Листогибочный станок своими руками: чертежи
Содержание статьи:
Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня. Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром. На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см. Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см. При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
щечки пуансона
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках. Подвижная часть и станина должны составлять общую горизонталь.
Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить.
 Лист металла загибается недостаточно четко.
Лист металла загибается недостаточно четко.
Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой. У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться.
 Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.
Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Станок для гибки арматуры своими руками (чертеж + фото)
Мы остановились на простом варианте станка для гибки арматуры который можно сделать своими руками. Еще вы узнаете простые способы гибки арматуры вручную.
Если вы начали возводить новый дом, то, для укрепления бетонного фундамента вам понадобится сделать армированный каркас. Арматурный прут выпускается, как любой металлопрокат, исключительно в прямом виде. А ведь для того, чтобы изготовить каркас из арматуры, ее надо определенным образом погнуть. Причем выполнять эту операцию придется непосредственно на месте строительства. Рациональный выход есть лишь один — это сделать станок для гибки арматуры своими руками.
Причем выполнять эту операцию придется непосредственно на месте строительства. Рациональный выход есть лишь один — это сделать станок для гибки арматуры своими руками.
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру без специального устройства
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
 Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.

Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
 По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.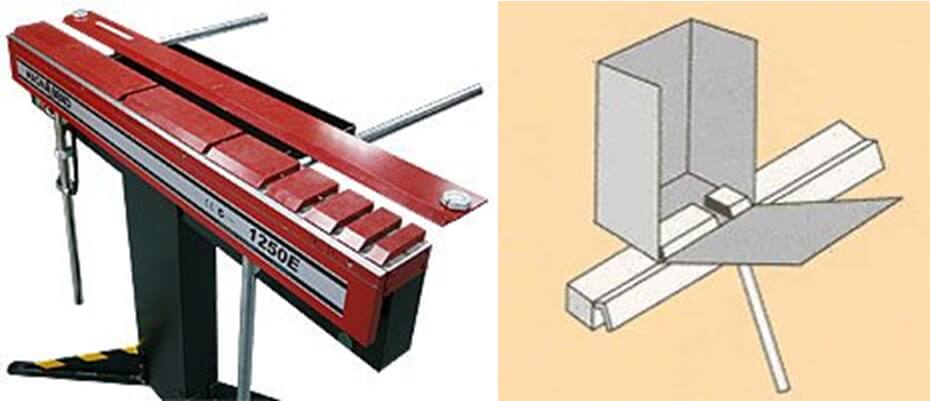 Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.

Достоинства
Приспособления для гибки арматуры своими руками имеет ряд преимуществ перед стационарными станками заводского изготовления такие, как:
- простая конструкция,
- недорогая в изготовлении,
- хорошая надежность.
- мобильность,
- не нужен источник электроэнергии.
Если это устройство покажется сложным в реализации, можете перенять опыт фирмы «КаркасЭлитСтрой», которые предоставили эти чертежи станка для гибки арматуры:
Основание станка
Петля станка
Общий вид станка
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.

Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Таблица минимальных радиусов гиба арматуры, прутка и кругляка
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
Оцените статью: Поделитесь с друзьями!Самодельный листогибочный станок для окрашенной жести
ipmet.ru » Своими руками » Листогибочный станок своими руками » Самодельный листогибочный станок для окрашенной жести
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.
Схемы работы листогиба.
В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести. Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба. Конструкций самодельных станков, предназначенных для гибки окрашенного листового металла, интернет предлагает много. Мы расскажем ещё об одной.
Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке.
Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт).
Листогиб с основанием (пуансон закрыт).
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.
Деталировка листогиба.
Содержание деталировки самодельного листогибочного станка:
1. Струбцина;
2. Щека;
3. Основание;
4. Кронштейн;
5. Прижим;
6. Ось;
7. Пуансон.
Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).
Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение). На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали. Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
Эпюра распределения напряжений в металле траверсы.
Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.
Примеры конструктивного усиления профиля траверсы.
Конструкция усиления прижимной планки.
Усиление траверсы.
Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали. Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.
Листогибочный станок для гиба покрашенных стальных листов.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.
И заключительная операция – это смазка узлов трения. Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
Самодельный ручной листогиб – делаем инструмент своими руками +видео
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Ручной гибочный станок для гибки арматуры
Станок для гибки арматуры своими руками: чертежи
Любое возведение зданий или строительных сооружений другого назначения основа на использовании бетона. Но сам по себе материал не отличается особой надежностью. Для его укрепления используют стальные прутья. Вместе они составляют незыблемую железобетонную глыбу. Казалось бы, что еще требуется, но для предотвращения расслоения материала на углах конструкции необходима гнутая арматура. И это не единственный случай, когда гибка арматуры жизненно необходима.
Такую технологическую операцию, как гибка арматуры применяют при производстве стержней арматуры, хомутов, крюков, спиралей, металлических сеток и множества других изделий повседневной необходимости. Гибка арматуры позволяет получить детали для организации каркасов промышленного или декоративного назначения, железобетонные элементы несущих конструкций при блочном и монолитном строительстве, армированного укрепления кирпичной и каменной кладки. Помимо этого гнутая арматура часто служит в качестве основы для решеток, ограждений и ворот, а также разнообразных скобогибочных деталей.
Гибка арматуры производится на специальных станках с ручным или механическим приводом в холодном режиме. В конструкцию станка входят: рама, редуктор, массивное основание и приспособления, непосредственно осуществляющие изгиб. По принципу действия все изгибающие арматуру станки схожи и отличаются лишь диаметром стержней, подвергаемым деформации.
Гибка арматуры минимизирует временные и трудовые затраты, к тому же позволяет избежать неизбежных при других технологиях отходов недешевого арматурного проката в процессе придания изделию требуемой формы. Но при всей кажущейся простоте технологической операции, выполнить изгиб арматуры с должным качеством получается не всегда. На результат влияют:
- параметры прочности материала;
- радиус перегиба и сложность конечной конфигурации;
- требования к точности линейных размеров и диаметра сечения детали после операции.
Практика последних лет показывает, что ручной станок для гибки арматуры очень часто применяется при возведении объектов различного назначения.
Строительные технологии современного типа рассчитаны на использование качественных материалов и предварительно собранных конструкций.
Такой подход позволяет выполнять работы в короткие сроки и с высоким качеством. В то же время, почти на каждой стройке требуется специальное оборудование для подготовки нестандартных изделий.
Чаще всего такая необходимость появляется при изготовлении нестандартных железобетонных конструкций непосредственно на строительной площадке.
Виды арматуры
Для того чтобы строить быстро и качественно, требуется соблюдать два условия. Первое – использовать строительные материалы нового поколения.
Второе – применять эффективные технологии сборки и монтажа.
Сборные железобетонные конструкции используются при строительстве многоэтажных жилых домов, промышленных зданий и сооружений в течение многих десятилетий.
При выполнении строительных мероприятий, связанных с усилением фундаментных оснований и армированием перекрытий, возникает потребность в гнутье стальных прутков. Арматурные стержни также изгибают для сооружения теплиц и изготовления стальных конструкций. Для этого используется самодельное и профессиональное оборудование.
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.
Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Принцип работы оборудования для деформации арматуры заключается в сгибании стального стержня, зафиксированного между роликоопорами путем приложения усилий со стороны упорного ролика. Специальные станки позволяют изгибать металлические пруты под необходимым радиусом.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.
Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.
В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
На рынке предлагаются бытовые, а также промышленные модели специального гибочного оборудования. Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
- Afacan 10E. Работает со стержнями сечением 0,6–1,2 см;
- Afacan 12E. Изгибает прокат диаметром 1–1,2 см;
- Afacan 16РТ. Деформирует прутки диаметром до 1,6 см.
Предлагаются также ручные универсальные гибщики, предназначенные для загибания арматурных стержней диаметром 0,6–2 см.
Ручные станки для гибки арматуры Afacan
Имеется возможность приобрести или арендовать следующие виды промышленных установок для гнутья:
- СГА-1. При установленной мощности привода 3 кВт легко деформирует стержни диаметром до 3,2 см, обеспечивая их изгиб на 160 градусов;
- GW-40. Конструкция устройства с трехкиловатным приводом позволяет изгибать на 180 градусов металлопрокат, диаметр которого достигает 4 см;
- Г-40. Кинематика устройства, оснащенного ступенчатым передаточным механизмом, позволяет многократно деформировать пруток сечением до 3,2 см;
- Г-50. Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
Принимая решение о приобретении гибочного оборудования, проконсультируйтесь со специалистами. Они дадут профессиональный совет, помогут правильно подобрать устройство в зависимости от поставленных задач.
До начала работ необходимо подготовить заготовки требуемых размеров. Процесс ручной гибки происходит по простому алгоритму:
- Стержень устанавливается на посадочную площадку и выставляется между фиксирующими опорами.
- Определяется центр участка, который будет деформироваться под воздействием прилагаемых усилий.
- Приводной рычаг вручную поворачиваться относительно оси, воздействуя на зажатый пруток.
- Арматурный прокат деформируется на необходимый угол в процессе приложения усилий к рычагу.
- Изогнутая деталь, соответствующая по конфигурации требованиям документации, извлекается.
Станок для гибки арматуры Г50 ВПК
Конструкция оборудования позволяет производить деформацию зажатого стержня в любом направлении. Для безопасности и удобства выполнения работ важно надежно закрепить гибочный механизм на устойчивой поверхности.
Выполнение гибочных операций на механизированных устройствах с приводом требует ознакомления с принципами работы оборудования и специальной подготовки. До начала работ следует тщательно изучить руководство по эксплуатации, а также требования техники безопасности. Конструкция многих агрегатов с гидравлическим или электромеханическим приводом предусматривает подачу команд путем нажатия на педаль. При этом заготовки подаются в рабочую зону руками.
Порядок работы на промышленном гибочном оборудовании:
- Установите гибочный ролик необходимого диаметра, соответствующий размеру сечения металлопроката.
- Настройте механизм устройства на требуемый угол загиба, находящийся в интервале от 0 до 180 градусов.
- Расположите пруток в посадочной площадке рабочего ролика, зафиксируйте его на опорных стойках.
- Нажмите на педаль включения агрегата и произведите деформацию прутка до необходимой конфигурации.
Прекратите нажимать педаль, когда заготовка приобретет требуемую форму. Затем извлеките ее из рабочего механизма. Важно соблюдать правила безопасности, не допускать попадания пальцев или одежды в зону вращения роликов.
Гибка арматуры своими руками
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Ручной станок для гибки арматуры своими руками: чертежи, советы
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
- ручное;
- приводное (механизированное).
Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Виды арматуры
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Во время работы по дому, в процессе строительства или изготовления стальных конструкций может понадобиться гибочный станок для арматуры. Перед тем как сделать его своими руками рекомендуется ознакомиться со стандартными чертежами и выбрать оптимальную методику производства.
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.
Для выполнения этих несложных действий можно сделать небольшой ручной станок своими руками. Для оптимизации изготовления рекомендуется изучить стандартные чертежи.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба. Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
С помощью ручных моделей гибочных станков можно гнуть арматуру диаметром не более 16 мм. Для больших размеров заготовок потребуются значительные усилия.
Самодельный станок для гибки арматуры
Для изготовления самого простого станка, с помощью которого можно гнуть стальной прут, понадобится металлический уголок 40*40 мм, комплект креплений и деревянный брус. Это конструкция для гибки позволит изменять конфигурацию заготовки своими руками без посторонней помощи, также имеет несложный чертеж.
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага.
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Изготовление дисковых станков, с помощью которых можно гнуть стальной прут в домашних условиях нецелесообразно. По-настоящему они эффективны только в комплексе с электроприводом.
Перед процессом гнутья нельзя подвергать заготовку внешним воздействиям. Частая ошибка во время выполнения гибки — подпиливание в области сгиба. Это может привести к появлению трещин. Также нельзя нагревать прут с помощью сварки, в результате этого произойдут значительные изменения толщины изгиба.
Во время проведения строительных работ достаточно часто приходится гнуть и резать арматуру. Удобнее всего делать это с помощью специального устройства. Станок для гибки арматуры прост в эксплуатации, не требует никаких специальных навыков и обслуживания. Он помогает быстро и точно согнуть пруты своими руками без лишних усилий.
это приспособление фиксируется на верстаке болтами
Арматура и пруток применяются в качестве армирующей структуры при строительстве зданий различного направления. Так как арматурная сетка не обладает прямоугольной формой, пруты необходимо сгибать. Для этого и предназначены различные виды гибщиков.
Некоторые умельцы гнут арматуру до 8 мм своими руками, без какого-либо специального устройства. Но пруток может в любой момент спружинить и поранить мастера.
Станки для гибки арматуры делятся по типу используемой тяги:
- ручные — оптимальное устройство для личного хозяйства или мелкого бизнеса. Ручной станок для гибки арматуры обладает довольно скромным функционалом гнутья, но он дешев, поэтому пользуется популярностью;
- гидравлические — позволяют согнуть толстые металлические пруты под различными углами. Гидравлический станок для гибки арматуры выполняет работу аккуратно, не оставляя на поверхности прута складок и загибов. Гидравлическое оборудование сгибает арматуру до 180 градусов.
Ручной станок для гибки арматуры своими руками
Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители. Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
В повседневной жизни при осуществлении строительных мероприятий, периодически требуются работы, требующие гибочных работ из такого строительного материала, как арматурные стержни. Руками сгибать такой толстый материал очень сложно.
Именно поэтому и был придуман гибочный станок для арматурного материала. Такое приспособление получило широкое распространение в металлопрокате и достигло промышленных масштабов. Покупка дорогостоящего оборудования многим не по карману, однако, нашёлся выход из ситуации. Был создан самодельный гибочный агрегат, чтобы упростить многим людям работу с металлом.
Гибочный станок предназначен для сгибания арматуры различного диаметра и металлических прутков, для придания материалу необходимую форму. Применяется такое оборудование, как в промышленности, так и быту. С его помощью можно изготавливать теплицы. Широко используется при армировании фундаментов и бетонных конструкций. Если вам необходимо изготовить элементы декора из металлических стержней, то такое оборудование сослужит верным инструментом.
Прежде чем мы начнём знакомиться с самим станком, необходимо ознакомиться с классификацией арматуры.
Виды арматуры
Бывают случаи, когда можно обойтись и своими силами, но чаще всего толщина изделий настолько большая, что достигнуть гнутья возможно только с помощью специальных приспособлений.
Модифицированный гибочный станок для арматуры позволяет не только придавать листам и другим материалам нужную форму, но и резать их.
Также многие устройства позволяют из проволоки, труб или другого сырья изготавливать кольца, крепежные хомуты и детали, петли, которые применяются в монтаже и на стройке.
Несмотря на сложность конструкции, станок можно спроектировать и собрать своими руками. Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Как самостоятельно собрать станок гибочный для арматуры
В ходе строительных или хозяйственных работ может потребоваться станок для гибки арматуры. Это приспособление широко применяется в металлопрокате. Приобретение гибочной установки потребует немало денежных средств, что не каждому человеку по карману. Поэтому был придуман ручной самодельный вариант такого устройства для арматурного материала.
Кроме того, изготовлением гибочного устройства, созданным собственноручно, интересуются многие строители, работающие с небольшим количеством металлической арматуры.
Систематизация арматуры
В нашем государстве выпуск арматурного материала контролируется ГОСТ 52544-2006. В соответствии с данным стандартом, арматурой называется металлический прут с определенным сечением, который имеет гладкую поверхность либо профиль. Поперечник профиля варьируется от 4 до 80 мм, а длина может достигать 12 метров.
Строительная арматура применяется для упрочнения железобетонных плит и устройств, требующих наличие металлического прутка.
Арматурному пруту присваивают 6 категорий:
- А1. Эта разновидность прута имеет сечение от 4 до 40 мм. Используется в строительстве в качестве связующего элемента.
- А2. Прутик имеет периодический профиль. Поперечник от 10 до 80 мм.
- А3. Инструмент строительства обладает рифленостью. Диаметр варьируется в значении 6-40 мм. Наиболее востребованная категория и широко применяется в строительном секторе при возведении зданий и сооружений.
- А4. Группа ограничена в зоне применения, так как имеет сечение 10-32 мм. Как правило, используется для работ по сварке.
- А5. Группа повышенной устойчивости. Поверхностный слой – рифленый, а поперечник прутка составляет 6-40 мм. Используют в основном в качестве несущих элементов конструкции.
- А6. Категория рабочих прутков. К этой группе металлических материалов подходит любая сварка. Основная область использования – строительство высотных и объемных зданий.
Принцип гибки
Сгибание арматуры – деформация металлического прута под контролем, вследствие чего изменяется ось заготовки. Для больших объемов изготовления используются специальные механические гибочные станки для металлической арматуры, имеющие высокий уровень производительности. Но в бытовых условиях использование подобного оборудования нецелесообразно, поэтому для дома лучше сделать свой инструмент, то есть арматурогиб своими руками.
Порядок работы гибочного станка для арматуры:
- фиксация металлического материала;
- определение точки сгиба. Эта область должна располагаться на опорном ролике.
- искривление прута.
При сгибании металлических прутьев, применяемых для армирования, необходимо знать, как осуществлять процесс гибки, чтобы инструмент строительства не утратил свою прочность.
Основные ошибки, допускаемые при сгибании металлических армированных прутов:
- заостренный угол изгиба.
- в области сгиба делается надрез с помощью болгарки;
- нагревание участка сгиба.
Агрегаты и устройства для гибки арматуры
Строительные технологии постоянно совершенствуются, а с ними и методы обрабатывания металлических поверхностей. Практически все устройства работают одинаково. Существенное различие моделей кроется в конструкционных особенностях и допустимым поперечником сгибаемого прутка.
Каждый гибочный станок, включая самопальный станок для гибки армированного прута, строится по следующему правилу: металлический прут устанавливается между основным и упорным валом, а посредством гибочного ролика — пруток подвергается деформациям под нужным углом. Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Схема подвижной части
Схема неподвижной части
Устройства, предназначенные для сгибания металлического прутка, включая самодельные образцы, подразделяются на два типа – механизированные и ручные станки для гиба арматуры.
Основой «механических» станков служит диск вращения, на котором крепятся пальцы (основной и упорный). Между этими рабочими органами существует свободная область, в которую помещается сгибаемый прут. Он упирается в ролик, который крепко закреплен на корпусе установки. При вращательном движении диска палец изгиба оказывает давление на армированный материал и сгибает его вокруг центрального ролика.
В зависимости от назначения гибочный станок для арматуры группируют следующие виды:
- Легкая категория. Изгиб прутков поперечником от 3 до 20 мм.
- Тяжелая группа. Сечение возделываемых прутков 20-40 мм.
- Сверхтяжелая. Используется инструмент строительства сечением 40-90 мм.
Если возникает потребность изгиба металлического прута под разными угловыми точками, то оптимальным вариантом выбора оборудования будут служить гидравлические устройства. Этот универсальный станок для гибки арматуры позволяет создавать изгиб прута без дефектов. Допустимый угол сгиба подобного оборудования достигает 180 градусов.
На рынке современного оборудования представлен огромный ассортимент гибочных станков для арматуры, включая образцы переносного типа. Данные приспособления для гибки элементарны в эксплуатации, доступны в цене. Гнутье металлического прута можно осуществлять как посредством специализированного оборудования, так и используя стандартный трубогиб, который монтируется на слесарных столах.
Подобные устройства легко создаются своими руками дома. Однако они имеют некоторые ограничения. Устройства не обладают высокой производительностью и предназначены для прутьев не более 15 мм. Они в основном применяются в малоэтажном частном строительстве.
Выбирая гибщик арматуры, необходимо опираться на два главных аспекта – это допустимый диаметр сгибаемого прута и производительность установки.
Гибочный станок собственного производства
Конструкция подобных установок обладает элементарностью. Поэтому создание подобного оборудования своими руками не считается сложной. Перед изготовлением настоятельно рекомендуется изучить чертежи готовых приспособлений для сгиба арматуры.
Базовым элементом станка считается несущая металлическая опора. К ней посредством сварки крепится уголок либо прут круглого сечения. Если в планах работ предусматривается сгиб толстых металлический прутков (6 — 12 мм), то опорные ножки станины должны намертво быть закреплены на полу.
Если предусматривается создать переносной станок для гибки арматуры, то конструктивные составляющие гибочного станка устанавливаются надежно на массивной плите, которая также должна быть хорошо зафиксирована. Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Еще один вариант самодельного устройства
Второстепенным элементом конструкции при создании гибочного оборудования считается поворотная площадка. К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
Важно знать, что в строительстве следует уделять особое внимание процессу сваривания изделий. От этой операции очень многое зависит, в том числе и качественные характеристики конструкции. В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках. По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
Гибочное устройство из швеллера
Подобная установка для сгибания арматуры своими руками немного отличается от других станков и принцип ее действия несколько иной. Чтобы зафиксировать арматурную деталь, в системе ставится упорный механизм и металлическое звено, выступающее в роли основного штифта. Далее устанавливается подвижный компонент системы с добавлением специального рычага и осью загиба. Поворотный механизм позволяет сгибать поверхность прутка на нужный угол вокруг металлического фиксатора, помещенного в центре. Конструкция подобной модели станка с легкостью сгибает арматурные детали с большим сечением.
Загибочный механизм арматуры своими руками из швеллера создается быстро, достаточно 2-3 часов свободного времени. Эксплуатация приспособления значительно проще, чем сгибание прутка посредством тисков. Рассмотрим распространенный вариант реализации станка.
На землю устанавливаются 2 металлических опорных основания. К ним посредством сварки присоединяется метровый швеллер. К верхнему участку швеллера крепятся 2 уголка. Это требуется для упора арматуры. Рычагом в конструкции являются две металлические трубы, сваренные между собой под углом в 90 градусов. На звено, расположенное горизонтально, устанавливается удлиняющее устройство. Вертикальный участок остается неизменным, он применяется для прохождения оси. В результате — действие рычага усиливается, поэтому к нему приваривается уголок для фиксации заготовки.
Стоит отметить, что уровень уголка и верхний участок станины должны соответствовать. Для создания оси используется прут сечением 30 мм. Чтобы избежать проворачивания оси гнутьем, нижняя зона осевого прута должна иметь квадратную форму. Проем аналогичной формы вырезается и в швеллере.
Полезные отличия перед заводскими аналогами
Устройства для гибки арматуры своими руками обладают рядом достоинств перед стационарными агрегатами заводского происхождения. Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Получается, что затратив несколько часов на станок для арматуры, создается элементарный, но результативный инструмент для домашнего мастера. Используя самодельный станок можно создать требуемый угол изгиба, что дает преимущество даже над механическим образцом установки.
Как пользоваться гидравлическим трубогибочным станком
Инструменты для гибки труб используются на производственных предприятиях и производственных предприятиях для строительства прокатных клетей, ворот, перил и различных проектов по изготовлению листового металла. Существуют разные типы гибочных инструментов с разными характеристиками. Гидравлические трубогибочные станки предназначены для использования в автомобильной и механической промышленности. Такие устройства изготавливаются из высококачественной стали и используются для изготовления клетей, поручней и т. Д.
Электрогидравлические трубогибы и трубогибы требуют больших диаметров и толщины стенок, что делает их пригодными для работы с большими мощностями и точными углами поворота. Существуют модели меньшего и большего размера, многие из которых можно использовать в небольших мастерских. Перед вводом в эксплуатацию очень важно понять, как работают гидравлические трубогибочные машины. В этой статье мы проведем вас через процесс гибки труб и научим всему, на что нужно обращать внимание во время работы.
Подготовительные мероприятия
Проверяйте гидравлический трубогиб перед каждым использованием и устраняйте любые проблемы, чтобы снизить риск серьезных травм электрическим током, несчастных случаев, связанных с обрушением труб, и других причин, а также избежать повреждения машины. Удалите кровь, жир или грязь с гибочного станка для гидравлических труб, таких как ручки и органы управления. Это позволяет лучше контролировать гидравлический трубогибочный станок и предотвращает выскальзывание гидравлического трубогибочного станка или элемента управления из держателя во время использования.Осмотрите гидравлический трубогибочный станок на предмет утечек гидравлической жидкости. Проверьте уровень гидравлической жидкости и при необходимости отрегулируйте, а также проверьте наличие сломанных, трещин, изогнутых, отсутствующих или скрепленных деталей и других условий, которые могут помешать безопасной работе гидравлического трубогибочного станка, например трещин в угловых кронштейнах. Убедитесь, что шнур питания и вилка в хорошем состоянии и их нет. Если во время гидравлического осмотра трубогиба обнаружены какие-либо проблемы, не используйте их, пока проблемы не будут устранены.
Загрузка трубы в гидравлический трубогибочный станок за 5 шагов
- Убедитесь, что ваш гидравлический трубогибочный станок и рабочая зона установлены должным образом и в них нет посторонних и других отвлекающих факторов. Первоначально переключатель ВКЛ / ВЫКЛ должен находиться в положении ВЫКЛ. При необходимости отметьте трубу, которую нужно изгибать, в подходящем месте и откройте верхнюю раму изгиба.
- Выберите подходящую форму гибки для трубы, которую собираетесь сгибать. На бланках указан их размер и каталожный номер.Наденьте первый на конец барана.
- Поместите сгибаемую трубу перед первой и, при необходимости, поместите опоры под трубу, чтобы она находилась в правильном положении сгиба. Первый содержит символ в середине, который нужно выровнять. Поддерживайте трубу должным образом, чтобы предотвратить опрокидывание трубы и гидравлического трубогибочного станка во время использования.
- Обязательно нанесите немного смазки на сторону углового кронштейна, где он контактирует с трубой. Поместите кронштейны в соответствующие отверстия, отмеченные на гибочной раме.Угловые опоры должны находиться в правильных симметричных отверстиях, в противном случае гидравлический трубогибочный станок может быть поврежден во время использования.
- Наконец, все, что вам нужно сделать, это закрыть гибочную раму и полностью вставить опорные штифты в угол через крылья гибочной рамы. Выровняйте угловые кронштейны так, чтобы нулевые отметки на индикаторах угла совпадали с отметкой на верхнем крыле. Гидравлические трубогибочные машины Open Wing не имеют индикаторов угла. Убедитесь, что штифты полностью вставлены в нижнюю створку.Убедитесь, что гидравлический трубогибочный станок и труба устойчивы.
Объяснение операции гибки
Встаньте рядом с цилиндром на той же стороне, что и ручка разблокировки. Не тянуться к гидравлическому трубогибочному станку во время его работы. Переместите таран вперед. Когда шаблон изгиба коснется трубы, медленно и осторожно переместите ползунок, чтобы совместить изгиб с первым. Продолжайте перемещать привод до тех пор, пока трубка не окажется вплотную к угловым кронштейнам.Не помещайте пальцы, руки или другие части тела в положение, при котором они могут защемиться или защемить их. Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму. В противном случае гидравлический трубогиб может быть поврежден во время использования. Убедитесь, что концы трубы выходят за угловые кронштейны настолько, чтобы предотвратить скольжение трубы при изгибе. Продолжайте перемещать цилиндр и сгибать трубу. Держитесь подальше от движущейся трубы. Следите за индикаторами угла.Среднее значение углов, измеренных каждым индикатором угла, является приблизительным полным угловым отклонением. Смотрите, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
:: Подробнее: покажите мне хороший гидравлический трубогиб
Различные подходы для разных труб
Для труб некоторых размеров требуется удлинитель ползунка для создания изгиба на 90 градусов. Когда паз на приводе станет видимым, прекратите его перемещать.Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашего гидравлического трубогибочного станка в втянутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель между концом ползуна и предыдущим. Вставьте удлинитель и осторожно переместите ползунок. Не помещайте пальцы, руки или другие части тела в положение, при котором они могут защемиться или защемить их. Достигнув желаемой степени изгиба, перестаньте двигать ползунок.Не пытайтесь делать изгибы более чем на 90 градусов, это может вызвать перегиб трубы и другие проблемы. Для точного измерения углов изгиба вам может потребоваться угольник или другое измерительное устройство. Рекомендуется сгибать трубу под углом, так как легче немного согнуть трубу, чем распрямить. Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла. После поворота переведите выключатель питания в положение ВЫКЛ. Втяните привод, повернув ручку разблокировки в втянутое положение, и снимите трубу с вашего гидравлического трубогибочного станка.При необходимости снимите также болты, угловые кронштейны или откройте верхнюю створку. Если первый прилип к трубе, вы можете использовать деревянный брусок или мягкий молоток, чтобы снять его с трубы. Не используйте обычные молотки, зубила или другие закаленные инструменты для удаления первых. Они могут отколоть и повредить первый и нанести травму. И, вуаля, вы успешно согнули трубку!
Выставка IMTS
IMTS собрала на этой онлайн-платформе производителей трубогибочных машин со всего мира. Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Гибочные станки — обзор
4 Шпилька из оцинкованной стали
Это каркасный материал, изготовленный путем прокатки и штамповки оцинкованного стального листа и тонкой холоднокатаной отожженной стальной рулонной полосы на холоднокатаной машине. Он обладает такими характеристиками, как небольшой собственный вес, высокая жесткость, высокая огнестойкость и ударопрочность, ударопрочность, простота и удобство обработки и установки и т. Д.Отделочный материал из оцинкованной стали и доски чертополоха не только отвечает требованиям огнестойкости, но также удобен для строительства и подходит для массового монтажа и строительства. Кроме того, он позволяет использовать другие облицовочные украшения на своем поверхностном слое, такие как покрытие, оклейка бумагой и т. Д. Металлический каркас постепенно вытеснил традиционный деревянный каркасный материал во внутренних подвесных потолках и перегородках и широко используется в проектах отделки.
В зависимости от материала металлический каркас подразделяется на шпильку из оцинкованной стали и шпильку из алюминиевого сплава; В зависимости от области применения оцинкованные стальные стойки подразделяются на используемые перегородки, подвесные потолки и т. д.
(1) Шпилька из оцинкованной стали перегородки (см. Рисунок 9.3)
Рисунок 9.3. Шпилька из оцинкованной стали для перегородки
В зависимости от применения шпилька из оцинкованной стали для перегородки подразделяется на: продольную шпильку, продольную шпильку, вертикальную шпильку, усиленную шпильку, поперечную шпильку и принадлежности и т. в зависимости от формы, классифицируется на U-образную шпильку и C-шпильку и т. д.
В соответствии с национальным стандартом « Строительная оцинкованная стальная шпилька» (GB / T 11981–2001), оцинкованные стальные шпильки перегородки в основном имеют следующие серии: Q50, Q75 , Q100 и Q150.Серия Q50 применяется для перегородок высотой этажа менее 3,5 м; Серия Q75 — для перегородок высотой от 3,5 до 6,0 м; Серия Q100 и выше предназначена для перегородок высотой этажа более 6,0 м. Названия, коды изделий, спецификации, области применения и производители шпилек из оцинкованной стали приведены в Таблице 9.2.
Таблица 9.2. Наименования, коды продукции, спецификации, области применения и производители шпилек для перегородок
| Название | Код продукта | Марка | Технические характеристики (мм) | Расход стали (кг / м) | Область применения | Производитель | ||
|---|---|---|---|---|---|---|---|---|
| Ширина | Высота | Толщина | ||||||
| Стойка вдоль верхней и вдоль пола | Q50 | QU50 × 40 × 0.8 | 50 | 40 | 0,8 | 0,82 | Высота этажа менее 3,5 м | Пекинский завод легких стальных конструкций |
| Вертикальный киль | QC50 × 45 × 0,8 | 50 | 45 | 0,8 | 1,12 | |||
| Шпилька с поперечной опорой | QU50 × 12 × 1,2 | 50 | 12 | 1,2 | 0,41 | |||
| Усиленная шпилька | QU50 × 40 × l.5 | 50 | 40 | 1,5 | 1,5 | |||
| Стойка вдоль верхней и вдоль пола | 075 | QU77 × 40 × 0,8 | 77 | 40 | 0,8 | 1,0 | Этаж высота 3,5-6,0 м | |
| Вертикальная стойка | QC75 × 45 × 0,8 | 75 | 45 | 0,8 | 1,26 | Высота этажа 3,5-6,0 м | ||
| QC75 × 50 × 0,5 | 75 | 50 | 0.5 | 0,79 | Высота этажа менее 3,5 м | |||
| Шпилька с поперечной стойкой | QU38 × l2 × l.2 | 38 | 12 | 1,2 | 0,58 | Высота этажа 3,5-6,0111 | ||
| Усиленная шпилька | QU75x40xl.5 | 75 | 40 | 1,5 | 1,77 | |||
| Стойка вдоль верхней и вдоль пола | Q100 | QU102 × 40 × 0,5 | 102 | 40 | 0.5 | 1,13 | Высота этажа менее 6,0 м | |
| Вертикальный киль | QC100 × 45 × 0,8 | 100 | 45 | 0,8 | 1,43 | |||
| Тщательная шпилька с перекладиной | QU38 × l2 × l.2 | 38 | 12 | 1,2 | 0,58 | |||
| Усиленная шпилька | QU100 × 40 × 1,5 | 100 | 40 | 1,5 | 2,06 | |||
Перегородка оцинкованная сталь каркас в основном применяется для перегородок и стен коридоров в офисных зданиях, ресторанах, больницах, развлекательных заведениях и театрах, особенно подходит для перегородок многоэтажных зданий и дополнительных этажей, а также для легких перегородок многоэтажных домов. этажные заводские здания и чистые мастерские и т. д.Соединенные друг с другом соответствующими соединительными элементами, оцинкованные стальные стойки перегородки образуют каркас стены. С обеих сторон, покрытых различными лицевыми панелями (такими как гипсокартон, асбестоцементная панель или цветной профильный стальной лист и т. Д.) И облицовочными слоями (такими как обои, деревянная лицевая панель или лакокрасочное покрытие и т. Д.), Создаются перегородки с разными свойствами.
Формы соединения шпильки из оцинкованной стали и лицевой панели показаны на Рисунке 9.4.
Рисунок 9.4. Соединительные формы стойки из оцинкованной стали и лицевой панели
(2) Стойка из оцинкованной стали для подвесного потолка
В зависимости от несущей способности стальные оцинкованные стойки подвесного потолка классифицируются как доступные и недоступные; в зависимости от формы сечения материала сечения классифицируется на U-образную шпильку, C-шпильку и L-шпильку; в зависимости от применения, к главной шпильке (также называемой шпилькой подшипника), вспомогательной шпильке (средней и малой шпильке, также называемой шпилькой облицовки) и соединительным аксессуарам, см. Рисунок 9.5.
Рисунок 9.5. Стойка из оцинкованной стали для подвесного потолка
Стойка из оцинкованной стали для подвесного потолка в основном включает четыре серии: D38, D45, D50 и D60; относительно кодов продуктов, спецификаций и производителей см. Таблицу 9.3.
Таблица 9.3. Коды продуктов, технические характеристики и производители шпилек для подвесных потолков из оцинкованной стали
| Наименование | Код продукта | Технические характеристики (мм) | Расход стали (кг / м) | Расстояние между центрами подвески (мм) | Тип подвесной потолок | Производитель | ||
|---|---|---|---|---|---|---|---|---|
| Ширина | Высота | Толщина | ||||||
| Основная шпилька | D38 | 38 | 12 | 1.2 | 0,56 | 900-1200 | Недоступно | Пекинское здание Легкая стальная конструкция Fatory |
| D50 | 50 | 15 | 1,2 | 0,92 | 1200 | Доступно | ||
| D60 | 60 | 30 | 1,5 | 1,53 | 1500 | Доступный | ||
| Стойка | D25 | 25 | 19 | 0.5 | 0,13 | |||
| D50 | 50 | 19 | 0,5 | 0,41 | ||||
| L-образная шпилька | D35 | 35 | 35 | 1,2 | 0,46 | |||
| T16-40 подвесной подвесной стержень из оцинкованной стали | Подвесной потолок Dl | 16 | 40 | 0,9 кг / м 2 | 1250 | Недоступный | ||
| Подвесной потолок D-2 | 16 | 40 | 1.5 кг / м 2 | 750 | Недоступный, огнестойкий | |||
| Подвесной потолок D-3 | DC + T16-40 | 2,0 кг / м 2 | 900-1200 | Доступный | ||||
| Подвесной потолок D-4 | T16-40 | 1,1 кг / м 2 | 1250 | Недоступный | ||||
| Подвесной потолок D-5 | DC + T16-40 | 2,0 кг / м 2 | 900-1200 | Доступно | ||||
| Основная шпилька (оцинкованная сталь) | D60 (CS60) | 60 | 27 | 1.5 | 1,37 | 1200 | Доступно | Beijing New Type |
| Основная шпилька (оцинкованная сталь) | D60 (C60) | 60 | 27 | 0,63 | 0,61 | 850 | Недоступно | Пекин Главный завод строительных материалов нового типа |
| Т-образный стержень из алюминиевого сплава | D32 | 25 | 32 | 900-1200 | Недоступный | |||
| Т-образный переходник из алюминиевого сплава | D25 | 25 | 25 | |||||
| Т-образная боковая шпилька из алюминиевого сплава | D25 | 25 | 25 | |||||
Показана конструкция подвесного потолка с U-образными шпильками в Рисунок 9.6 .
Рисунок 9.6. Чертеж конструкции U-образной оцинкованной стальной стойки и доски из чертополоха
Подвесной потолок из оцинкованной стали в основном применяется при строительстве или реконструкции ресторанов, офисных зданий, развлекательных заведений, больниц и т. Д. Недоступный подвесной потолок способен нести только себя. вес, а его шпилька имеет небольшую площадь поперечного сечения. Доступный подвесной потолок не только несет собственный вес, но и выдерживает вес движущихся людей, как правило, способен выдерживать сосредоточенную нагрузку 80-100 кг / м. 2 , поэтому его часто применяют для строительства подвесных потолков. потолки в больших театрах, концертных залах, конференц-центрах или потолки, оборудованные центральной системой кондиционирования.
Трехвалковая гибочная машина (принцип работы и процесс прокатки)
В связи с быстрым развитием производства, угольная энергетика, гидроэнергетика, атомная энергия и ветроэнергетика поощряются национальной политикой в области экологически чистой энергии, а также тщательно соблюдаются трубопроводы и колонны. обработка деталей крупногабаритных комплектов листопрокатных машин.
Морская нефтегазовая, нефтехимическая, углехимическая промышленность, сверхмощный сосуд высокого давления становится все более популярным, тысячи тонн реактора гидрирования, две тысячи тонн реактора сжижения угля, 10000 м 3 сферический резервуар для природного газа широко применяются , благодаря которым высокопрочные листовые валки, специализирующиеся на прокатке толстого и высокопрочного листа, становятся ключевым оборудованием.
Принцип работы трехвалковой листогибочной машины
Вальцегибочная машина также называется круглогибочной и роликовой машиной, которая является универсальным формовочным оборудованием для прокатки металлического листа в цилиндр, конус, изогнутую и другие формы.
Согласно принципу трехточечной формы круга, изменение относительного положения и вращательное движение рабочего валка заставляют металлический лист производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Широко используется в котельной, судостроительной, нефтяной, химической, металлоконструкционной и машиностроительной отраслях.
См. Рисунок ниже. Трехвалковая гибочная машина обычно принимает два нижних ролика в качестве активных роликов, может осуществлять прямое и обратное вращение. Один верхний ролик является ведомым роликом, может перемещаться вертикально вверх и вниз.
- Подвижное гнездо подшипника
- Гидравлический цилиндр
- Левая рама
- Основание
- Верхний ролик
- Нижний ролик
- Тяга
- Правая рама
- Гидравлический цилиндр
- Фиксированное седло подшипника
- Роликовая шестерня
- Редуктор
- Двигатель
- Разгрузочное устройство
При прокатке стального листа лист помещается между верхним и нижним роликами, и три точки резки, которые открываются для металлического листа тремя валками, могут образовывать лист согнуть в изогнутый или замкнутый круг.
Таким образом, процесс формования листового металла можно рассматривать как трехвалковую гибочную машину для непрерывного процесса трехточечной гибки.
Во время обработки один конец металлической пластины подается в трехроликовую пластину между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ним создавать определенную пластическую деформацию изгиба из-за сжатию.
Когда ролик вращается, между пластиной и роликом возникает трение, поэтому при вращении ролика пластина также перемещается в продольном направлении.
Нижний ролик поочередно вращается в положительном и отрицательном направлении, и катаная пластина движется вперед и назад, два нижних валика вращаются, а пластина фрикционного привода и валик движутся.
Тем временем верхний ролик продолжает оказывать давление на ролик, верхний ролик перемещается по пластине вперед и назад.
Когда пластина проходит через нижнюю часть верхнего ролика (зону деформации ролика), и напряжение превышает предел текучести, возникает пластическая деформация, пластина получает пластическую деформацию изгиба по всей длине и обрабатывается до требуемой форма.
Отрегулируйте относительное положение между верхним и нижним роликами должным образом, и пластина может изгибаться до радиуса не меньше, чем радиус верхнего ролика.
Ниже приводится чертеж принципа работы симметричной трехвалковой гибочной машины.
Приводной ролик Ⅱ, Ⅲ приводится в движение двигателем и редуктором, который вращается в одном направлении с одинаковой скоростью (или в противоположном направлении).
Из-за трения между роликом и пластиной пластина движется вперед, а ролик вращается.
Отрегулируйте положение верхнего ролика должным образом, и можно сделать ролики различной кривизны пластины.
Если заготовка не может достичь желаемой кривизны после процесса прокатки, верхний валок можно правильно уменьшить, а затем снова и снова выполнять обратную прокатку, пока она не прокатится до желаемой формы.
Как видно из рисунка выше, три валка симметричного трехвалкового гибочного станка расположены в виде равнобедренного треугольника, поэтому в процессе прокатки два конца заготовки обязательно будут оставлять прямую линию.
Длина прямолинейного сегмента составляет примерно половину расстояния от центра двух нижних роликов. Эта часть прямой является местом, где ролик не может катиться, что является самым большим недостатком симметричного трехосного ролика.
Несмотря на недостатки симметричной трехвалковой листогибочной машины, она получила широкое распространение из-за своей простой конструкции, удобного управления и низкой стоимости.
Что касается проблемы исключения прямолинейного участка, то ее можно решить разными методами в сочетании с конкретной ситуацией, как показано в таблице ниже.
| Изделие | Решение |
| Предварительная гибка колена | В этом методе используется матрица для предварительного сгибания двух концов стального листа на прессе для достижения желаемой кривизны. |
| Оставить припуск | Добавьте соответствующий припуск на концах пластин. После того, как два конца раскатайте на определенную длину, затем отрежьте оставшуюся часть (также известную как отрезок прямой). |
| Добавьте опорную пластину для предварительного изгиба | Этот метод выполняется на прокатном станке, как показано на рисунке 3b. Однако, когда применяется этот метод, следует полностью учитывать возможности прокатного станка, то есть сумма изгибающего усилия заготовки и требуемой прокладки должна быть меньше, чем у прокатного станка. |
Для другого асимметричного трехвалкового гибочного станка расположение валкового вала спроектировано таким образом, чтобы исключить прямолинейные сегменты на прокатываемой заготовке.
Характеристики такого прокатного станка — два нижних ролика могут регулироваться по вертикали.
Любой ролик нижнего вала можно отрегулировать по центру верхнего ролика, а другой ролик поднять в соответствующее положение. Начальный конец стального листа можно гнуть и катать.
После полурука измените выравнивание двух нижних роликов, продолжите прокатку и удалите прямой отрезок на конце заготовки.
Заготовку также можно повернуть, задний конец становится передним концом для прокатки, что также может устранить линейный сегмент.
Трехвалковая гибочная машина Процесс прокатки
Ниже приводится краткое введение в процесс изготовления короткого цилиндра с Dg ≥ 400 мм, которое поможет вам понять процесс прокатки трехвалковой гибочной машины.
Получение материала
Материал должен быть подтвержден в соответствии с чертежом и технологическими требованиями, а поверхность материала не должна иметь явных дефектов. Качество и технические характеристики материала должны соответствовать соответствующим национальным стандартам и отраслевым стандартам.
Нарисуйте линиюПри расширении диаметр цилиндра должен соответствовать фактическому диаметру концевого корпуса, а диаметр материала цилиндра следует рассчитывать в соответствии с промежуточным диаметром цилиндра.
Направление длины разворачивания должно быть таким же, как у прокатки стали, крайнее положение — 45 °.
Линия должна быть разумной, полностью использовать кромочный материал, улучшать использование стали.
Если цилиндр сварен из нескольких частей, сварной шов должен быть правильно настроен в соответствии с техническими требованиями сборки и сварки оборудования.
Расстояние между кромками сварных швов между стыковыми швами торцевого ограждения, продольными сварными швами цилиндрического сечения оболочки должно быть более чем в 3 раза больше толщины цилиндра и не менее 100 мм.
Если цилиндр соединяет трубы, сервис, усиливающее кольцо, опорную плиту, и т.д., разъединительное соотношение между продольным и кольцевым швом на цилиндре следует избегать отверстий отверстия на сварном шов или слишком близко к нему, и усиливающему кольцу или опорную пластину покрытые сварными швами.
Рисование линии должно быть точным, метод геометрического картирования должен использоваться для рисования вертикальной линии, биссектрисы и биссектрисы вместо квадратного эталона.
Отложите необходимый запас, сначала нарисуйте линию обрезки края на металлической пластине, а затем нарисуйте фактическую линию материала и проверьте линию.
Требование к допуску для рисования линии с целью вырубки:
Требование к допуску для рисования линии высоты цилиндра H составляет: H ± 1 мм
Разница между двумя диагональными линиями △ L = L1 — L2 ≤ 2 мм, допуск по длине цилиндра сечение L ± 3 мм
Формула периметра : L = π (Di + S), в формуле Di — диаметр цилиндра (мм), S — толщина цилиндра (мм).
После разметки трансплантация марки материала производится в коробке размером 100 мм x 100 мм в правом верхнем углу стальной пластины.
Вырубка и обработка кромок:
Толщина листа из углеродистой стали < 12 мм, используйте ножницы для вырубки, насколько это возможно (в противном случае используйте полуавтоматическую резку), после процесса резки очистите шлак и удалите заусенцы.
Если требуется канавка, толщина листа> 6 мм должна выполняться на полуавтоматическом отрезном станке или на прокатном станке для снятия фасок;
Толщина листа менее 6 мм, следует использовать метод шлифования.
Канавка, созданная газорезательной машиной, должна очищать шлак, сварочная канавка не может иметь дефектов, таких как трещины, расслоение. Перед сваркой необходимо очистить поверхность сварного шва от оксидов, смазки, шлака и других вредных примесей.
Диапазон зазора (рассчитывается от канавки или края пластины) ≥20 мм.
Предварительная гибкаКогда лист прокатывается, каждый конец листа имеет длину, которая может изгибаться из-за отсутствия контакта с верхним роликом, что называется остаточной прямой кромкой.
Во время симметричной гибки оставшаяся прямая кромка обычно составляет примерно половину межцентрового расстояния нижнего ролика, и это также связано с толщиной листа.
Оставшиеся прямые кромки асимметричного изгиба составляют примерно от 1/6 до 1/10 от симметричного изгиба.
Эту часть оставшейся прямолинейной кромки трудно полностью устранить во время коррекции, это легко может привести к качеству и повреждению оборудования, поэтому ее следует предварительно согнуть.
Если предварительных изгибов нет, их можно исправить шаблоном после последнего рулона.
Поверхность стального листа перед гибкой необходимо очистить, на поверхности ролика не должно быть ржавой кожи, шерсти, краев и углов, твердых частиц.
Например, при прокатке нержавеющей стали верхний и нижний валик необходимо обернуть слоем ленты или специальным слоем краски, защитный слой не должен иметь твердых частиц.
Центровочное выравниваниеКогда лист помещается в роликовый листовой станок, для предотвращения перекоса заготовка должна быть скручена, а основная линия заготовки должна быть параллельна валу ролика для обеспечения качества круглой прокатки .
Круги прокаткиКруговая прокатка — это основной процесс формования продукта, который делится на одну подачу и процесс множественной подачи.
Количество периодов подачи зависит от процесса (например, не допускается превышение допустимой максимальной скорости деформации холодного валка) и ограничений оборудования (например, условий отсутствия проскальзывания и условий мощности).
Необходимо добавить определенное количество перемотки, когда упругий возврат холодного валка является значительным.
Продольное смещение конца цилиндра должно быть менее 1,5 мм.
Процесс прокатки листа показан на рисунке ниже.
Коррекция округлостиЦель корректировки округлости — сделать кривизну всего круга как можно более однородной для улучшения качества продукта.
Обычно шаги следующие:
⑴ Подача
Согласно опыту или расчетам, ролик можно отрегулировать до максимально правильного положения кривизны.
⑵ Круглая прокатка
Прокатка цилиндра в течение двух циклов с коррекцией кривизны, особое внимание следует уделять положению прокатки при сварке, чтобы обеспечить постоянную кривизну всего круга.
⑶ Разгрузка
Постепенно уменьшайте нагрузку, чтобы заготовку можно было несколько раз закатать под уменьшенной корректирующей нагрузкой.
Проверьте этиГибка труб: от CAD до производства
Потребность в прецизионных изогнутых трубках
Изрядное количество промышленного оборудования потребляет значительное количество металлических труб.Некоторые из этих трубок изгибаются в определенные формы, как это часто описывается на двухмерных чертежах. 2D-чертеж содержит необходимую информацию, используемую для программирования трубогибочного станка с ЧПУ. Средства, с помощью которых эта информация, содержащаяся на чертеже, программируется в гибочном станке с ЧПУ, меняются. Производители теперь начинают экспортировать созданные в САПР твердотельные модели изогнутых труб прямо из системы САПР прямо в трубогибочные станки с ЧПУ.
Исторический взгляд на то, что питает трубогибочный станок с ЧПУ
Большинство современных трубогибочных станков программируются с использованием LRA (a.к.а. YBC) данные. L — расстояние между изгибами, R — угол поворота плоскости между изгибами, а A — угол изгиба. Добавьте к этому радиус центральной линии (CLR), и теперь у вас будет достаточно информации, чтобы описать изогнутый профиль для большинства гибочных станков с ЧПУ.
Чаще всего данные LRA извлекаются из двухмерного чертежа, который отправляется в цех. В этом случае машинный программист вводит данные LRA в контроллер через клавиатуру и дисплей. Некоторые производители помогают упростить процесс ввода данных, позволяя программисту вводить данные через среду Windows.
Иногда данные о гибочном станке LRA не отображаются на чертеже. Другой распространенный формат, отправляемый в цех на чертеже, — это точки данных XYZ. Точки данных XYZ основаны на декартовой системе координат. Именно эти точки данных описывают различные точки вдоль профиля трубы. Однако большинство гибочных станков не запускаются непосредственно из точек данных XYZ.
Обычный способ преобразования XYZ в данные гибки
Система преобразования данных гибочного станка XYZ в LRA часто встречается в большинстве современных контроллеров ЧПУ.Бесплатные конвертеры данных XYZ в LRA также можно найти в Интернете. Процесс часто требует, чтобы программист вводил точки данных XYZ в среду Windows через человеческий интерфейс.
После ввода точек данных XYZ, включая CLR, программное обеспечение гибочного станка может преобразовать данные XYZ в данные гибочного станка LRA. Сам процесс преобразования требует небольшой математической обработки векторов. Однако все это происходит в фоновом режиме, и в течение одной-двух миллисекунд таблица данных гибочного устройства LRA обновляется преобразованными данными.
Еще один способ переноса данных LRA в гибочный станок — использование КИМ. Этот подход требует измерения трубы после того, как она была сформирована. Скорректированные данные изгиба затем отправляются обратно в гибочную машину для дальнейшей обработки. Тем не менее, где-то до измерения трубы на КИМ исходная запрограммированная информация должна была быть введена в контроллер гибочных станков через какой-то человеческий интерфейс.
Данные военных и LRA Bender
Не во всех чертежах трубы для описания трубы используются данные LRA или XYZ.Военные используют данные изгиба трубы, которые описывают, как изготавливать трубу на трубогибочном станке ручного типа. Чтобы управлять трубогибом с ЧПУ с данными Boeing, программист может ввести данные, предоставленные Boeing, в интерфейс Windows, см. Ниже.
Этот интерфейс, присутствующий в некоторых высокопроизводительных контроллерах ЧПУ, используется для генерации данных LRA, которые управляют трубогибочным станком с ЧПУ.
Однако, как и во всех предыдущих методах ввода данных, описанных выше, программист должен вручную ввести данные Boeing в контроллер гибочного станка.Это требует времени и чревато человеческой ошибкой.
Передовое программирование для 21 века
Из вышесказанного ясно, что, по крайней мере, установленный процесс получения данных гибочного станка в контроллер гибочного станка в первый раз предполагает, что программист вводит ряд значений. В этом больше нет необходимости.
Средняя система САПР сегодня (Pro / E, Solid Works, Solid Edge, Inventor и т. Д.) Может выводить стандартный файл STEP. Файл STEP, относящийся к изогнутой трубе, — это файл, который описывает многочисленные свойства, которые может использовать контроллер машины для гибки труб.Например, из файла STEP можно извлечь следующие свойства:
- Тип материала
- Состояние материала
- Информация о сварном шве
- Диаметр трубы и толщина стенки
- Радиус центральной линии
- Геометрические данные
- Каталожный номер
- Допуски
Безусловно, самым большим преимуществом импорта файла STEP в трубогиб с ЧПУ является отсутствие ошибок при вводе данных.Ошибок нет, так как импортированный файл STEP содержит необходимую информацию о сгибаемой трубе.
Из файла STEP контроллер гибочного станка с ЧПУ может извлечь тип материала, толщину стенки, внешний диаметр, радиус центральной линии и данные гибочного станка LRA. С помощью этой информации информация о пружинении может быть определена еще до того, как деталь будет изогнута. Этот процесс чтения в файле STEP может сэкономить время не только в среде прототипа, но и в цехе мелкосерийного производства.
Иногда программирование станка в первый раз может занять намного больше времени, чем, скажем, запуск 20 деталей. Вопрос в том, насколько сложно запрограммировать эту деталь. Контроллер ЧПУ, который может читать файл STEP, сгенерированный САПР, не различает при преобразовании детали с двумя сгибами из детали с 20 сгибами; это занимает самое большее несколько миллисекунд.
Для чтения в файле STEP обычно используется формат файла filename.stp. В раскрывающемся меню Windows File выберите формат файла STEP, выберите имя файла STEP, и все.
Недостатки
Самым большим недостатком использования конвертера файлов STEP является стоимость, связанная с отслеживанием версии файла STEP, отправляемого на гибочный станок с ЧПУ. Этот процесс требует дополнительных усилий по управлению базой данных между проектированием и производством.
Заключение
Как ни крути, трубка будет гнуться. Использование конвертера файлов STEP для устранения ошибок ввода данных может иметь большое значение для сокращения времени цикла снятия изогнутой трубы со станка.Для детали с двумя изгибами преобразование файла STEP может оказаться излишним. Однако по мере увеличения количества изгибов увеличивается время, необходимое для ввода необходимых данных из 2D-чертежа.
Другой способ взглянуть на это: сколько времени вы стояли там, пытаясь определить правильное вращение плоскости между изгибами? Это возможность считывать данные прямо из системы CAD прямо в трубогиб. Все сводится к тому, где вы хотите проводить время; вводя данные LRA о нашем работающем производстве.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов.Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Стандартная трубогибочная машина 36-48 «
CRC-Evans ® — крупнейший в отрасли производитель оборудования для строительства трубопроводов. Наши сварочные аппараты, оборудование для гибки труб, оборудование для подготовки концов, зажимы, Подбивочное / дробильное оборудование, системы взвешивания и оборудование баржи-укладчика были использованы для завершения более 60 000 миль трубопроводов в более чем 100 странах.
CRC-Evans производит самую полную на сегодняшний день линейку оборудования для строительства наземных и морских трубопроводов. Все оборудование производится в соответствии с Системой управления качеством, сертифицированной по международно признанному стандарту ISO 9001: 2008 и собственной Политике качества CRC-Evans.
Для труб диаметром от 36 дюймов (965 мм) до 48 дюймов (1219 мм) CRC-Evans предлагает современные гибочные машины:
- Гидравлические органы управления позволяют одному оператору полностью управлять всеми операциями машины с удобной платформы.
- Лебедка с гидравлическим приводом перемещает трубу через машину. Труба легко перемещается на фигурных роликах.
- Откалиброванный индикаторный стержень позволяет оператору выполнять неизменно равномерные изгибы.
- Башмак в стиле пин-ап автоматически захватывает трубу, чтобы предотвратить деформацию.
- Переход на другой размер трубы в пределах машинного диапазона осуществляется простой установкой альтернативного гибочного набора.
- Станок способен изгибать все марки имеющихся в настоящее время труб API-5L в пределах своего ассортимента.
- Рама машины изготовлена из высокопрочной стали для обеспечения длительного срока службы без усталостных повреждений.
- Блочная конструкция упрощает обслуживание и ремонт.
- Буксирная проушина прикреплена к жесткой спинке с гидравлическим приводом и может подниматься и опускаться для облегчения подсоединения к тягачу.
- Машину можно буксировать на полосе отвода подходящим трактором (обычно это боковая стрела, подающая трубу к гибочной машине).
- Для гибки трубы каждого размера требуются набор для гибки, гибочная матрица, оправка и гибочная лента.
| Какой тип гибочного станка мне подходит? При гибке труб, труб, уголков, профилей и т. Д. Существует четыре основных категории гибочных машин, каждая из которых имеет свои преимущества и ограничения. Эти категории:
J&S Machine предлагает машины трех из этих категорий (за исключением формовки растяжением). Ротационно-вытяжные гибочные машины обычно используются для гибки в основном труб и труб. В случае наших ротационно-вытяжных гибочных машин YLM можно использовать оправки и зачистные плашки для получения очень крутых изгибов при сохранении чистого внешнего вида. Инструмент может быть спроектирован так, чтобы выполнять несколько гибов с минимальными прямолинейными длинами между гибами на нескольких плоскостях гибки. Ротационно-вытяжные машины с толкающими роликами — это, пожалуй, самый универсальный из имеющихся гибочных станков.Многие из имеющихся у нас станков с ЧПУ YLM способны комбинировать ротационно-вытяжные и гнутые изгибы за одну операцию. Сжатие Гибочные машины обычно используются для толстостенных материалов или материалов, которые изгибаются до радиуса, превышающего внешний диаметр трубы в 2,5 раза. В случае наших двухголовых компрессионных гибочных станков YLM инструмент может быть изготовлен для одновременного выполнения двух гибов на нескольких трубах. Профилегибочные машины обычно используются для гибки углового железа, нестандартных профилей и рулонов.В случае с нашими гибочными станками TreC могут быть изготовлены нестандартные валки, подходящие для большинства специальных профилей, и доступны различные насадки для гибки углового железа и материала двутавровых балок. Многие из имеющихся у нас станков TreC способны изготавливать детали нескольких радиусов, например овалы, за одну операцию. Решая, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
Позвоните нам — мы здесь, чтобы помочь вам в принятии решения. |
Машина для гибки двойных листов Jorns JDB: управляемая адреналином.
Полностью автоматический станок для гибки двойных листов Jorns JDB может иметь длину от 3,2 до 12,2 метра и способность гибки листового металла до 3 мм. Это увеличивает скорость ваших проектов — и пробуждает желание создавать что-то большее.
Одновременная гибка сложных профилей не представляет проблемы для станка для двойной гибки Jorns JDB , так как многозадачность является обязательной. Область за зажимным инструментом с отводом более 290 мм для гибочных инструментов предлагает открытое пространство выше среднего. Затем вы можете производить гибочные профили, не переворачивая их и не переворачивая — с множеством возможных вариантов профиля. Одновременно можно изгибать несколько параллельных, конических или перекрывающихся профилей — нововведение, которое увеличивает скорость вашей работы.
Использование сервотехнологии, стола автоматической загрузки и разгрузки, а также зажимных пальцев с индивидуальным приводом обеспечивает максимальную точность, гибкость и производительность. Благодаря двум гибочным инструментам значительно сократились погрузочно-разгрузочные работы. Последовательный расчет положений обработки и останова в соответствии с методом «Укорочение гибки согласно DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные складки — все это неотъемлемая часть JDB.Если раньше у вас была страсть к созданию чего-либо, просто наблюдайте, как это будет расти в будущем.
От модульной конструкции станка к индивидуализации.
Каждый станок для гибки двойных листов Jorns JDB поставляется с первоклассным базовым оборудованием, которое можно персонализировать благодаря модульной конструкции станка. Затем вы конфигурируете станок для двойной гибки в соответствии с вашими личными требованиями и запланированными областями применения.Независимо от длины, гибкости, системы обратного упора, ножниц или других опций, которые вы выберете, базовое оборудование остается одинаковым на всех машинах. Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Конструкция механического станка
Благодаря своей прочной конструкции и сварной коробчатой конструкции, станок для гибки двойных труб Jorns JDB создан для суровых условий длительной эксплуатации. Гидравлические гибочные соединения на каждой стойке (или кронштейне) имеют максимальный угол изгиба до 145 ° и точные углы изгиба по всей рабочей длине.Высокая сила зажима, необходимая для точного изгиба и закрытой кромки, может быть достигнута с помощью зажимных цилиндров, установленных на каждом зажимном рычаге. Зажимными цилиндрами можно управлять индивидуально. Это обеспечивает не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением — компенсируется упругая отдача материала, наблюдаемая при закрытии кромок прессом. В результате получаются параллельные кромки, подогнанные под профиль.
Геометрия инструмента
Сложная конструкция станка также включает в себя инструмент с геометрией «G», которая имеет открытое пространство 269 ° между зажимным инструментом и гибочным инструментом перед станком.Гибочный инструмент с контуром 37 ° позволяет изготавливать точные шляпообразные профили под углом 90 ° и профили внахлест, используемые для облицовки. Гибочные инструменты можно отвести на 290 мм и создать максимально возможное пространство перед станком. После этого можно изготавливать самые разные профили, не переворачивая их. Зажимной инструмент расположен под углом 38 ° и имеет большое внутреннее открытое пространство, чтобы можно было расположить предварительно изогнутые профили как можно ближе к точке зажима.
Безопасность оборудования
Основное оснащение двухгибочного станка Jorns JDB дополняется сложной системой безопасности. Наивысший уровень безопасности гарантируется в любое время, не ограничивая повседневную работу на машине, даже при обработке гофрированного материала. Оборудование безопасности на машине и используемые световые барьеры обеспечивают безопасную, полностью автоматическую работу. Использование трехлучевой лазерной системы снижает риск несчастных случаев при закрытии зажимного инструмента и при использовании ножниц в полуавтоматическом режиме.
Индивидуальная конфигурация машины
Модульная механическая конструкция двойного гибочного станка Jorns JDB закладывает основу для индивидуальной конфигурации машины, которая идеально подходит для ваших нужд. Вы определяете длину от 3,2 до 12,2 метра, гибкость листового металла до 3 мм, систему обратного упора, ножницы и другие опции, которые следует использовать. Загляните в наш онлайн-конфигуратор или свяжитесь с нами напрямую — мы будем рады помочь.
Одновременная гибка сложных профилей не представляет проблемы для станка для двойной гибки Jorns JDB , так как многозадачность является обязательной.Область за зажимным инструментом с отводом более 290 мм для гибочных инструментов предлагает открытое пространство выше среднего. Затем вы можете производить гибочные профили, не переворачивая их и не переворачивая — с множеством возможных вариантов профиля. Одновременно можно изгибать несколько параллельных, конических или перекрывающихся профилей — нововведение, которое увеличивает скорость вашей работы.
Использование сервотехнологии, стола автоматической загрузки и разгрузки, а также зажимных пальцев с индивидуальным приводом обеспечивает максимальную точность, гибкость и производительность.Благодаря двум гибочным инструментам значительно сократились погрузочно-разгрузочные работы. Последовательный расчет положений обработки и останова в соответствии с методом «Укорочение гибки согласно DIN 6935», интуитивно понятное графическое программирование, высокий уровень угловой точности и равномерно закрытые водяные складки — все это неотъемлемая часть JDB. Если раньше у вас была страсть к созданию чего-либо, просто наблюдайте, как это будет расти в будущем.
Определение мощности машины.
Пришло время сконфигурировать ваш собственный полностью автоматический станок для гибки двойных листов Jorns JDB в соответствии с вашими пожеланиями и требованиями. Определив максимальную мощность гибки и максимальную длину гибки, вы можете указать размер вашей будущей гибочной машины Jorns JDB. Имеющийся выбор не соответствует вашим ожиданиям? В таком случае свяжитесь с нами. Мы будем рады предложить систему нужного вам размера.
Мощность гибки
Пожалуйста, выберите 1.25 мм 1,50 мм 2,00 мм 3,00 мм
1,25 мм Сталь / Сталь 0,80 мм Inox 2,00 мм Алюминий
Длина гибки
Пожалуйста, выберите
Система управления: в основе ваших проектов.
Интуитивно понятная графическая система управления CP300Twin — это нервный центр станка для двойной гибки Jorns JDB. Он отличается, в частности, понятным дизайном и мощными функциями, основанными на разработке программного обеспечения, ориентированного на клиента. Таким образом, CP300Twin может не только управлять полностью автоматической машиной, но и заставлять сердце биться быстрее.
Графическая система управления CP300Twin
Высочайший уровень размерной и угловой точности, быстрое выполнение от эскиза до профиля, автоматическая коррекция перегиба.Характеристики: сенсорный экран 21,5 дюйма, карта SSD, процессор I3 3,7 ГГц, аппаратные компоненты B&R, TeamViewer.
Система обратного останова: полуавтоматическая или полностью автоматическая?
Устойчивая регулируемая система обратного упора имеет решающее значение для быстрого и точного изготовления гибочных профилей.Эти две системы обратного упора являются отличным подспорьем при выполнении гибочных работ на станке для двойной гибки Jorns JDB — и все это с исключительной гибкостью, точностью и производительностью.
Система обратного упора «электрический зажимной палец, конический»
Система обратного упора «электрический зажимной палец, конический» превращает JDB в полностью автоматический станок для двойной гибки.Различные положения зажима и обратного упора обеспечивают исключительную гибкость в использовании и множество возможных вариантов профиля.
Прижимной палец для короткой части, электрический
Дополняет систему обратного упора «электрический зажимной палец, конический» для сгибания коротких полос листов.
Стандартный палец упора заднего хода
Дополняет систему обратного упора «электрический зажимной палец, конический», чтобы иметь возможность точно выровнять предварительно изогнутые профили, несмотря на их неблагоприятную форму.
Вакуумный захват
Дополняет систему обратного упора «электрический зажимной палец, конический» для гибки предварительно гнутых профилей высотой 30 мм и выше в полностью автоматическом режиме.
Многокомпонентная зажимная система
Дополняет систему обратного упора «электрический зажимной палец, конический» для одновременной гибки трех или четырех одинаковых профилей.
Система обратного упора «тип 20, коническая»
Система обратного упора «тип 20, коническая» превращает JDB в полуавтоматический станок для двойной гибки: точная гибка параллельных, конических или перекрывающихся профилей; с высочайшей точностью даже при обработке узких полос листового металла; сервопривод.
Ножницы
— точные и безопасные как в полуавтоматическом, так и в полностью автоматическом режиме.
Прочные и надежные ножницы абсолютно необходимы для точной резки параллельной или конической полосы листа, не говоря уже о точном профиле кромки. Какая производительность резки вам нужна? Выберите одну из наших систем ножниц для своей двойной гибочной машины Jorns JDB.
Ножницы роликовые SE
В общем, электрические валковые ножницы SE используются вместе со всеми нашими двойными гибочными станками Jorns JDB.
Роликовые ножницы SLS
Гидравлические вальцовые ножницы SLS можно использовать на всех двойных гибочных станках Jorns JDB.
Роликовые ножницы SL3
Гидравлические вальцовые ножницы SL3 используются на двойных гибочных станках Jorns JDB-200 и JDB-300
Увеличьте производительность своей машины с помощью гидравлической системы DSP.
Как наиболее продуктивно работать на двухгибальном станке Jorns JDB? Благодаря использованию высокопроизводительной гидравлической системы DSP, которая может перемещать несколько осей одновременно. Это ускоряет рабочий процесс на 30 процентов, тем самым экономя ваше время и повышая вашу производительность.
Гидравлическая система с двумя сервонасосами (DSP)
Гидравлическая система DSP на 30% быстрее, чем система в базовой комплектации.В результате цикл гибки соответственно сокращается.
Программное обеспечение для использования вашего двойного гибочного станка Jorns JDB в полную силу.
В двойном гибочном станке Jorns JDB вы выбрали чрезвычайно мощный станок, способный на многое. Но это не все! Программное обеспечение, разработанное компанией Jorns для автономного программирования, и приложение J-Bend можно использовать для раскрытия всего потенциала машины. Следующее программное обеспечение также обеспечивает исключительную поддержку при использовании новейшей системы управления CP300Twin на станке для двойной гибки Jorns JDB.
Автономное программное обеспечение CP200 / CP300Twin
Приобретая гибочный станок Jorns JB, вы автоматически получаете одну лицензию на установку программного обеспечения на ПК, позволяющего программировать в автономном режиме.Каждая дополнительная лицензия используется для установки на следующий ПК.
Отвод J-образный
Отмеченное наградами приложение J-Bend («Лучшее из швейцарских приложений») упрощает повседневные рабочие процессы.Чертежи и проекты профилей можно создавать на строительной площадке и отправлять прямо на вашу интерактивную гибочную машину Jorns. Приложение работает на планшетах и мобильных телефонах.
Bendex
Производитель: MicroSea System Solutions GmbH, Вена (A)
Met-IQ
Производитель MicroSea System Solutions GmbH, Вена (A)
Программное обеспечение SEMA
Производитель: SEMA GmbH, Wildpoldsried (D)
nu EVOLUTION
Производитель: nuIT GmbH, Санкт-Петербург.Пёльтен-Унтеррадльберг (А)
Другие возможности, которые сделают вашу машину двойной гибки Jorns JDB еще более универсальной.
Благодаря модульной конструкции станка, ваш станок для гибки двойных листов Jorns JDB может быть настроен со следующими дополнительными принадлежностями. Например, может быть, вы хотите что-то сделать против вмятин на гибочных инструментах при гибке материалов с повышенной твердостью на краевом слое? Как насчет автоматического обеспечения идеальных изгибов благодаря оптимально настроенному воздушному зазору? Или, может быть, вы хотите создать точные параллельные открытые кромки или автоматически загружать и выгружать гибочный материал.
Динамическое позиционирование (DP)
Динамическое позиционирование (DP), доступное только для гибочных машин Jorns и станков для двойной гибки, компенсирует деформации на концах профиля при гибке и при закрытии параллельных открытых кромок прессованием.
Подающий стол автоматический
Стол автоматической подачи свободно программируется на загрузку и разгрузку.
Инструменты для лазерной закалки
Закаленные лазером инструменты повышают износостойкость в три раза.
Лазерный сканер безопасности
Лазерный сканер безопасности сокращает потребность в постоянном пространстве для вашего двухгибочного станка на — 25%, не снижая при этом максимальную безопасность операторов.
Светодиодное освещение
Светодиодное освещение не просто хорошо выглядит — оно помогает вам в повседневной работе.
Автоматическая регулировка толщины материала (HM)
Гидравлическая регулировка толщины материала позволяет автоматически регулировать воздушный зазор между гибочным инструментом и верхним зажимным инструментом.
Мгновенно в картинке: полезные видеоролики и клипы на вашем гибочном станке Jorns JDB.
Видеоролики, видеоролики и учебные пособия по нашему двойному гибочному станку Jorns JDB дают представление об основных и специальных знаниях, связанных с функциями машины, технологиями и программным обеспечением.
Двойной гибочный станок Jorns JDB: максимальная гибкость благодаря оптимальной геометрии инструмента
Станок для двойной гибки Jorns JDB: точная кромка благодаря уникальной технологии
Jorns JDB станок для гибки двойных листов: электрический зажимной палец, конический для максимальной точности
Двойной листогиб Jorns JDB: системы ножниц — точные и безопасные
Двойной гибочный станок Jorns JDB: высокий стандарт безопасности без потери гибкости
Двойной гибочный станок Jorns JDB: максимальная гибкость благодаря гибкой зажимной системе
Двойной листогибочный станок Jorns JDB: максимальная производительность благодаря модульной конструкции
.