металлом, поскольку это контролирует затраты на сварку. Любую температуру предварительного нагрева, которую следует использовать для предотвращения растрескивания металла шва или ЗТВ, можно рассчитать с учетом химического состава, геометрии соединения, водородного потенциала и т. Д.известны.
При прочих равных условиях необходимость предварительного нагрева влияет на стоимость. Можно отметить, что очень важна программа для прогнозирования предварительного нагрева, необходимого для предотвращения образования трещин, вызванного водородом. Растрескивание, вызванное водородом, является наиболее опасным дефектом, поскольку этот дефект возникает через несколько дней после сварки и, следовательно, может не обнаруживаться вскоре после сварки.
Также возможно выполнить процедуру сварки с помощью компьютера, зная углеродный эквивалент свариваемого материала и допустимый уровень твердости в ЗТВ или металле шва.
Также важна оценка расходных материалов, необходимых для данной конфигурации соединения. Количество закупаемых расходных материалов определяется количеством наплавленного металла шва.
При расчете объема стыка требуются такие данные стыка, как толщина материала, угол скоса, корневой зазор, выступ, радиус кривизны и т. Д.
Входными данными, необходимыми для оценки расходных материалов, являются код материала, код процесса сварки, код типа соединения, толщина материала и длина соединения.Компьютер предоставляет такую информацию, как размер электродов, размер присадочной проволоки, количество проходов и общее количество расходных материалов.
Программа для расчета температуры предварительного нагрева написана в интерактивном режиме, чтобы компьютер мог направлять новичка инструкциями. Входными данными для расчета температуры предварительного нагрева являются химический состав материала, водородный потенциал процесса, толщина отдельных швов и энергия дуги.
В качестве альтернативы, если предварительный нагрев может быть установлен для заданной комбинированной толщины, программа может отображать пределы энергии дуги.Таким образом, на компьютере можно опробовать различные комбинации предварительного нагрева и энергии дуги, чтобы получить безопасную и экономичную процедуру сварки.
14. Здоровье и безопасность в сварке:
Каждый сварщик должен знать об опасностях для здоровья, таких как пожары, взрыв, поражение электрическим током, ожоги, промывка сварщика, истощение кислорода, токсичные пары / газы / частицы / пары, радиация, спотыкания и падения, и принимать соответствующие меры и меры для защиты от них. опасности.
Воздействие сварочного дыма может вызвать раздражение глаз, грудной клетки, дыхательных путей, воспаление легких. Газы и частицы в сварочном дыме могут быть токсичными или нетоксичными. В то время как частицы размером более 5 мкм фильтруются через нос и выдыхаются менее 0,1 мкм, частицы размером от 0,1 до 5 мкм остаются в легких. Максимально допустимая концентрация (ПДК) в целом составляет 6 мг / м3. Оборудование для удаления сварочного дыма помогает снизить концентрацию. Используйте паспорта безопасности материалов для определения опасных материалов, используемых при сварке. E.грамм. используйте серебряные припои без кадмия, электроды без асбеста.
Максимально допустимая концентрация (ПДК) в целом составляет 6 мг / м3. Оборудование для удаления сварочного дыма помогает снизить концентрацию. Используйте паспорта безопасности материалов для определения опасных материалов, используемых при сварке. E.грамм. используйте серебряные припои без кадмия, электроды без асбеста.
Ультрафиолетовое излучение, испускаемое сваркой, реагирует с кислородом и азотом в воздухе с образованием озона и оксидов азота. Даже концентрация 0,2 мг / м 3 вредна и вызывает раздражение носа и горла и серьезные заболевания легких.
При сварке также существует опасность поражения электрическим током, даже если источник сварки работает при низком напряжении. Чтобы изоляция электрододержателя и кабеля оставалась на высоком уровне, они должны быть сухими и в хорошем состоянии.Машины должны соответствовать стандартам безопасности. Все машины с подвижной частью должны быть защищены для безопасности рабочих. Следите за тем, чтобы в зоне сварки не было оборудования, кабелей, шлангов и т. Д., Чтобы не споткнуться и не упасть.
Д., Чтобы не споткнуться и не упасть.
Интенсивный свет и излучение (видимое, УФ и ИК) могут повредить сетчатку / роговицу глаза. Используйте автозатемняющий шлем, сварочную шторку и звукоизоляционную шторку для безопасности сварщиков и других людей. Все сварочные процессы требуют защитных мер. Наденьте вытяжной колпак над заготовкой, чтобы не допустить попадания паров и газов на рабочих.Используйте соответствующую вентиляцию и сварочный шлем с избыточным давлением.
Техника безопасности, которую необходимо соблюдать при сварке:
и. Используйте средства индивидуальной защиты для защиты глаз, ушей, легких и всех частей тела. Никогда не используйте масло для сварочного оборудования. Никогда не сваривайте и не режьте емкости, содержащие горючие материалы. Никогда не сваривайте окрашенные / покрытые детали. Правильно закрепите баллон и правильно откройте клапаны.
ii. Тщательно установите рабочее давление и зажгите пламя одобренной зажигалкой.Управляйте вспышкой назад и назад. Обработайте горячие металлы плоскогубцами / клещами. Проверьте соединения на предмет утечки газов и никогда не курите рядом с баллонами. Никогда не покидайте рабочую зону, не закрыв клапаны баллонов.
Обработайте горячие металлы плоскогубцами / клещами. Проверьте соединения на предмет утечки газов и никогда не курите рядом с баллонами. Никогда не покидайте рабочую зону, не закрыв клапаны баллонов.
iii. Обеспечьте соответствующую вентиляцию для работы в ограниченном пространстве. Газовые баллоны / источник сварочного тока следует размещать вне замкнутого пространства в безопасном положении.
iv. При сварке в ограниченном пространстве используйте воздушный респиратор.
v. Использовать сварочные завесы и звукоизоляционные перегородки и защитные завесы.
vi. Сварочные кабины должны быть окрашены матовым покрытием, не отражающим ультрафиолетовые лучи.
vii. Удалите все легковоспламеняющиеся или горючие материалы перед зажиганием дуги или пламени.
viii. Не работайте в одном положении в течение длительного времени и пользуйтесь подставкой для ног, если продолжительное время стоите.
15. Аттестация процедур сварки, работы сварщиков и сварочных материалов:
Аспект аттестации технических требований к процедуре сварки (WPS), протокола аттестации процедуры сварки (PQR), аттестации сварщиков и аттестации сварочных материалов очень важен для обеспечения требуемого качества сварки. В этом отношении нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
В этом отношении нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
Спецификация процедуры сварки (WPS) — это письменная процедура, подготовленная для предоставления инструкций по выполнению производственных сварных швов в соответствии с национальными нормами, и ее цель — определить, что сварная деталь, предлагаемая для строительства, способна обеспечить требуемые свойства для предполагаемого применения. Конечно, сварщик должен быть квалифицированным мастером, и при выборе нельзя идти на компромиссы. WPS включает как существенные, так и второстепенные переменные с допустимыми диапазонами.
Протокол аттестации процедуры сварки (PQR) представляет собой запись сварочных данных, используемых для сварки испытательного образца, и включает переменные, записанные во время сварки, а также результаты различных проведенных испытаний.
Аттестация сварщиков гарантирует, что квалифицированные сварщики, использующие утвержденные процедуры сварки, способны разработать минимальные требования, указанные для приемлемой сварки.
проходят испытания под полным контролем и контролем производителя.Квалификация сварщиков ограничена существенными параметрами, указанными для каждого процесса сварки для каждого типа сварного шва и положения.
Аттестационные испытания предназначены для определения способности сварщиков выполнять качественные сварные швы.
Аттестация сварочных материалов, таких как сварочные электроды и присадочные материалы, проводится в соответствии с ASME-Section II-Part-C.
Зависимость постоянного тока от постоянного напряжения на выходе
У меня дома есть небольшой сварщик MIG.Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие машины могут использоваться для обеих? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них. Значит ли это, что их можно использовать с любым сварочным аппаратом?
Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики.С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются.Источник питания контролирует дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Следует также отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Источники питания скорее отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке. Ток влияет на скорость плавления или расход электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение контролирует длину сварочной дуги, а также ширину и объем дугового конуса.По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами. Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами. Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость, с которой электрод подается в соединение (известная как скорость подачи проволоки (WFS)), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью.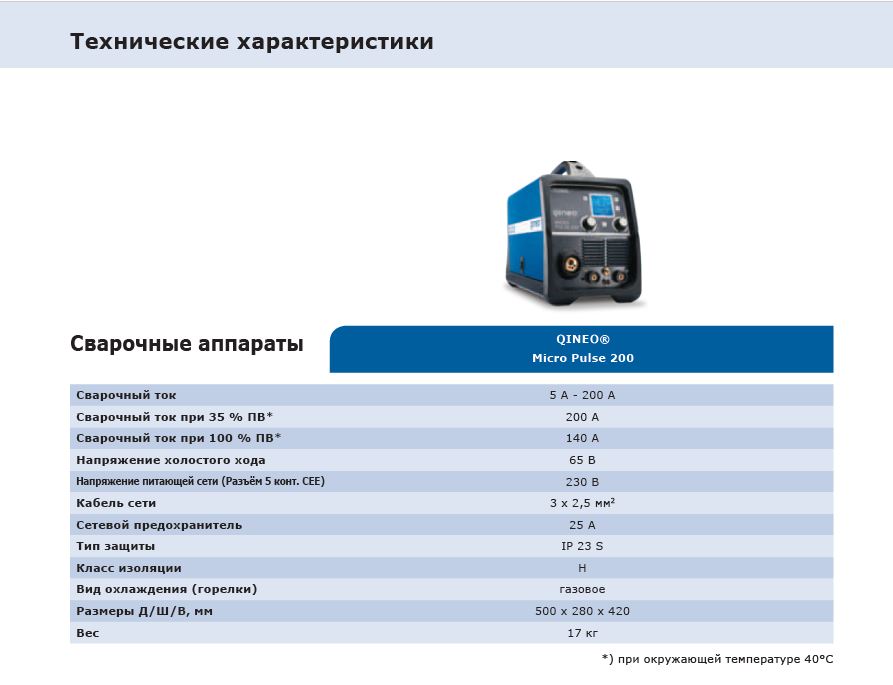 Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводную информацию о рекомендуемых типах выхода в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов.Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штучной сваркой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Сварочную дугу можно создать с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы управляете всеми переменными вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Электрод должен плавиться с постоянной скоростью, чтобы можно было подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. Вам постоянно нужно было бы изменять скорость, с которой вы вставили электрод в соединение.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще контролируете многие параметры сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно в сторону контактного наконечника. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания, также распространена полная автоматизация процессов сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, условия дуги меняются меньше. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известная как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно было использовать с большой существующей базой источников питания CC, уже используемых в полевых условиях (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т. е.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
е.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой наплавки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла.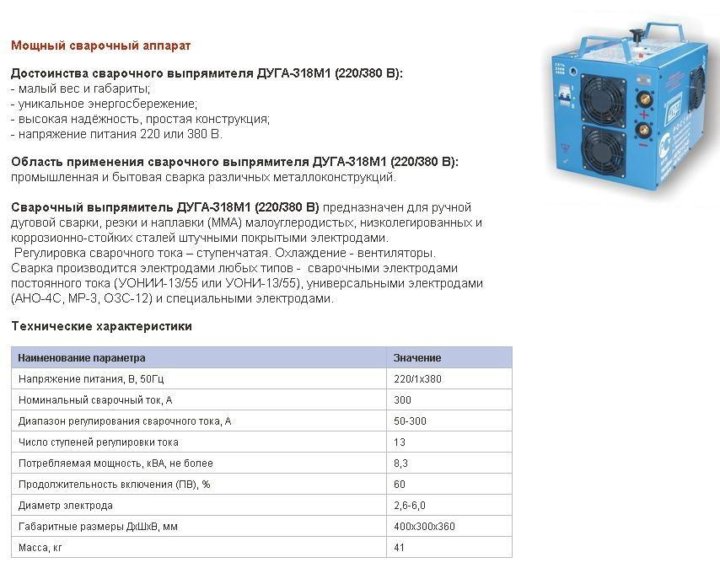 Однако стабильность дуги по-прежнему очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу.
Однако стабильность дуги по-прежнему очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная струйная дуга MIG, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу.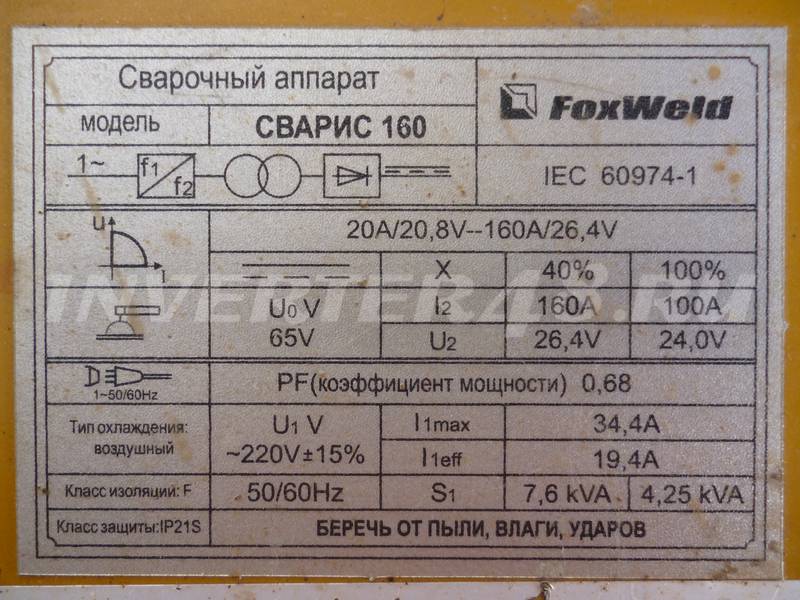 Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для сварки FCAW-G общего назначения, а также для сварки струйной дугой и импульсной сваркой MIG со струйной дугой, он не рекомендуется для качественной работы.
Выбор подходящего сварочного аппарата
В наши дни сварка по-прежнему требует больших усилий и требует физических усилий. Проверенные и опробованные процессы являются нормой, и большинство сварщиков (да и их работодатели) чувствуют себя комфортно. Однако, когда мы немного отступаем и анализируем, каким должен быть результат, иногда новые процессы и методы становятся более привлекательными, читайте дальше…
Поскольку в прошлом месяце был объявлен Национальный месяц сварки , мы как никогда благодарны клиентам, которым мы стремимся обеспечить быструю, экономичную и высококачественную поддержку и продукцию. Наше видение — предоставить сварщикам высококлассные инструменты, чтобы мы могли помочь сохранить производительность и прибыльность отрасли.
Наше видение — предоставить сварщикам высококлассные инструменты, чтобы мы могли помочь сохранить производительность и прибыльность отрасли.
В PWP Industrial мы знаем, насколько важно выполнять задачи в соответствии с высочайшими стандартами, поэтому мы осознаем, насколько важно выбрать правильного сварщика для выполнения своей работы.
Что нужно учитывать при выборе сварочного аппарата
При выборе правильной технологии сварки необходимо учитывать множество факторов.Прежде всего, важно знать требования к работе, для которой вы будете использовать сварщика. Это может включать материалы, местоположение, пространственные удары и имеющиеся навыки.
Сварочные аппараты и технологии значительно продвинулись за последние 20 лет. Это усложняет и упрощает процесс отбора. Профессиональный сварочный персонал проходит путь от высококвалифицированных мастеров до высококвалифицированных сотрудников, а также от высокотехнологичных сварочных аппаратов текущего поколения.
Поскольку большинство сварочных аппаратов переходит с циферблата на цифровые, сварщики в этой профессии должны рассматривать свою адаптацию к новым, простым в использовании интерфейсам как собственное преимущество.
Возможность доверять качеству вашей сварочной продукции обеспечивает безопасность и уверенность при выполнении работы. Аппараты Fronius обеспечивают адаптируемость, которая необходима сварщикам в современную эпоху для создания смелых и хорошо выполненных проектов, превосходящих ожидания.
Виды сварочных процессов
Сварка — это навык.Не каждый может выйти на площадку и выполнить сварочные работы. Знание ограничений, преимуществ и недостатков, а также того, где купить высококачественные сварочные аппараты , всегда будет иметь решающее значение для успеха проекта.
Знание ограничений и достижений вашего проекта позволит вам понять, что вам нужно от сварщика, будь то эффективность, пространство или мощность. Знание толщины, а также компонентов материала, который потребуется для работы, также является обязательным, поскольку не все сварщики подходят для всех металлов.
Знание толщины, а также компонентов материала, который потребуется для работы, также является обязательным, поскольку не все сварщики подходят для всех металлов.
Существует три основных процесса сварки (не только три), но для большинства проектов они являются наиболее адаптивными и эффективными:
Что такое сварка MIG?
Сварка MIG (также называемая газовой дуговой сваркой GMAW) на самом деле означает сварку металла в инертном газе, и это само по себе вводит в заблуждение, поскольку большая часть сварки MIG фактически является сваркой MAG (металл, активный газ) и поэтому иногда называется сварка MIG / MAG !! (следуйте за этим ?? — более подробная информация о различиях указана ниже).В настоящее время это наиболее часто используемый сварочный процесс, обеспечивающий высокую скорость и высокое качество сварки. Процесс может быть ручным, механизированным или роботизированным.
Так как же работает сварка MIG? При сварке MIG присадочный металл или проволока зажигают сварочную дугу при контакте с заготовкой. Расходуемая проволока продвигается механизмом подачи и перемещается в сварочную ванну со скоростью плавления. При правильной настройке продвижение проволоки поддерживает стабильную длину дуги i.е. постоянное расстояние сплошного конца проволоки от заготовки. Расплавленная сварочная ванна защищена от реактивного кислорода в воздухе «защитным газом», текущим через сопло горелки и над заготовкой. В результате кислород / воздух вытесняется этим защитным газом во время сварки и, следовательно, предотвращает окисление компонентов.
Расходуемая проволока продвигается механизмом подачи и перемещается в сварочную ванну со скоростью плавления. При правильной настройке продвижение проволоки поддерживает стабильную длину дуги i.е. постоянное расстояние сплошного конца проволоки от заготовки. Расплавленная сварочная ванна защищена от реактивного кислорода в воздухе «защитным газом», текущим через сопло горелки и над заготовкой. В результате кислород / воздух вытесняется этим защитным газом во время сварки и, следовательно, предотвращает окисление компонентов.
Существует три распространенных смеси защитных газов, используемых при сварке MIG или MAG, и все они обычно основаны на инертном газе, аргоне.
- Чистый аргон (настоящая сварка MIG!) — в основном используется только при сварке алюминия и его сплавов методом MIG.
- Смеси аргона и Co2 — сварка стали обычно выполняется с использованием смеси аргона и Co2 в защитных газах, это делает фактический процесс сварки MAG (Metal Active Gas), поскольку содержание Co2 влияет на процесс сварки, уменьшая разбрызгивание и повышая стабильность дуги
- Смеси аргона и гелия — Добавление гелия дает широкий и глубокий профиль проникновения. Гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25-75% гелия до 75-25% аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
 Гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25-75% гелия до 75-25% аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25-75% гелия до 75-25% аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.Преимущества сварки MIG:
- Учиться легко
- Высокая производительность сварки и наплавки
- Низкие затраты на присадочный металл и его пригодность
Однако сварка MIG может быть проблематичной на открытом воздухе, так как ветер может унести защитный газ, вызывая пористость в сварном шве из-за воздействия кислорода в воздухе.
PWP Industrial предлагает ряд высококачественных комплектов аппаратов для сварки MIG, которые обеспечивают решения для многих сценариев сварки, встречающихся на производстве. С опциями сенсорного экрана , доступными сейчас в некоторых моделях, поставляемые нами сварочные аппараты MIG находятся на переднем крае сварочных технологий благодаря адаптированному удобству и простоте использования, гарантируя, что этот и без того быстрый метод работает еще быстрее с большей воспроизводимостью. Функции заданий на машинах Fronius позволяют сохранять параметры после их установки в именованном формате для облегчения поиска и повторного использования.
Функции заданий на машинах Fronius позволяют сохранять параметры после их установки в именованном формате для облегчения поиска и повторного использования.
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа или Сварка TIG — это процесс сварки в среде защитного газа. Это также один из процессов сварки плавлением, который может использоваться везде, где требуется оптимальное качество и сварные швы без брызг.
СваркаTIG подходит для сварки нержавеющих сталей, алюминия , алюминия (для сварки алюминия требуется дуга переменного тока), меди, титана, тантала, вольфрама и никеля, вплоть до очень тонких листов.Он наиболее широко используется в производстве листового металла, трубопроводов и закрытых конструкций, а также в аэрокосмической отрасли!
Когда дело доходит до сварки TIG, ток исходит от вольфрамового электрода , удерживаемого в горелке. Электрод излучает дугу на заготовку, которая нагревается до температуры и разжижает окружающий материал (сварочные горелки TIG имеют сопло для направления защитного газа, который окружает электрод и течет по сварочной ванне). Важно обеспечить защиту вольфрамового электрода, поскольку вольфрам «вспыхивает» очень легко при таких температурах в присутствии кислорода.
Важно обеспечить защиту вольфрамового электрода, поскольку вольфрам «вспыхивает» очень легко при таких температурах в присутствии кислорода.
Инертный защитный газ обеспечивает защиту заготовки от реакции с кислородом в окружающем воздухе и позволяет выполнять сварные швы с высокой степенью целостности.
Вольфрамовый электрод , лежащий в основе сварки TIG, производит впечатление . Вольфрам имеет самую высокую температуру плавления из всех чистых металлов в периодической таблице, имея температуру плавления 3380ºC. Это гарантирует, что электрод не расплавится при возникновении дуги для расплавления заготовок.
Сварочные аппараты Fronius TIG созданы с учетом высочайшего качества, чтобы каждый раз обеспечивать фантастические и плавные результаты сварки. Благодаря разнообразию пакетов на выбор, правильный выбор сварочного аппарата TIG зависит от ваших требований. Fronius MW230 MV package — это портативное устройство переменного / постоянного тока, которое делает его фантастическим дополнением к постоянно развивающемуся сайту, поэтому его можно перемещать куда угодно.
Наш комплект Fronius TT230i DC предлагает такую же портативность и имеет такой же яркий ЖК-экран, на котором отображаются инструкции и задаются параметры, обеспечивая тесную взаимосвязь между человеком и машиной.
Преимущества сварки TIG:
- Без брызг при сварке
- Высококачественный внешний вид сварных швов
- Его универсальность для позиций и отличная отделка калибра
- Многие материалы можно сваривать без необходимости менять тип газа (аргон) и просто выбирать правильную присадочную проволоку.
Однако сварка TIG требует высокого уровня навыков и требует больше времени для завершения по сравнению с аналогичными процедурами.Он также не подходит для толстых заготовок и требует перед использованием гладких нержавеющих поверхностей. Тем не менее, сварка TIG обеспечивает выдающиеся результаты при должном уровне навыков и мастерства.
Что такое сварка стержневыми электродами?
Сварка стержневым электродом , или сварка стержневым электродом, традиционно была первой техникой дуговой сварки, с которой рабочие были ознакомлены и обучены. В этом есть навык, который приходит с практикой, но он предлагает более глубокое понимание других сварочных процессов, так что прогресс будет плавным.
В этом есть навык, который приходит с практикой, но он предлагает более глубокое понимание других сварочных процессов, так что прогресс будет плавным.
Этот процесс с использованием стержневого электрода имеет множество преимуществ по сравнению с ранее упомянутыми процессами. В принципе, электродной сваркой можно сваривать все материалы, за исключением некоторых.
Этот процесс в основном используется для строительства стали и трубопроводов, но также широко используется в торговле металлами и промышленности. MMA позволяет выполнять множество разнообразных сварных швов и положений, независимо от того, является ли это вертикальной или потолочной сваркой с высокой степенью целостности готового шва.
Еще одним преимуществом является то, что сварка MMA не требует использования защитного газа, поэтому этот метод сварки можно использовать на улице, даже в такую погоду, как ветер или дождь.
Для того чтобы этот процесс начал движение, контакт между стержневым электродом и заготовкой зажигает дугу. Из-за этого между двумя полюсами на долю секунды создается короткое замыкание, которое поддерживает протекание тока. Между ними горит дуга, которая создает необходимое тепло плавления, металлический сердечник стержня вплавляется в сварной шов, а покрытие из флюса плавится и плавает сверху, чтобы предотвратить контакт кислорода с расплавленным металлом.
Из-за этого между двумя полюсами на долю секунды создается короткое замыкание, которое поддерживает протекание тока. Между ними горит дуга, которая создает необходимое тепло плавления, металлический сердечник стержня вплавляется в сварной шов, а покрытие из флюса плавится и плавает сверху, чтобы предотвратить контакт кислорода с расплавленным металлом.
Низкое напряжение и высокая сила тока, необходимые для сварки MMA, делают ее благоприятной. Этот регулируемый и регулируемый источник питания означает, что факторы можно легко отслеживать. Сила тока — важнейший параметр качества сварки. Следовательно, она должна оставаться как можно более постоянной, даже если длина дуги изменится.
Из-за универсальности этого процесса сварки и качества сварного шва готового соединения неудивительно, что он используется так часто. Аппараты для ручной дуговой сварки , поставляемые компанией PWP Industrial , спроектированы так, чтобы излучать низкий уровень шума и делать жизнь сварщика максимально комфортной, с такими функциями, как горячий старт, когда мощность увеличивается на короткий промежуток времени, чтобы помочь начать процесс сварки. .
.
Следует отметить, что аппараты для ручной дуговой сварки должны использоваться в местах с хорошей вентиляцией или вытяжкой, так как может образовываться много дыма. Этот вариант сварки известен как самый медленный из трех, но он особенно подходит для более толстых участков. При предусмотрительности и планировании этот процесс не теряет своего удобства.
Почему выбирают сварщиков Fronius?
Fronius предлагает высококачественные сварочные решения, которые обладают широким диапазоном и разнообразием, чтобы удовлетворить спрос на различные проекты и требования.Поскольку каждый сварщик обладает уникальными качествами, важно провести тщательное исследование, чтобы убедиться, что вы выбрали машину, которая будет соответствовать ограничениям вашего проекта.
Компания Fronius считает себя пионером цифровой эпохи, поскольку является лидером в области технологий. Fronius находит, разрабатывает и внедряет инновационные методы контроля и управления энергией для сварочной техники, фотоэлектрических систем и зарядки аккумуляторов. Они прокладывают новые пути, пробуют что-то трудное и добиваются успеха там, где другим не удалось достичь того, что кажется невозможным.
Они прокладывают новые пути, пробуют что-то трудное и добиваются успеха там, где другим не удалось достичь того, что кажется невозможным.
Это означает, что каждая технология разработана таким образом, чтобы руководить правилами и спецификациями на каждом этапе, даже если они проложили себе путь в цифровой мир.
Имея это в виду, вы можете задаться вопросом, стоят ли сварщики Fronius каждой копейки . Проще говоря, машины Fronius предлагают полный спектр расширенных функций, а благодаря их прочной и долговечной конструкции и высоким техническим характеристикам вы можете быть уверены, что они не сдадутся и готовы выполнить свою работу.
Где купить сварщиков и сварочные материалы?
PWP всегда делает все возможное, чтобы «сделать что-то лучше». Вот почему у нас в наличии высококачественных продуктов, которых мы доверяем выполнению вашей работы. Мы обслуживаем Соединенное Королевство с помощью специализированной курьерской сети, которая предоставляет беспрецедентные услуги по доставке сварочных материалов, когда они вам понадобятся.
Обладая обширным ассортиментом, включающим от сварочных горелок до сварочных материалов , PWP без проблем предоставит вам необходимое оборудование.
Не сомневайтесь, ознакомьтесь с нашим ассортиментом сварочных аппаратов сегодня. Для получения дополнительных вопросов или запросов, свяжитесь с нами на 01234 345111 или по электронной почте [адрес электронной почты защищен] , чтобы поговорить с нашей дружной, знающей командой.
Биография автора:
Эта статья написана Ричардом Фрайером, партнером PWP Industrial с 24-летним опытом.
С энтузиазмом относясь к поддержке профессиональных сварщиков и демонстрируя историю поставок продукции для индустрии сварки и производства, Ричард является бесценным активом для PWP Industrial и вносит свой вклад в конечную цель предоставления инновационных решений. Связаться с Ричардом в Linkedin.
Дуговая сварка постоянным током: Maine Welding Company
Источник питания — это сердце всего процесса дуговой сварки. Два основных типа источников питания выражаются их вольт-амперными выходными характеристиками. В этом параграфе рассматривается машина постоянного тока. Другой источник питания, машина постоянного напряжения, обсуждается в параграфе 10-3. Кривая статической выходной характеристики, полученная обоими источниками, показана на рисунке 10-1.Характеристическая кривая сварочного аппарата получается путем измерения и построения графика выходного напряжения и выходного тока при статической загрузке аппарата.
а. Обычная машина известна как машина постоянного тока (CC) или тип переменного напряжения. Аппарат CC имеет характеристическую падающую вольт-амперную кривую (рис. 10-1) и много лет используется для дуговой сварки защищенного металла. Аппарат для дуговой сварки на постоянном токе имеет средства регулирования тока дуги. Он также имеет статическую вольт-амперную кривую, которая дает относительно постоянный выходной ток. Напряжение дуги при заданном сварочном токе зависит от скорости, с которой плавящийся электрод подается в дугу. Когда используется неплавящийся электрод, напряжение дуги зависит от расстояния от электрода до изделия. Аппарат для дуговой сварки постоянным током обычно используется в сварочных процессах, в которых используются электроды, удерживаемые вручную, плавящиеся электроды с непрерывной подачей или неплавящиеся электроды.Если длина дуги изменяется из-за внешних воздействий и возникают небольшие изменения напряжения дуги, сварочный ток остается постоянным.
Он также имеет статическую вольт-амперную кривую, которая дает относительно постоянный выходной ток. Напряжение дуги при заданном сварочном токе зависит от скорости, с которой плавящийся электрод подается в дугу. Когда используется неплавящийся электрод, напряжение дуги зависит от расстояния от электрода до изделия. Аппарат для дуговой сварки постоянным током обычно используется в сварочных процессах, в которых используются электроды, удерживаемые вручную, плавящиеся электроды с непрерывной подачей или неплавящиеся электроды.Если длина дуги изменяется из-за внешних воздействий и возникают небольшие изменения напряжения дуги, сварочный ток остается постоянным.
г. Обычный источник питания или источник постоянного тока (CC) может иметь выход постоянного или переменного тока. Он используется для дуговой сварки в среде защитного металла, дуговой сварки и строжки углем, дуговой сварки газом вольфрамом и плазменной дуги. Он используется для приварки шпилек и может использоваться для процессов непрерывной проволоки, когда используются относительно большие электродные проволоки.
г. Есть две системы управления для сварочных аппаратов на постоянном токе: аппарат с одним управлением и аппарат с двойным управлением.
(1) Машина с одним управлением имеет одну регулировку, которая изменяет выходной ток с минимального на максимальный, который обычно больше, чем номинальная мощность машины. Характеристическая вольт-амперная кривая показана на рисунке 10-2. Заштрихованная область — это нормальный диапазон напряжения дуги. Регулируя текущий контроль, можно получить большое количество выходных кривых.Пунктирными линиями показаны промежуточные регулировки машины. Для кранов или съемных машин количество крышек будет соответствовать количеству доступных смесителей или вставных комбинаций. Большинство трансформаторных и трансформаторно-выпрямительных машин — это сварочные аппараты с одним управлением. (2) Машины с двойным управлением имеют регуляторы тока и напряжения. У них есть две настройки: одна для управления грубым током, а другая — для точного регулирования тока, которая также действует как регулировка напряжения холостого хода.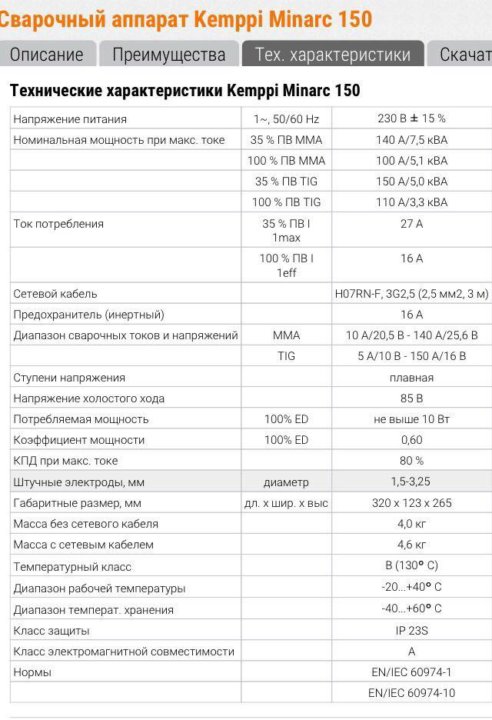 Генераторные сварочные аппараты обычно имеют двойное управление. Они предлагают сварщику максимальную гибкость для различных сварочных требований. Эти машины по своей сути имеют контроль наклона. Наклон характеристической кривой можно изменить с пологого на крутой в соответствии с требованиями сварки. На рис. 10-3 показаны некоторые из различных кривых, которые можно получить. Остальные кривые получены при промежуточных настройках напряжения холостого хода. Наклон изменяется путем изменения напряжения холостого хода с помощью ручки регулировки точного тока.Грубая настройка устанавливает выходной ток машины ступенчато от минимального до максимального тока. Регулятор точного тока изменяет напряжение холостого хода примерно с 55 до 85 вольт. Однако при сварке эта регулировка не влияет на напряжение дуги. Напряжение дуги контролируется сварщиком путем изменения длины сварочной дуги. Напряжение холостого хода влияет на возможность зажигания дуги. Если напряжение холостого хода намного ниже 60 вольт, зажечь дугу сложно.
Генераторные сварочные аппараты обычно имеют двойное управление. Они предлагают сварщику максимальную гибкость для различных сварочных требований. Эти машины по своей сути имеют контроль наклона. Наклон характеристической кривой можно изменить с пологого на крутой в соответствии с требованиями сварки. На рис. 10-3 показаны некоторые из различных кривых, которые можно получить. Остальные кривые получены при промежуточных настройках напряжения холостого хода. Наклон изменяется путем изменения напряжения холостого хода с помощью ручки регулировки точного тока.Грубая настройка устанавливает выходной ток машины ступенчато от минимального до максимального тока. Регулятор точного тока изменяет напряжение холостого хода примерно с 55 до 85 вольт. Однако при сварке эта регулировка не влияет на напряжение дуги. Напряжение дуги контролируется сварщиком путем изменения длины сварочной дуги. Напряжение холостого хода влияет на возможность зажигания дуги. Если напряжение холостого хода намного ниже 60 вольт, зажечь дугу сложно. (a) Различные наклоны, возможные для машины с двойным управлением, имеют важное влияние на сварочные характеристики дуги. Длина дуги может варьироваться в зависимости от техники сварки. Короткая дуга имеет более низкое напряжение, а длинная — более высокое. При короткой дуге (более низкое напряжение) источник питания вырабатывает больший ток, а при более длинной дуге (более высокое напряжение) источник питания обеспечивает меньший сварочный ток. Это показано на рисунке 10-4, на котором показаны три кривые дуги и две характеристические кривые сварочного аппарата с двойным управлением.Три дуговые кривые предназначены для длинной дуги, нормальной дуги, а нижняя кривая — для короткой дуги. Пересечение кривой дуги и характеристической кривой сварочного аппарата называется рабочей точкой. Рабочая точка постоянно меняется во время сварки. Во время сварки и без изменения управления на аппарате сварщик может удлинять или укорачивать дугу и изменять напряжение дуги с 35 до 25 вольт.
(a) Различные наклоны, возможные для машины с двойным управлением, имеют важное влияние на сварочные характеристики дуги. Длина дуги может варьироваться в зависимости от техники сварки. Короткая дуга имеет более низкое напряжение, а длинная — более высокое. При короткой дуге (более низкое напряжение) источник питания вырабатывает больший ток, а при более длинной дуге (более высокое напряжение) источник питания обеспечивает меньший сварочный ток. Это показано на рисунке 10-4, на котором показаны три кривые дуги и две характеристические кривые сварочного аппарата с двойным управлением.Три дуговые кривые предназначены для длинной дуги, нормальной дуги, а нижняя кривая — для короткой дуги. Пересечение кривой дуги и характеристической кривой сварочного аппарата называется рабочей точкой. Рабочая точка постоянно меняется во время сварки. Во время сварки и без изменения управления на аппарате сварщик может удлинять или укорачивать дугу и изменять напряжение дуги с 35 до 25 вольт. При одинаковых настройках машины короткая дуга (более низкое напряжение) является сильноточной.И наоборот, длинная дуга (высокое напряжение) — это дуга с меньшим током. Это позволяет сварщику контролировать размер лужи расплава во время сварки. Когда сварщик намеренно и ненадолго удлиняет дугу, сила тока уменьшается, дуга расширяется, и лужа замерзает быстрее. Количество расплавленного металла уменьшается, что обеспечивает контроль, необходимый для работы вне рабочего места. Этот тип управления встроен в обычные машины с постоянным током, одно- или двойное управление, переменного или постоянного тока. (b) С помощью аппарата с двойным управлением сварщик может настроить аппарат для большего или меньшего изменения тока при заданном изменении напряжения дуги.Обе кривые на рисунке 10-4 получены на машине с двойным управлением путем регулировки ручки точного управления. Верхняя кривая показывает напряжение холостого хода 80 В, а нижняя кривая показывает напряжение холостого хода 60 В.
При одинаковых настройках машины короткая дуга (более низкое напряжение) является сильноточной.И наоборот, длинная дуга (высокое напряжение) — это дуга с меньшим током. Это позволяет сварщику контролировать размер лужи расплава во время сварки. Когда сварщик намеренно и ненадолго удлиняет дугу, сила тока уменьшается, дуга расширяется, и лужа замерзает быстрее. Количество расплавленного металла уменьшается, что обеспечивает контроль, необходимый для работы вне рабочего места. Этот тип управления встроен в обычные машины с постоянным током, одно- или двойное управление, переменного или постоянного тока. (b) С помощью аппарата с двойным управлением сварщик может настроить аппарат для большего или меньшего изменения тока при заданном изменении напряжения дуги.Обе кривые на рисунке 10-4 получены на машине с двойным управлением путем регулировки ручки точного управления. Верхняя кривая показывает напряжение холостого хода 80 В, а нижняя кривая показывает напряжение холостого хода 60 В. Сварочный генератор с двойным управлением является наиболее гибким из всех типов источников сварочного тока, так как он позволяет сварщику переключаться на более сильноточную дугу для глубокого проплавления или на более низкую и менее проникающую дугу путем изменения длины дуги. . Эта способность контролировать ток в дуге в довольно широком диапазоне чрезвычайно полезна при сварке труб.d. Выпрямительный сварочный аппарат, технически известный как трансформатор-выпрямитель, вырабатывает постоянный ток для сварки. Эти машины, по сути, являются машинами с одним управлением и имеют статическую кривую выходной характеристики вольт-ампер, аналогичную показанной на
Сварочный генератор с двойным управлением является наиболее гибким из всех типов источников сварочного тока, так как он позволяет сварщику переключаться на более сильноточную дугу для глубокого проплавления или на более низкую и менее проникающую дугу путем изменения длины дуги. . Эта способность контролировать ток в дуге в довольно широком диапазоне чрезвычайно полезна при сварке труб.d. Выпрямительный сварочный аппарат, технически известный как трансформатор-выпрямитель, вырабатывает постоянный ток для сварки. Эти машины, по сути, являются машинами с одним управлением и имеют статическую кривую выходной характеристики вольт-ампер, аналогичную показанной на рисунок 10-4 выше. Эти машины, хотя и не такие гибкие, как двигатель-генератор с двойным управлением, могут использоваться для всех типов дуговой сварки в экранированном металле, где требуется постоянный ток. Наклон вольт-амперной кривой в диапазоне сварки обычно находится посередине между максимумом и минимумом для аппарата с двойным управлением. е. Переменный ток для сварки обычно вырабатывается сварочным аппаратом трансформаторного типа, хотя сварочные машины с генератором переменного тока с приводом от двигателя доступны для портативного использования. Статическая вольт-амперная характеристика источника переменного тока такая же, как показано на рисунке 10-4 выше. Некоторые источники сварочного тока с трансформатором имеют ручки точной и грубой регулировки, но это не машины с двойным управлением, если только напряжение холостого хода не изменяется заметно. Разница между сваркой на переменном и постоянном токе заключается в том, что напряжение и ток проходят через ноль 100 или 120 раз в секунду, в зависимости от частоты сети или при каждом изменении направления тока.Реактивное сопротивление, разработанное в машине, вызывает сдвиг фаз между напряжением и током, так что они не проходят через ноль одновременно. Когда ток проходит через ноль, дуга гаснет, но из-за разницы фаз присутствует напряжение, которое помогает быстро восстановить дугу.
е. Переменный ток для сварки обычно вырабатывается сварочным аппаратом трансформаторного типа, хотя сварочные машины с генератором переменного тока с приводом от двигателя доступны для портативного использования. Статическая вольт-амперная характеристика источника переменного тока такая же, как показано на рисунке 10-4 выше. Некоторые источники сварочного тока с трансформатором имеют ручки точной и грубой регулировки, но это не машины с двойным управлением, если только напряжение холостого хода не изменяется заметно. Разница между сваркой на переменном и постоянном токе заключается в том, что напряжение и ток проходят через ноль 100 или 120 раз в секунду, в зависимости от частоты сети или при каждом изменении направления тока.Реактивное сопротивление, разработанное в машине, вызывает сдвиг фаз между напряжением и током, так что они не проходят через ноль одновременно. Когда ток проходит через ноль, дуга гаснет, но из-за разницы фаз присутствует напряжение, которое помогает быстро восстановить дугу. Степень ионизации дуги влияет на напряжение, необходимое для восстановления дуги, и на общую стабильность дуги. Стабилизаторы дуги (ионизаторы) включены в покрытия электродов, предназначенных для сварки на переменном токе, чтобы обеспечить стабильную дугу.
Степень ионизации дуги влияет на напряжение, необходимое для восстановления дуги, и на общую стабильность дуги. Стабилизаторы дуги (ионизаторы) включены в покрытия электродов, предназначенных для сварки на переменном токе, чтобы обеспечить стабильную дугу.
ф. Сварочный аппарат постоянного тока может использоваться для некоторых автоматических сварочных процессов. Механизм подачи проволоки и управление должны дублировать движения сварщика, чтобы запустить и поддерживать дугу. Для этого требуется сложная система с обратной связью по напряжению дуги, чтобы компенсировать изменения длины дуги. Источники питания постоянного тока редко используются для сварки электродной проволокой небольшого размера.
г. Машины для дуговой сварки были разработаны с истинными вольт-амперными статическими характеристиками постоянного тока в диапазоне напряжений дуги, как показано на рисунке 10-5.Сварщик, использующий этот тип аппарата, практически не может контролировать сварочный ток за счет укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для газо-вольфрамового тока за счет укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для дуговой сварки вольфрамовым электродом в газе, так как длина рабочей дуги вольфрамовой дуги ограничена. При дуговой сварке с защитным слоем металла для обеспечения контроля сварочной ванны необходимо иметь возможность изменять уровень тока во время сварки.Это делается с помощью аппарата, который можно запрограммировать на периодическое переключение с высокого тока (HC) на низкий (LC), известное как импульсная сварка. При сварке импульсным током существует два уровня тока: высокий ток и низкий ток, иногда называемый фоновым током. При программировании схемы управления выход машины непрерывно переключается с высокого на низкий ток, как показано на рисунке 10-6. Уровень высокого и низкого тока регулируется. Кроме того, регулируется длительность импульсов высокого и низкого тока.
Это большое преимущество для газо-вольфрамового тока за счет укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для дуговой сварки вольфрамовым электродом в газе, так как длина рабочей дуги вольфрамовой дуги ограничена. При дуговой сварке с защитным слоем металла для обеспечения контроля сварочной ванны необходимо иметь возможность изменять уровень тока во время сварки.Это делается с помощью аппарата, который можно запрограммировать на периодическое переключение с высокого тока (HC) на низкий (LC), известное как импульсная сварка. При сварке импульсным током существует два уровня тока: высокий ток и низкий ток, иногда называемый фоновым током. При программировании схемы управления выход машины непрерывно переключается с высокого на низкий ток, как показано на рисунке 10-6. Уровень высокого и низкого тока регулируется. Кроме того, регулируется длительность импульсов высокого и низкого тока. Это дает сварщику необходимый контроль над дугой и сварочной лужей. Сварка импульсным током полезна для дуговой сварки труб с защитным металлом при использовании определенных типов электродов. Импульсная дуга очень полезна при сварке газо-вольфрамовой дугой.
Это дает сварщику необходимый контроль над дугой и сварочной лужей. Сварка импульсным током полезна для дуговой сварки труб с защитным металлом при использовании определенных типов электродов. Импульсная дуга очень полезна при сварке газо-вольфрамовой дугой.
Список основного оборудования для сварки
Чтобы начать изучение основ сварки, вам потребуются сварщик, электроды, устройства подачи и защитное снаряжение. Но перед тем как начать, неплохо было бы записаться на занятия или найти специалиста, который научит вас сварке.Если вы не усвоите элементарные требования безопасности, вы можете серьезно обжечься или повредить глаза. В процессе сварки металл соединяется друг с другом путем плавления двух металлических частей в шве и образования стыка.
TL; DR (слишком длинный; не читал)
Подача проволоки делает сварку намного проще, чем раньше. Очистка свариваемого металла обезжиривающим средством помогает сделать сварной шов прочнее. Если вы отшлифуете или подпилите фаску вдоль кромок, которые вы планируете сваривать, это поможет жидкому металлу глубоко проникнуть в шов.Очистите сварные швы, слегка отшлифуя или опилив их, но не переусердствуйте, так как вы можете сломать сварной шов.
Сварочные аппараты TIG и MIG
Самым распространенным сварочным аппаратом, используемым домовладельцами и любителями в базовых проектах, является аппарат для ручной сварки. Также известный как аппарат для дуговой сварки в экранированном металле, большинство людей предпочитают его из-за простоты покупки и отсутствия специальной среды, необходимой для его использования. Но электроды в аппарате для ручной сварки требуют частой замены по сравнению с другими видами сварки.В их число входят аппараты для газовой вольфрамовой дуги, аппараты для сварки TIG и газовой дуговой сварки, известные как сварщики MIG. Для этого типа сварочного аппарата вам также понадобится подача газа.
Заряженный электрод
Электрод — это наконечник инструмента, который пропускает ток от сварочного аппарата к свариваемому материалу, делая его настолько горячим, что он становится жидким. В случае аппаратов для ручной сварки и сварки MIG тип металла и теплота плавления определяют необходимый тип наконечника электрода. Но в аппарате для сварки TIG наконечник электрода сделан из неплавящегося вольфрама и не требует замены.
В случае аппаратов для ручной сварки и сварки MIG тип металла и теплота плавления определяют необходимый тип наконечника электрода. Но в аппарате для сварки TIG наконечник электрода сделан из неплавящегося вольфрама и не требует замены.
Проволока и электроды подачи
Некоторые сварные швы требуют подачи для усиления соединения из-за геометрии или слабости сварного шва. Сварка палкой использует электрод для подачи; Сварка MIG часто использует подачу проволоки. И сварка TIG также использует подачу из-за ее неплавкости.
Прочие инструменты
Большинство сварщиков также используют угловую шлифовальную машину, чтобы помочь сгладить стыки, проволочные щетки, очистить металлические поверхности или отшлифовать их перед сваркой, отбойный молоток для шлака, C-образные зажимы, шариковый молоток, очистители наконечников электродов, кремневый бойцы, иглы и линейные кусачки.Другие инструменты под рукой: холодное зубило, отвертки с плоским шлицем и крестообразным шлицем, круглые и плоские напильники, уровни и угольники.
Оборудование для обеспечения безопасности
Сварка из-за температуры и различных элементов очень опасна и может быть смертельной при неправильном обращении. Прежде чем прикоснуться к сварочной установке, наденьте сварочный шлем, который защищает ваши глаза, беруши, прочную обувь, чтобы защитить ноги от искр или шлака, сварочные перчатки, чтобы защитить руки, и кожу, чтобы покрыть остальную часть тела.Не выполняйте сварку без них, иначе вы получите травму.
5 основных характеристик сварочных аппаратов CEA
На протяжении десятилетий сварка CEA занимает лидирующие позиции в области промышленной сварки и продолжает сохранять заслуженную репутацию одного из мировых лидеров в разработке и производстве сварочных аппаратов.
Но каковы наиболее важные особенности сварочных аппаратов CEA? Что выделяет их из толпы? Что заставляет их машины занимать верхние строчки в рейтинге? Что ж, сегодня мы собираемся немного рассказать о том, что делает машины CEA такими особенными, поскольку мы рассмотрим пять основных характеристик, которые у них есть.
Забота об окружающей среде всегда была важным элементом корпоративной философии CEA . Благодаря новейшим технологиям и оборудованию сварке CEA удалось добиться того, к чему многие стремились. Для создания экологически безопасных машин . Они сделали это благодаря новейшему инверторному оборудованию, работающему на более высоких частотах (при использовании традиционных машин) и улучшающему электромагнитный КПД силовых компонентов.Каждый из них имеет ряд преимуществ, во-первых, , есть значительное снижение энергопотребления . Это действительно сильно варьируется от одной машины к другой (устройство PFC широко известно, как самое большое энергосберегающее). Во-вторых, они подчиняются и полностью соответствуют экологическим «зеленым» стандартам , например, RoHS (Директива об ограничении содержания опасных веществ). И в-третьих, у меньше затрат на будущие отходы и на переработку . Итак, это первая фундаментальная и довольно уникальная особенность сварочных аппаратов CEA.Стремясь стать «зеленым» и сделать сварочную площадку более экологичной, CEA выделяется из толпы, поскольку за каждой машиной стоит «зеленая» философия.
И в-третьих, у меньше затрат на будущие отходы и на переработку . Итак, это первая фундаментальная и довольно уникальная особенность сварочных аппаратов CEA.Стремясь стать «зеленым» и сделать сварочную площадку более экологичной, CEA выделяется из толпы, поскольку за каждой машиной стоит «зеленая» философия.
То, что оборудование CEA «зеленое», не означает, что вы должны жертвовать эффективностью или точностью. Напротив, эти аппараты известны в сварочном сообществе. являются одними из самых эффективных и точных .Просто прочитав описания сварочных аппаратов на их веб-сайте, можно увидеть высокую эффективность и точность каждого из продуктов . Это способствует достижению отличных сварочных характеристик , которыми славится каждый аппарат CEA.
Они удобны и просты в использовании На протяжении десятилетий сварка CEA была одержима производством продукции, которая не только была прочной и удобной для пользователя , но и сделала именно это. Их сварочные аппараты значительно эволюционировали с течением времени и переходили от одной сильной стороны к другой, особенно с точки зрения простого в использовании интерфейса . Согласно профилям различных машин, которые можно просмотреть на веб-сайте компании, ряд полезных функций присутствует в каждом устройстве, чтобы сделать его максимально удобным для пользователя . Например, сварочный аппарат Maxi оснащен легко читаемой и регулируемой наклонной панелью управления, которая хорошо видна и легко читается с любого направления.
Одной из особенностей, которая неоднократно указывалась как основополагающая для сварочных аппаратов CEA, является дизайн и внешний вид оборудования . Каждая машина, хотя и отличается, была искусно создана, чтобы выглядеть как можно более компактной и привлекательной. . Новаторский и очень современный дизайн не имеет себе равных и повысил популярность оборудования. Несколько общих практических особенностей, присущих многим машинам, которые добавляют к привлекательному и современному дизайну машины, включают: уменьшенный вес и размер (это облегчает транспортировку) и металлическая основная конструкция с передними рамами из ударопрочного волокна.
. Новаторский и очень современный дизайн не имеет себе равных и повысил популярность оборудования. Несколько общих практических особенностей, присущих многим машинам, которые добавляют к привлекательному и современному дизайну машины, включают: уменьшенный вес и размер (это облегчает транспортировку) и металлическая основная конструкция с передними рамами из ударопрочного волокна.
С момента своего рождения в 1950 году каждый сварочный аппарат, который покинул склад CEA, постоянно движется вперед с точки зрения технологических инноваций . За каждым механизмом стоит инноваций и творчества , которые обеспечивают CEA место среди других. Именно эта инновационная полоса поместила их на , вершину своей области , и дала им конкурентное преимущество .Это фундаментальная особенность каждого сварочного аппарата и, возможно, самая важная особенность.