Бумага наждачная на тканевой основе водостойкая М40(нулёвка) 775мм (рулон 30м) в Москве (Шкурки шлифовальные)
РОС 81021 Бумага шлифов-я М40 775мм на ткан-й основе водост-я (рулон 30м)
Наждачная бумага, ещё называемая «наждачка», незаменимый в строительстве, шлифовочный материал, изготовляемый из бумаги или ткани, с нанесением абразивного порошка. Наждачная бумага, (наждачка), различается по степени зернистости, от нулёвки, до грубого абразивки. Бумага наждачная применяется для шлифовки поверхности и подготовки оснований для последующих работ. Советы по работе с наждачкой, (наждачной бамагой): Натянуть наждачную бумагу на кусок деревянного или резиного бруса. Как известно, наждачная бумага, становится мягче в процессе работы, при этом наждачка частично теряет свои свойства. Но не стоит выбрасывать поработавшую наждачную бумагу, она не будет так эффективна, как новая, зато будет гораздо «нежнее». Поработавшая наждачка поможет сэкономить на новой, с более мелкой зернистостью. Это хорошо известно столярам, деревщикам и другим специалистам, работающим с деревом, и они постепенно меняют зернистость наждачной бумаги с крупной на мелкую. «Агрессивней» и податливее, наждачную бумагу так же можно сделать из новой. Основа наждачной бумаги, как уже написано выше, ткань и бумага. Абразивный материал прикрепляется к основе с помощью клея. Если расстояние между зёрнами наждачной бумаги увеличить, то абразив будет лучше, агрессивней, работать. Для этого, можно растянуть кусок наждачной бумаги, и она станет податливее, с ней будет удобней работать. На бумажной основе, можно закрепить отрезок из наждачной бумаги, на остром угле, вдоль и поперёк. Бумага не тянется, но хорошо перетирается. Для основы из ткани, можно нарезать полоски наждачной бумаги поперёк волокна ткани, или порвать на полосы шириной 9-10см. Один конец полосы прижать к полу, за другой потянуть руками. При растягивании наждачной бумаги на тканной основе, будет слышен треск клея. Чем сильней треск, тем дольше будет работать наждачная бумага.
Это хорошо известно столярам, деревщикам и другим специалистам, работающим с деревом, и они постепенно меняют зернистость наждачной бумаги с крупной на мелкую. «Агрессивней» и податливее, наждачную бумагу так же можно сделать из новой. Основа наждачной бумаги, как уже написано выше, ткань и бумага. Абразивный материал прикрепляется к основе с помощью клея. Если расстояние между зёрнами наждачной бумаги увеличить, то абразив будет лучше, агрессивней, работать. Для этого, можно растянуть кусок наждачной бумаги, и она станет податливее, с ней будет удобней работать. На бумажной основе, можно закрепить отрезок из наждачной бумаги, на остром угле, вдоль и поперёк. Бумага не тянется, но хорошо перетирается. Для основы из ткани, можно нарезать полоски наждачной бумаги поперёк волокна ткани, или порвать на полосы шириной 9-10см. Один конец полосы прижать к полу, за другой потянуть руками. При растягивании наждачной бумаги на тканной основе, будет слышен треск клея. Чем сильней треск, тем дольше будет работать наждачная бумага.
Россия СССР США, Канада…. Европа
Турция
Индия
ЮАР Япония Китай крупнозернистые ( macrogrid)
ISO(76)
нов. ГОСТ
CAMI
UAMA мкм ‘старый ряд
‘0 grade
‘ought grade мкм
сред FEPA(93) мкм
сред JIS(87) мкм GB2478 мкм Назначение
шлифовальной
бумаги P22 850-1000 80 800-1000 — — — — P20 1000 — — 22 850-1000 очень грубые
работы P24 710-850 63 630-800 24 707-841 3 715 P24 764 24 710-850 24 710-850 P30 600-710 — — 30 595-707 — — P30 642 30 600-710 30 600-710 P36 500-600 50 500-630 36 500-595 2 535 P36 538 36 500-600 36 500-600 P40 425-500 40 400-500 — — — — P40 425 — — 40 425-500 грубые работы
по дереву P46 355-425 32 315-400 46 354-420 — — — — 46 355-425 46 455-425 P54 300-355 — — 54 297-394 1 351 P50 336 54 300-355 54 300-355 P60 250-300 25 250-315 60 250-297 — — P60 269 60 250-300 60 250-300 P70 212-250 20 200-250 70 210-250 — — — — 70 212-250 70 212-250 обычное ошкуривание,
штукатурки,
первичная зачистка
старой краски P80 180-212 — — 80 177-210 — — P80 201 80 180-212 80 180-212 P90 150-180 16 160-200 90 149-177 — — — — 90 150-180 90 150-180 P100 125-150 12 125-160 100 125-149 2/0 141 P100 162 100 125-150 100 125-150 P120 106-125 10 100-125 120 105-125 3/0 116 P120 125 120 106-125 120 106-125 P150 75-106 8 80-100 150 74-105 4/0 93 P150 100 150 75-106 150 75-106 подготовка твердых
сортов дерева
к шлифовке ,
окончательная шлифовка
мягких сортов
дерева,
окончательная шлифовка
старой краски
под покраску P180 63-90 6 63-80 180 63-88 5/0 78 P180 82 180 63-90 180 63-90 P220 53-75 — — 220 53-74 6/0 66 P220 68 220 53-75 220 53-75 окончательная шлифовка ,
шлифовка перед
между покрытиями,
качество поверхности
не указано,
сухая шлифовка мелкозернистые ( microgrid)
ISO(77)
нов. ГОСТ
ГОСТ
CAMI
UAMA мкм -старый ряд
-«0» grade
-«ought» grade мкм
сред FEPA(93) мкм JIS(83) мкм GB2477 мкм Назначение
шлифовальной
бумаги P240 56,5-60,5 5 50-63 — — — — P240 56,6-60,5 240 56-64 W63 50-63 окончательная шлифовка ,
шлифовка перед
между покрытиями,
качество поверхности
не указано,
сухая шлифовка P280 50,2-54,2 — — 240 50-53,5 7/0 53,5 P280 50,2-54,2 280 49-55 — — P320 44,7-47,7 4 40-50 — — — — P320 44,7-47,7 320 43,5-48,5 W50 40-50 P360 39-42 — — 280 40,5-44 8/0 44 P360 39-42 360 38-42 — — P400 33,5-36,5 3 = M40 28-40 320 32,5-36 9/0 36 P400 33,5-36,5 400 32-36 W40 28-40 полировка финальных
шлифовка между
покрасками,
влажная (мокрая)
шлифовка P500 28,7-31,7 М28 20-28 — — — — P500 28,7-31,7 500 26-30 W28 20-28 P600 24,8-26,8 — — 360 25,8-28,8 — — P600 24,8-26,8 600 22,5-25,5 — — P800 20,8-22,8 — — 400 20,6-23,6 10/0 23,6 P800 20,8-22,8 700 19,7-22,3 — — P1000 17,3-19,3 М20 14-20 500 16,7-19,7 — — P1000 17,3-19,3 800 17-19 W20 14-20 шлифовка металла ,
шлифовка пластиков,
шлифовка керамики,
влажная (мокрая)
шлифовка P1200 14,3-16,3 — — 600 13-16 — — P1200 14,3-16,3 1000 14,5-16,5 — — P1500 9,5-11,1 М14 10-14 — — — — P1500 11,6-13,6 1200 12-14 W14 10-14 еще
более
тонкая
шлифовка P2000 8,5-10,5 — — 800 9,8-12,3 — — P2000 9,5-11,1 1500 9,5-11,5 — — P2500 7,9-9,1 М10 7-10 1000 6,8-9,3 — — P2500 7,9-8,9 2000 7,8-9,2 W10 7-10 — — — — 1200 4,5-6,5 — — — — 2500 6,3-7,7 — — — — М7 5-7 — — — — — — 3000 5,2-6,2 W7 5-7 — — М5 3,5-5 — — — — — — — — W5 3,5-5
Наждачная бумага нулевка цена | Домострой
Наждачная бумага желтая P120 115 мм 50 м
Наждачная водостойкая бумага Sia P800
Наждачная бумага VERTO 63H508
84078 Акан Водостойкая наждачная бумага Р: 500 (крупный.
Бумага наждачная Kwb 8177-18
Наждачная бумага 3М 02045 401Q микротонкая влагостойкая.
Бумага наждачная на тканевой основе FIT, 23 х 28 см, 10.
Белгород Шкурка шлифовальная № 10 (775) 1 рулон 30м/п
Наждачная бумага в рулонах (115мм х 5м; Р80) FIT
Бумага наждачная шлифовальная №6 / Р180 (1 п.м.)
Зубр Шлиф-шкурка водостойкая на тканевой основе в рулон.
Бумага наждачная Fit 38082 Р-40 115х5000 мм
Наждачная бумага FIT 38089
Бумага наждачная на тканевой основе FIT, 23 х 28 см, 10.
Абразив на тканевой основе для шлифовальных машин по па.
Шлифовальная (наждачная) бумага зерно 1500
Шлифовальная шлифовальная шкурка для ручной обработки K.
Наждачная бумага в рулоне 800 мм х 30 м Р180 6Н 14А БАЗ
Держалка для наждачной бумаги FIT 39711
Бумага наждачная FIT, 11,5 х 5 м, Р240
Бумага наждачная №80 (P24) водостойкая (пог.м.) / Бумаг.
Шкурка шлифовальная, на бумажной основе, LP10D, Р40, 11.
Бумага наждачная шлифовальная Н-0 (1 п.м.)
Шлифовальная (наждачная) бумага зерно 2500
Наждачная бумага наждачка №4 п/м
Бумага наждачная водостойкая Mirka Р2500 140*230мм
Зубр Без ТМ 3550-012 z01 Шлиф-шкурка водостойкая на тка.
Бумага наждачная шлифовальная Н М40/ Р320 (нулёвка) 1 п.
Шлифовальная шкурка 40-Н БАЗ 10 шт, 240х170 мм
Шкурка на тканевой основе, P 180, 1000 мм х 20 м, водос.
Бумага наждачная водостойкая P2500, 230 х 280 мм NORTON.
Наждачная бумага №40 (нулевка) 1 м.п.
Наждачная бумага 3М 01971 влагостойкая 230х280 мм, P100.
Доставка и оплата
Доставка осуществляется по Москве и области:
Стоимость доставки зависит от объема и удаленности. Подробную информацию смотрите в разделе Доставка и оплата
- Наличными при получении
- Банковской картой при получении
Описание товара
, ещё называемая «наждачка», незаменимый в строительстве, шлифовочный материал, изготовляемый из бумаги или ткани, с нанесением абразивного порошка. Наждачная бумага, (наждачка), различается по степени зернистости, от нулёвки, до грубого абразивки.
Наждачная бумага, (наждачка), различается по степени зернистости, от нулёвки, до грубого абразивки.
Особенности материала
Шлифовальная шкурка представляет собой гибкую полоску, состоящую из двух основных слоев. Верхняя часть – абразивная поверхность. Она изготавливается методом равномерного нанесения на основу шкурки специального состава, включающего твердые частицы. В качестве абразива могут выступать электрокорунд, карбид кремния и другие материалы. Наждачная бумага также отличается материалом основы. Самые популярные виды шлифовальной бумаги производятся:
Наждачная бумага также отличается материалом основы. Самые популярные виды шлифовальной бумаги производятся:
- на бумаге. Может быть обычной или водостойкой. При этом она обладает повышенной прочностью, благодаря которой выдерживает большие механические нагрузки. Имеет разную плотность и цвет. Использование бумаги снижает себестоимость наждачки, исключает удлинение основы при проведении работ и позволяет использовать даже очень мелкий абразив;
- на ткани. Обычно это полиэстер или хлопок. Ткань дополнительно может пропитываться смолами, что повышает прочность и водостойкость материала. Шлифовальные шкурки на тканевой основе отличаются повышенной износостойкостью. Однако они стоят немного дороже, чем наждачки, созданные с использованием бумаги.
Основные характеристики наждачной бумаги
Магазин skladom.ru поставляет шлифовальные шкурки от известных производителей в широком ассортименте. Представленные в нашем каталоге виды наждачной бумаги отличаются не только используемыми материалами, но и другими параметрами.
- Форма. Материал стандартно производится в виде прямоугольного листа или ленты, смотанной в рулон. Также есть специальные варианты дельтовидной или круглой формы.
- Размеры. Ширина рабочей поверхности может составлять 50–800 мм. Длина наждачной бумаги, поставляемой в рулонах, может достигать 50 метров.
- Крепление. Шлифовальные шкурки, предназначенные для использования на станках или машинках, дополнительно оснащаются зажимом или липучкой.
- Назначение. Определяется материалом обработки. Шлифовальная шкурка может быть универсальной. Есть и специальные виды, предназначенные для определенного материала.
- Зернистость. Размер абразивных частиц составляет от 3 мкм до 1 мм. Это позволяет купить наждачную бумагу для грубой, первичной, финишной или сверхтонкой обработки.
Знакомьтесь с нашим предложением и выбирайте материал, соответствующий конкретным производственным задачам. Приобрести подходящую по назначению и цене наждачную бумагу Вы можете онлайн или по контактному телефону.
Наждачная бумага: виды зернистости
Наждачка есть в каждом доме, и практически каждый человек хоть раз в жизни пользовался таким материалом, сделанным из абразива. Наждачная бумага и виды зернистости отличается, поэтому потребители применяют ее для решения разных задач. К основным предназначениям наждачки относятся обработка поверхности, с которой убираются заусеницы, дефекты, шлифуется внутренняя или внешняя сторона изделия.
Особенности изготовления
Технология производства наждачной бумаги простая. Суть состоит в том, чтобы абразивное зерно нанести на бумажную основу и закрепить его там с помощью специального клея или смолы. На основе абразивной бумаги и изготавливают различные абразивные инструменты, в основе которых лежит наждачка.
Существуют следующие этапы производства наждачной бумаги:
- Сначала берут материал, который будет служить основой для изделия, и пропитывают его латексом или полимерами.
- Разогревают клей до +30-50 градусов.

- Наносят клей на основу для наждачки.
- Берут абразивный порошок нужной фракции, насыпают на бумагу или ткань.
- Помещают материал в печь, чтобы высушить. Температура выставляется, исходя из того, какой зернистости применялся абразивный порошок, каким был тип клея, основа.
Подобным способом обычно создают наждачку в домашних условиях, на производстве технологии позволяют получить более качественную продукцию. Для самостоятельного изготовления достаточно придерживаться указанной последовательности действий, чтобы получить наждачную бумагу невысокого качества. В качестве основы применяют плотный картон или ткань, на которые наносят растолченные песок или стекло. Иногда их заменяет крошка, полученная с абразивного круга.
Основа изделия
Изготавливается на основе следующих материалов:
- Бумажная. Встречается в большинстве наждачно-абразивных изделиях. Чтобы повысить уровень прочности и стойкость к разрыву, изгибы полотна обрабатывают смолами или полимерными материалами. Это значительно повышает стойкость к влаге. На бумагу наносят мелкое абразивное зерно.
- Тканевая основа. Отличается стойкостью к истиранию, износу, обладает высоким уровнем эластичности, влагостойкостью. Применяют для интенсивной работы с материалами, которые нужно отшлифовать.
- Комбинированная основа, которая состоит из бумаги и ткани. Материал является двухслойным, что придает изделию прочность, плотность, стойкость. Наносят крупное абразивное зерно.
- Губчатая основа. Используют для насадок, которые предназначены для выполнения ручной и механической работы. Отлично пропускает мелкие частицы, в том числе пыль, что позволяет применять ее длительное время на производстве и на дачном участке.
 Встречается в большинстве наждачно-абразивных изделиях. Чтобы повысить уровень прочности и стойкость к разрыву, изгибы полотна обрабатывают смолами или полимерными материалами. Это значительно повышает стойкость к влаге. На бумагу наносят мелкое абразивное зерно.
Встречается в большинстве наждачно-абразивных изделиях. Чтобы повысить уровень прочности и стойкость к разрыву, изгибы полотна обрабатывают смолами или полимерными материалами. Это значительно повышает стойкость к влаге. На бумагу наносят мелкое абразивное зерно.В каких формах выпускается наждачка
И в промышленных, и в домашних условиях делать наждачную бумагу можно в таких формах, как:
- Листовая — отличается высокой жесткостью, листы сложно изгибать в разные стороны. Складируют листовую наждачку стопками.
- Рулонная — характерна компактность, невысокая фракция зернистости, размер рулонов меньше, чем у листовой формы наждачной бумаги.
- Сеточная (абразивная сетка) — это особое разреженное полотно, на которое крепится зерно. Благодаря этому шлифовка будет отличаться высоким качеством, мелкие частицы будут проходить через сетку, не забиваться в поры. Такой метод работы с наждачной бумагой называется шлифовкой без пыли.
- Круговая (абразивный круг) — вырезается в виде насадки, которая одевается на механические устройства или инструменты. Для абразивного круга характерна мелкозернистость, что позволяет очищать любой металл от налетов, ржавчины, старого покрытия.
- Наждачная бумага, которая имеет разную зернистость. Производится в виде насадки, которая надевается на электрические инструменты. На них насадка крепится липучкой или продевается в отверстия.
- Лентовая (шлифовальная лента) — заправляют в станки или машины, которые применяются для циклевочных работ.
 Складируют листовую наждачку стопками.
Складируют листовую наждачку стопками.
Особенности маркировки
Наждачка отличается не только по форме, но и по обозначению, которая называется маркировкой. Она характеризуется следующими параметрами:
- Концентрацией абразивного порошка в материале.
- Фракцией материала.
Существует два стандарта маркировки наждачки — международный и отечественный. Международная маркировка обозначается латинскими буквами ISO, которые ставятся на обороте изделия. Отечественный стандарт также пишется сзади— ГОСТ 3647-80, и обозначает, сколько зерен того или иного размера приходится на 1 единицу. В отечественном ГОСТе значения плотности и крупности абразивных зерен уменьшается, а в новом — номер наждачки возрастает со степенью уменьшения значения в маркировке.
Цифры и буквы наносятся разными цветами, которые должны раскрывать информацию о выбранном изделии. Цветовая маркировка используется все реже, но вид зернистости, плотность, водостойкость обозначаются в обязательном порядке. Наносится и маркировка, помогающая потребителям выбрать бумагу для конкретного типа работ. Ниже представлены обозначения международного и отечественного стандарта, которые пишут производители на обратной стороне наждачки:
Ниже представлены обозначения международного и отечественного стандарта, которые пишут производители на обратной стороне наждачки:
- Буква Л — листовая форма выпуска (рулонную наждачку вообще не обозначают буквами).
- Буква М — обозначение водостойкости.
- Буква П — ставят на наждачке, которую выпускают для шлифовки сухих изделий. Никакого контакта с водой не должно быть.
- Цифра 1 — абразивное зерно подходит только для шлифовки мягких поверхностей, а 2 — для жестких.
Зернистость: виды и расшифровка
Абразивное зерно, которое наносится на основу, изготавливается как из синтетических, так и природных материалов. Самым популярным веществом является гранит, который считается абразивом природного происхождения. Хорошо подходит для работы с древесиной. Применяется и карбид кремния, подходящий для обработки металла, пластика, стекловолокна.
Отличным абразивом является керамика, которая отличается высокой прочностью и твердостью. Окись алюминия, из которого часто делают наждачку, служит долго, делая поверхности гладкими. Дорогим, но при этом самым прочным материалом является алмаз. Используется в промышленности, практически не изнашивается.
Дорогим, но при этом самым прочным материалом является алмаз. Используется в промышленности, практически не изнашивается.
Зернистость наждачной бумаги расшифровывается так:
- Крупная. По стандарту обозначается цифрами от 12 до 80. Подходит для черновой обработки различных поверхностей, снятия лака, ржавчины. После такой бумаги на поверхности остаются глубокие царапины, которые убираются при дальнейшей работе.
- Средняя, которая маркируется цифрами от 80 до 160. Подходит для обработки древесины и крупных царапин.
- Мелкая. Обозначается цифрами 160-1400 единиц, применяется для окончательной обработки поверхности.
Зернистость в международном ГОСТе обозначается буквой Р, а после нее ставят цифры фракции. В частности, Р400 — это наждачка-«нулевка», Р2500 — наждачная бумага имеет очень мелкую фракцию.
В отечественном стандарте зернистость обозначается буквой Н, которая ставится после цифр. Например, 10-Н — это абразивное зерно ячейкой 100 мкм. Чем меньше цифра после буквы Н, тем меньше размер ячейки.
Чем меньше цифра после буквы Н, тем меньше размер ячейки.
Выбирая наждачную бумагу, стоит учитывать, для каких работ изделие будет применяться. Внимание потребитель должен обращать на материал основы, абразивного зерна, маркировку. Если планируется комплекс работ, то в специализированных магазинах приобретать нужно крупно-, средне- и мелкозернистую наждачку.
Маркировка наждачной бумаги в зависимости от ее назначения
Просмотров 1k. Обновлено
Этот абразивный материал имеет бумажную или тканевую основу, на которую нанесено непосредственно абразивное вещество (в виде порошка или «зерна»). Вот эта «зернистость» и является одной из главных характеристик изделия, которое известно и под другими «именами»: шкурка, наждачка. От размеров зерен зависит, какой вид работы можно производить данной наждачной бумагой, и на это указывает маркировка.
Следует знать, что в производстве применяются искусственные абразивы (электрокорунд, карборунд и др. ). Все «семейство» наждачных бумаг классифицируется по российскому и зарубежному стандартам. Поэтому далее, для простоты, все показатели будут указаны в соответствии с российским ГОСТом. Он соответствует зарубежному стандарту FEPA, или ISO 6344, как общепринятому в мире. Однако некоторые страны применяют и свои стандарты (Канада, США, Китай, Япония). Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
). Все «семейство» наждачных бумаг классифицируется по российскому и зарубежному стандартам. Поэтому далее, для простоты, все показатели будут указаны в соответствии с российским ГОСТом. Он соответствует зарубежному стандарту FEPA, или ISO 6344, как общепринятому в мире. Однако некоторые страны применяют и свои стандарты (Канада, США, Китай, Япония). Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
Назначение наждачной бумаги в зависимости от маркировки
Буква «Р» в ГОСТе обозначает зернистость и характеризуется числами от 12 до 2500. Чем больше число в обозначении «наждачки», тем она мельче (меньше размер зерна). Однако в некоторых бывших союзных республиках для обозначения зернистости используется еще ГОСТ СССР. Например, 20 – Н. Это если размер измеряется десятками микрон. Если просто в микронах, то обозначение будет таким – М20. Так обозначают одну из самых мелких наждачных бумаг, в обиходе называемых «нулевкой». Приведем краткую классификацию наждачной бумаги.
- Для очень грубой работы Р22, Р24, Р36 80-Н, 63-Н, 50-Н
- Для грубой работы Р40, Р46, Р60 40-Н, 32-Н, 25-Н
- Для первичной шлифовки Р80, Р90, Р100, Р120 20-Н, 16-Н, 12-Н, 10-Н
- Для окончательной шлифовки Р150, Р180 8-Н, 6-Н
Для мелкозернистых видов наждачной бумаги существует своя классификация.
- Шлифовка твердой древесины Р240, Р280 5-Н, М63
- Полировка, шлифовка
- перед покраской Р400, Р600 М28, М40; 2-Н, 3-Н
- Шлифовка керамики,
- пластика, металла Р1000 М20, 1-Н
- Полировка Р1200, Р1500, М14, М10, М7, М5
- Р2000, Р2500 Н-0, Н-00, Н-01
На оборотной стороне наждачной бумаги имеются и другие обозначения, по которым можно определить, какова ее основа, технология изготовления, вид абразивного материала и т. п. Вот некоторые примеры:
- если нет никакой отдельной буквы, то бумага эта рулонная. У листовой есть индекс «Л»;
- «1» — предназначена для шлифовки мягких материалов;
- «2» — для шлифовки металлов;
- литерами Л1, Л2 и М обозначают бумагу влагопрочную;
- литеры П предупреждают, что бумага боится сырости.

Есть еще целый ряд обозначений, но они интересны только специалисту, а для практического использования наждачной бумаги особой роли не играют.
P600/1000/1200/1500/2000/2500, сравнительная характеристика самой мелкой китайской наждачки с Миркой
У нас в оффлайне продается просто ужасная китайская наждачка. Поэтому, когда давненько мне попалась мелкая наждачка на Али, то рисковать не решился. А после того как обнаружил, где в моем городе продаётся Mirka, так закрыл для себя этот вопрос.Однако во время купонной лихорадки решил полюбопытствовать, и оказалось не зря. После тестирования, приобретением своим я доволен.
Было куплено два набора.
 Один из 6 листов с зернистостью от P600 до 2500. Второй из 5 листов с зернистостью от P2000 до 5000. А также отдельно два листа наждачки подороже, с зернистостью P5000 и P7000.
Один из 6 листов с зернистостью от P600 до 2500. Второй из 5 листов с зернистостью от P2000 до 5000. А также отдельно два листа наждачки подороже, с зернистостью P5000 и P7000.В этой части мы познакомимся c первым набором.
Так как наверняка найдутся любители Леруа Мерлена, опишу ситуацию в оффлайне. В обычных строительных магазинах продается рулонная наждачка из Белгорода, с традиционным разделением на «первый номер» и «нулевку». Для строительных целей она вполне пригодна, а для чистовой обработки металла грубовата.
Наждачкой, я заинтересовался после длительного изучения заточного раздела Ганзы, там же и посоветовали искать мелкую наждачку на авторынке в разделе Лакокраска. И действительно там нашлась Mirka самой разной зернистости.
Я наклеил наждачную бумагу на длинные линейки, получилось вот так.
Но точить на наждачке мне не понравилось, очень легко ее прорезать.
 Данный набор использовал для шлифовки латунных шайб у ножей.
Данный набор использовал для шлифовки латунных шайб у ножей.Меня несколько разочаровывало, что после шлифовки на последнем номере P2000 обещанный зеркальный блеск у металла не очень то появлялся. При необходимости приходилось продолжать обработку с помощью полировальных паст.
Поэтому, интересно было взглянуть на бумаги с большей зернистостью и на получаемый с их помощью результат.
Я купил два лота с набором из 6 листов у разных продавцов. Упакованы в пакеты из целлофана. Размер листов небольшой — 230 на 145 мм. Листы в наборе из 5 штук в два раза больше, но об этом расскажу во второй части обзора.
Листы зернистостью P600, 1000 и 1200 идут под брендом Shanghai.
Обрезаны небрежно.
На поверхности попадаются комочки абразива. Качество изготовления напоминает советскую и российскую бумагу.
Листы зернистостью P1500, 2000, 2500 идут под брендом Riken Corundum родом из Японии.
Действительно существует такая фирма www.rikencorundum.
 co.jp/english/products/paper.html, но меня терзают смутные сомнения насчет родственных связей этой фирмы и бумаги с Али.
co.jp/english/products/paper.html, но меня терзают смутные сомнения насчет родственных связей этой фирмы и бумаги с Али.Абразивная поверхность тоже в оттенках серого.
Ровная, без комочков.
Обратите внимание у бумаги от Shanghai абразив оксид алюминия, а у бумаги от Riken карбид кремния. О различиях может почитать здесь ru.wikipedia.org/wiki/Наждачная_бумага
Приступим к тестированию.
Когда-то давно смотрел видео о заточке на наждачке столярного инструмента. Мне попался в ящике с инструментами старый нож от рубанка, я решил попробовать.
Не знаю, из какой он стали, маркировки никакой нет. Обсуждение встречающихся сталей можете почитать тут www.knife.com.ua/forum/index.php?topic=3484.0
Нужна ровная поверхность в качестве основы, поэтому достал старое зеркало. Так как наждачка водостойкая, решил пробовать точить и «по сухому» и с водой. Нарезал на полосы и подписал.
Точил вдоль РК, как показывали на обучающем видео.

Начал с P 600.
И тут выяснилось, что плоскость подвода совсем не плоская, для выравнивания и нормального выхода на РК придется потратить много сил, а мне это совсем не нужно. Так как и рубанка в хозяйстве даже нет, только этот нож. Таким образом, процесс заточки превратился в просто шлифовку и полировку металла, только ради тестирования.
Перешел на P1000.
Вот так выглядит смоченная наждачка. Сразу скажу, вся полученная наждачка оказалась водостойкой. Никого ухудшения рабочих свойств не наблюдалось.
Подвод уже начал становиться равномерно матовым, как на Mirka 1000.
Переходим на P1200.
Честно говоря, наждачка от Shanghai меня совсем не впечатлила. Работает медленно, ощущение что быстро «лысеет». Напомнила старую советскую «нолевку». Я бы поставил оценку 6 по 10 бальной шкале.
Попробуем в деле наждачку под брендом Riken.
Вроде переход совсем незначителен с P1200 на P1500, но подвод стал отчетливо «зеркалить».

Посмотрите на результат после минуты работы.
Поработал подольше.
Уже можно увидеть отражение.
Но вблизи все равно видны царапины.
Переходим на P2000.
В подводе уже можно увидеть настоящие отражения.
Но вблизи все еще далеко не идеально.
Ну и последний лист в наборе.
P2500.
Уже очень неплохой уровень зеркальности.
Хотя вблизи все еще видны царапины.
Попытаемся в дальнейшем от них избавиться с помощью более тонких наждачек.
Пока подведу предварительный итог.
Наждачка Shanghai не впечатлила, хотя плохой назвать нельзя. Простой середнячок. А вот Riken приятно удивила, работает лучше, чем Mirka. Быстрее, и дает более чистую поверхность. Даже хочется поверить, что это японский оригинал, но на Али крайне редко бывают некитайские продукты. Я склонен думать, что это качественная подделка.
Не знаю зачем, но все использованные кусочки наждачки отмывал под потоком воды и высушивал под прессом.

Ни один кусок не стал лысым до голой бумаги, частицы металла удаляются с наджачки не одинаково хорошо.
На этом пока все. В следующих наборах (будущих обзорах) я получил действительно блестящие результаты. А промежуточный итог на первый взгляд тоже неплох.
На этом все
Спасибо за внимание.
Бумага наждачная шлифовальная М-40 (нулевка)
К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов
Все результаты поискаНаждачная бумага 0. Что такое наждачная бумага, маркировка, виды, цена
Наждачная бумага — что это, маркировка, виды, цена
- Главная
- Что такое наждачная бумага, маркировка, виды, цена
Что такое наждачная бумага?
Наждачную бумагу можно отнести к предмету массового потребления. В разговорной речи за ней прочно закрепился термин «НАЖДАЧКА» (emery). Наждачная бумага представляет собой абразивное изделие, на бумажной основе которого слоями клея или смолы закреплено абразивное зерно. Её основное назначение – ручная или машинная обработка поверхности. Абразивная бумага является первоисточником для производства абразивных инструментов на бумажной основе: рулонов, лент, кругов и т.п. Ключевым словом для всех этих изделий является слово БУМАГА.
История наждачной бумаги
История наждачной бумаги уходит корнями в Китай. Первое упоминание о ней относится к 13 веку. На пергамент с помощью клея из крахмала или агар-агара приклеивался измельченный песок, мелко измельченные раковины, семена растений. В качестве наждачной бумаги использовалась грубая кожа крокодила или акулы. Прототипом наждачной бумаги была «стеклянная бумага», т.к. для ее производства использовались частицы стекла. Серийное производство «стеклянной» бумаги было организовано в Лондоне с 1833 года компанией предпринимателя Джона Окей (John Oakay), в которой разработали новые технологии ее изготовления. Первый патент на производство наждачной бумаги был выдан Айзеку Фишеру Младшему (Isaac Fischer) 14 июня 1834 года в Спрингфилде штат Вермонт.
В своей наждачной бумаге в качестве абразивного зерна он использовал абразивные зерна корунд и карбид кремния. В 1900 году компания Siegener Leimfabrik & Naxos- Schmirgelwerke начинает массовое производство наждачной и стеклянной бумаги в Германии.
С развитием промышленности наждачная бумага совершенствовалась. В Европе и США шли активные исследования и разработки абразивных материалов и инструментов. В 1916 году компания 3M, а в 1925 году Klingspor подают патентную заявку на изобретение водостойкой шлифовальной бумаги. Этот тип наждачки получил широкое применение в автомобилестроении, а в ее марке появилась приписка «ВОДОСТОЙКАЯ» (Wetordry, Wasserfest, Watterproof, Impermable). Постепенно закрепился стандартный размер листа 230*280 мм.
В наше время история наждачной бумаги продолжает свою летопись. Появляются новые типы составных частей, производители и потребности в ее применении.
Маркировка наждачной бумаги
При производстве наждачной бумаги на ее поверхность наносится цветовая и буквенно-цифровая маркировка. И хотя у каждого производителя она имеет собственное наименование и не полностью раскрывает всю информацию о свойствах, в ней есть общие признаки. Рассмотрим на примере абразивной бумаги фирмы Klingspor некоторые ее типы.
Маркировка наждачной бумаги, например PS22 N, PS23 F, PS33 B, PS73 BW, указывает на тип и плотность бумажной основы. Маркировка размера абразивного зерна обозначена латинской буквой P и цифрами от 24 до 2500. Внутри самого понятия в обиход вошел термин “наждачная бумага нулевка». Это понятие пришло из старого ГОСТ, в котором имелось значение зернистости абразивного зерна 0. Из таблицы соответствия размеров абразивного зерна в разных стандартах можно самостоятельно определить, его соответствие в стандарте FEPA и ГОСТ 2007.
Рассмотрим на примере абразивной бумаги фирмы Klingspor некоторые ее типы.
Маркировка наждачной бумаги, например PS22 N, PS23 F, PS33 B, PS73 BW, указывает на тип и плотность бумажной основы. Маркировка размера абразивного зерна обозначена латинской буквой P и цифрами от 24 до 2500. Внутри самого понятия в обиход вошел термин “наждачная бумага нулевка». Это понятие пришло из старого ГОСТ, в котором имелось значение зернистости абразивного зерна 0. Из таблицы соответствия размеров абразивного зерна в разных стандартах можно самостоятельно определить, его соответствие в стандарте FEPA и ГОСТ 2007.
В настоящее время цветовая маркировка наждачной бумаги в масштабах рынка абразивного инструмента потеряла свою актуальность. Ряд производителей, в целях привлечения покупателей предлагают все возможные цветовые решения. И лишь не многие остаются верными традициям, заложенным много лет назад.
На то, что абразивная бумага обладает водостойкими свойствами, указывает надпись WATERPROOF. Этот тип шлифовальной бумаги обладает повышенной эластичностью и прочностью.
Этот тип шлифовальной бумаги обладает повышенной эластичностью и прочностью.
Абразивные инструменты из наждачной бумаги
Бумажная основа по сравнению с другими типами (ткань, пленка) имеет более низкую стоимость. На практике, из абразивной бумаги производят готовые к употреблению абразивные инструменты: рулоны (ролики), полосы, листы, круги шлифовальные, бесконечную ленту. Абразивные инструменты из наждачной бумаги применяются для обработки всех доступных материалов. Они подходят для ручного шлифования, ручных шлифовальных машин и станков.
Наждачная бумага купить, цена
Изделия из наждачной бумаги можно купить повсеместно. Основными точками их реализации являются специализированные компании, DIY-магазины и торговые точки на строительных рынках. Ассортимент, цена на наждачную бумагу в них могут отличаться. Важно, чтобы соблюдались условия хранения и Вас смогли проконсультировать в выборе подходящего вида.
В компании «Абразивкомплект» Вы получите необходимую информацию по свойствам абразивных инструментов, их применению и приемлемые цены. Звоните!
abraziv.ru
маркировка, виды, градация :: SYL.ru
Потребность в средстве, которое могло бы отшелушивать, снимать верхний слой, зашкуривать и шлифовать появилась очень давно. Изобретена была наждачная бумага. Произошло это событие более семи веков назад в Китае, как и следовало ожидать. Именно оттуда приходят к нам подобные изобретения в большинстве случаев. В дальнейшем наждачная бумага, маркировка ее претерпели множество изменений. И тот продукт, который мы видим на современных прилавках, значительно отличается от первоначального. Наждачная бумага (маркировка, типы) настолько разнообразна на сегодняшний день, что бывает достаточно сложно разобраться, что именно вам необходимо.
Что такое градация
Типы наждачной бумаги различают по пяти характеристикам, присущим каждому из них. Среди них назначение, тип абразивной поверхности, способ ее нанесения на основу, зернистость, место производства. Изначально в качестве абразива использовалась металлическая стружка, затем стали применять кремний, различные твердые минералы (например, гранат). Сейчас используют еще и алмазное напыление.
Изначально в качестве абразива использовалась металлическая стружка, затем стали применять кремний, различные твердые минералы (например, гранат). Сейчас используют еще и алмазное напыление.
Способов нанесения тоже существует несколько: электрический, клеевой, с использованием различных синтетических и натуральных смол. Различается и местность, где производится наждачная бумага. Маркировка и степень зернистости сильно различается у продукции разных производителей этого материала.
Виды наждачной бумаги в зависимости от состава
Выделяют следующие виды наждачной бумаги, исходя из состава абразивного напыления: электрокорундовые, карбид кремния, гранатовые и алмазные.
Первый вид считается наиболее жестким. Он содержит кристаллы особой твердости, которые практически не ломаются и не крошатся, обладает уникальной режущей способностью. Второй вид обладает кристаллами острыми и достаточно твердыми, однако они крошатся до более мелкого размера. Такая бумага подходит для обработки стекла, пластика и металла. Гранатовые используются для деревянных поверхностей. Достаточно хрупкие кристаллы не осилят металл или пластик, но дерево из-под них выйдет с идеально гладкой поверхностью. Алмазные, как и следовало ожидать от названия, самые устойчивые к истиранию и наиболее твердые. Но используются достаточно редко, обусловлено это дороговизной сырья. Даже искусственно выращенные алмазы, используемые при производстве этого типа, — материал далеко недешевый.
Гранатовые используются для деревянных поверхностей. Достаточно хрупкие кристаллы не осилят металл или пластик, но дерево из-под них выйдет с идеально гладкой поверхностью. Алмазные, как и следовало ожидать от названия, самые устойчивые к истиранию и наиболее твердые. Но используются достаточно редко, обусловлено это дороговизной сырья. Даже искусственно выращенные алмазы, используемые при производстве этого типа, — материал далеко недешевый.
Тип нанесения состава
Следующая классификация относится к типу нанесения абразивного состава на основу. Первый из них механический. Частицы наносятся на полотно с помощью силы притяжения. Это обеспечивает не настолько сильную сопротивляемость к фактору трения. Абразив отлетает достаточно быстро и без особых усилий. Второй способ нанесения — электростатика. Частицы абразива достаточно глубоко впечатываются в клеевую основу, обеспечивая острый и устойчивый слой. Третий способ — использование смол с различными примесями. Результат получается водостойкий, эластичный, устойчивый к воздействию температур.
Маркировка зернистости наждачной бумаги
Следующий вариант классификации подразумевает, насколько плотным покрытием обладает наждачная бумага. Маркировка зернистости при этом имеется в виду. Зернистость от сорока до шестидесяти применяется для работ с грубой поверхностью, первыми штрихами изделия. От 80 до 120 — для удаления погрешностей, оставленных предыдущим способом полировки и шлифовки. 150-180 — почти конечная обработка изделия. 220-240 применяется перед покраской, чтобы создать шероховатый слой для лучшего сцепления покрытий. 280-320 — средство для удаления пыли и загрязнений различного рода. 360-600 — самый последний, конечный этап обработки. С помощью нее можно снять недочеты лакового покрытия без ущерба внешнему виду изделия.
Маркировка разных типов наждачной бумаги
Международная стандартизация и система классификаций подразумевает следующую маркировку типов и градацию наждачной бумаги:
- Р22/24/36, 80-/63-/50-Н для первоначальной обработки изделия.
- Р40/46/60, 40-/32-/25-Н — менее жесткая обработка и шлифовка.
- Р80/90/100/120, 20-/16-/12-/10-Н для шлифовки изделий или детали на первичном этапе.
- Р150/180 и 8-/6-Н для завершения этапа шлифовки.
- Р240/280 и 5-Н, М63 применяют для работ по дереву.
- 400/600, М28/40 и 2/3-Н — полировка и удаление пыли перед окрашивающим слоем.
- Р1000, М20 и 1-Н обрабатывают металл, пластиковые предметы и керамику.
- Полировка без особых требований материала – Р1200/1500, М14/10/7/5.
- Щадящая полировка или завершающий этап работ — Р2000/2500, Н-0/00/01.
Маркировка наждачной бумаги для авто
Подбор правильной маркировки бумаги для авто очень важен. Если вы не хотите получить вмятину в кузове, слишком шероховатую поверхность или краску, которая ляжет «пузырями», следует подойти внимательно к вопросу, какая нужна маркировка наждачной бумаги. Таблица зачастую подсказывает только поверхностное решение. А вот профессиональные маляры плохого не посоветуют. Матирование панелей осуществляется с помощью наждачной бумаги P800, для начального этапа шлифования понадобится наждачка Р60, следующий этап уже более чистовой — градация Р120. Грунтовка потребует наждачной бумаги с маркировкой Р800.
Матирование панелей осуществляется с помощью наждачной бумаги P800, для начального этапа шлифования понадобится наждачка Р60, следующий этап уже более чистовой — градация Р120. Грунтовка потребует наждачной бумаги с маркировкой Р800.
www.syl.ru
Наждачная бумага и ее разновидности
Наждачную бумагу также именуют шлифовальной шкуркой. Этот абразивный, различной зернистости материал бывает на тканевой или бумажной основе, на которую нанесен слой специального абразивного порошка. Наждачная бумага используется как в «ручном» режиме, так и в машинном, для обработки (зачистки) всевозможных поверхностей, которые впоследствии грунтуют, шлифуют, красят, лакируют и т.д. При помощи наждачки также можно удалять старую краску, ржавчину. Чаще всего такие шлифшкурки выпускаются рулонами, но есть и более современные варианты, например, наждачная губка. Для зачистки достаточно больших площадей хорошо иметь в наличии специальный пробковый брусок, к которому крепится наждак. Если необходимо зачистить металл, то не обойтись без дрели, которая будет служить приводом для вращающегося тарельчатого шлифовального круга и абразивных щеток.
Если вам для тех или иных целей необходима наждачная бумага, классификация ее поможет выбрать ту, которая вам подойдет лучше всего. Итак, классифицируют наждак по типу основы. Шкурки на основе бумаги могут быть как обычными, так и водостойкими. К тому же этот материал может выдержать немалые механические воздействия. Цена его невелика, но он не очень износостоек и быстро стирается. Наждачная бумага на основе из ткани (полиэстер или хлопок) более прочна, эластична и устойчива к влаге. Также встречаются шлифшкурки на комбинированной основе, полученной методом склеивания ткани и бумаги. Особо твердые материалы обрабатываются на специальных наждачных станках, абразивными дисками на основе фибры.
Однако знать классификацию недостаточно, приобретать ее нужно также с учетом зернистости. Именно она является самой важной характеристикой этого материала. Чем шлифшкурка грубее, тем меньше показатель ее зернистости. Показатели самой грубой наждачной бумаги составляют от 12-ти до 16-ти. С ее помощью обычно удаляют с поверхностей старую краску, лакировку, счищают олифу.
С ее помощью обычно удаляют с поверхностей старую краску, лакировку, счищают олифу.
Следом за ней идет менее грубый наждак, показатель зернистости которого колеблется от 24 до 40. Ею также можно счищать краску. А вот шкурка абразивности 60-80 используется уже после того, как поверхность очищена. Такой наждачкой осуществляют грубую шлифовку. Чтобы сгладить и выровнять поверхность, применяется наждачная бумага с зернистостью 80-150. Также она удаляет оставшиеся после грубой шлифовки недочеты, неровности.
Шлифшкурки для более тонких работ имеют зернистость от 150-ти до 320-ти. Ими обрабатывают поверхность на завершающем этапе, непосредственно перед грунтовкой и после нее, перед покраской. После шлифовки таким мелкозернистым наждаком деревянная поверхность становится идеально гладкой. Возможно, ее не нужно даже красить, а достаточно просто вскрыть лаком.
Однако существует и супертонкий наждак. Его показатель колеблется от 360-ти до 4000. Это наждачная бумага нулевка, самая «нежная», и применяется чаще всего для того, чтобы отшлифовать уже окрашенную поверхность. Воспользовавшись такой шкуркой, можно ликвидировать ненужный глянцевый блеск краски, загладить мельчайшие царапины, удалить нечаянно посаженные пятна.
Воспользовавшись такой шкуркой, можно ликвидировать ненужный глянцевый блеск краски, загладить мельчайшие царапины, удалить нечаянно посаженные пятна.
fb.ru
Наждачная бумага — Википедия
Наждачная бумагаНаждачная (шлифовальная) бумага (наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на неё слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г. ) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Абразивы, применяемые для производства наждачной бумаги[править]
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд[править]
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния[править]
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат[править]
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор[править]
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости[править]
Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, ещё советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится цифра М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 Маркировка по ISO-6344 Размер зерна, мкм||||
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка по ГОСТу. Наносится на оборотную сторону краской
Наносится на оборотную сторону краской
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
 Варианты:
Варианты:Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива[править]
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения[править]
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.

- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки[править]
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка[править]
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование[править]
Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
wp. wiki-wiki.ru
wiki-wiki.ru
Наждачная бумага — Википедия
Наждачная бумагаНаждачная (шлифовальная) бумага (наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на неё слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Абразивы, применяемые для производства наждачной бумаги[править]
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд[править]
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния[править]
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат[править]
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор[править]
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости[править]
Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, ещё советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится цифра М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 Маркировка по ISO-6344 Размер зерна, мкм||||
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка по ГОСТу. Наносится на оборотную сторону краской
Наносится на оборотную сторону краской
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
 Варианты:
Варианты:Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива[править]
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения[править]
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.

- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки[править]
Основой для губок является вспененный полиуретан.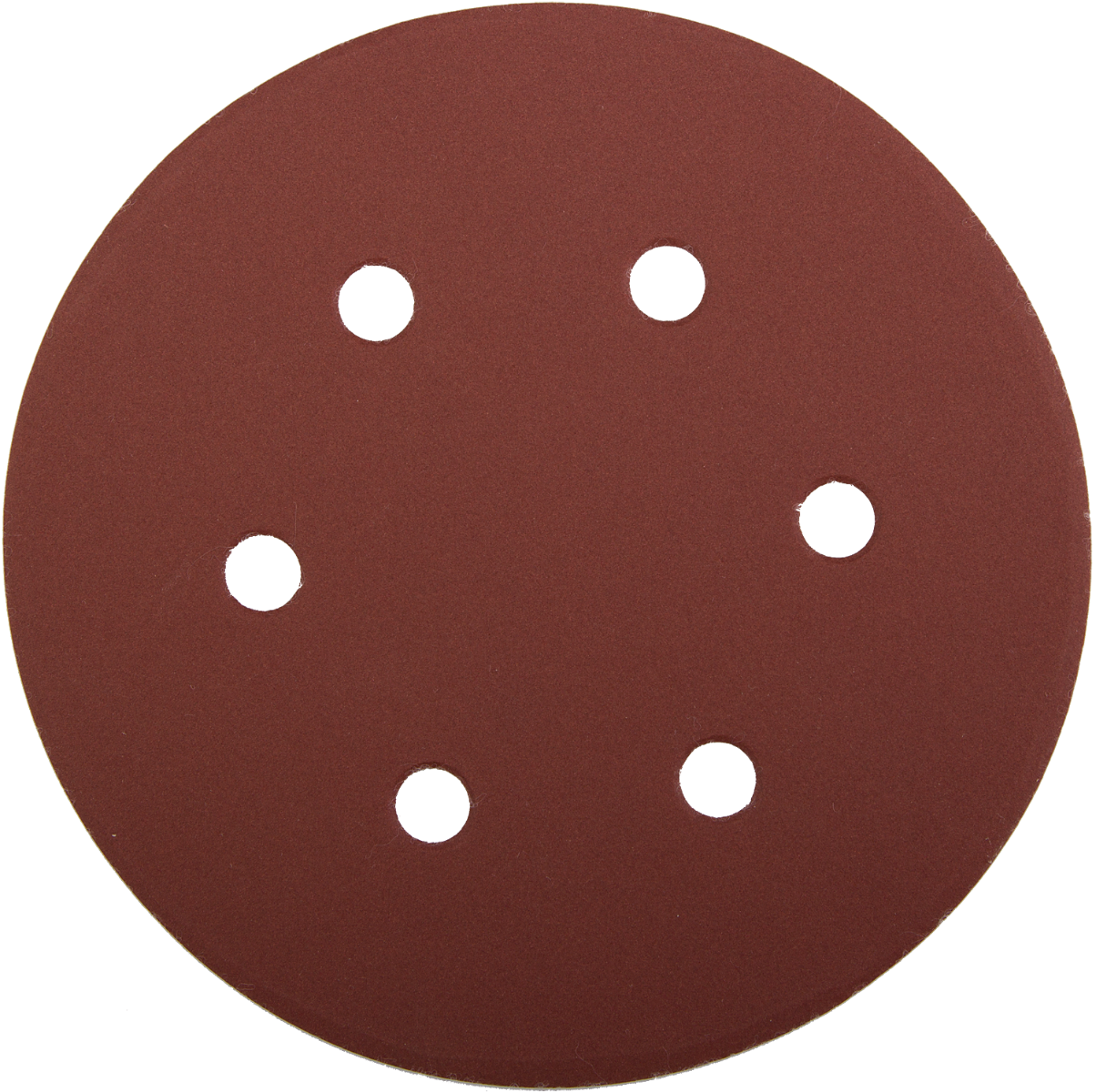 Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка[править]
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование[править]
Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
www. wiki-wiki.ru
wiki-wiki.ru
Наждачная бумага — это… Что такое Наждачная бумага?
Наждачная бумагаНаждачная (шлифовальная) бумага — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на нее слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Джон Оукей умер в 1887 году и похоронен на кладбище Вест Норвуд (West Norwood Cemetery). Его бизнес перешел к сыновьям Джозефу и Джону.
Типы и виды шлифовальной бумаги. Примеры маркировки
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния.
Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния.
Оксид алюминия
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе.
Карбид кремния
Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифматериалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Классификация шлифовальной бумаги по показателю зернистости
Основными характеристиками абразивных материалов, кроме их природы являются такие, как «Зерно» и «Зернистость» (grit).
«Зерно» — размер (диаметр) гранулы абразивного материала.
«Зернистость» — количество абразивных частиц на квадратный дюйм.
В настоящее время среди иностранных и некоторых российских производителей наибольшее распространение получил стандарт Европейской Федерации производителей абразивных материалов FEPA (Federation of European Producers of Abrasives). Эта классификация полностью идентична классификации абразивных материалов по версии Международной организации по стандартизации ISO (International Organization for Standardization).
Стандарт ISO 6344 состоит из трех частей: «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 1. Определение гранулометрического состава»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 2. Определение гранулометрического состава микрозерен от P 12 до P 220»; «Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 3. Определение гранулометрического состава шлифпорошка от Р240 до Р2500»
Гранулометрический анализ. Часть 3. Определение гранулометрического состава шлифпорошка от Р240 до Р2500»
Гранулометрический состав шлифпорошка обозначается буквой P и цифрами от 12 до 2500. Определяется гранулометрический состав шлифовальных порошков от P12 до P220 просеиванием через контрольные сита, с определенным размером ячейки, в то время как для шлифпорошков (Р240-Р2500) применяют измерение скорости оседания частиц. Причем типоряд «P» действителен для гибких материалов. Существует еще похожий на него типоряд «F» — для твердных изделий — кругов, брусков, некоторых дисков
Чем ниже зернистость, тем грубее наждачная бумага и наоборот. На рынке представлена шлифовальная бумага с зернистостью от Р12 до Р4000. Наиболее часто для строительно-отделочных работ применяется шлифовальная бумага с зернистостью Р80-Р600.
Также встречается продукция, маркировка которой соответствует национальным стандартам:
ANSI (American National Standards Institute) — США, Канада
JIS (Japanese Industrial Standard) — Япония
GB2478 — Китай
ГОСТ — Россия
Маркировка по ГОСТу. Наносится на оборотную сторону краской
Наносится на оборотную сторону краской
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 15А — нормальный электрокорунд
- 24А, 25А — белый электрокорунд
- 43А, 45А — монокорунд
- 53С, 54С, 55С — карбид кремния чёрный
- 62С, 63С — карбид кремния зелёный
- 71Ст — стекло
- 81Кр — кремень
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- М — мездровый клей
- С — синтетический клей
- К — комбинированная связка (М + С)
- СФК — фенолформальдегидная смола
- ЯН-15 — янтарный лак
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
 Вариант:
Вариант:Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Ее классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной шкурки также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства шлифовальной бумаги. Нанесение абразива
В производстве шлифовальной шкурке применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления шлифовальной шкурки применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность шкурки и ее водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие шлифовальной шкурке определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Шлифовальная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя ее на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
 Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.

качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырехсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку ее можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Шлифовальная бумага служит оснасткой для следующих инструментов:
- вибрационные шлифовальные машины (листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода)
- дельташлифмашины (листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода)
- ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- вибрационные машины с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, не имеют отверстия для пылеотвода)
См.
 также
такжеdikc.academic.ru
ДОМАШНЯЯ КЛИНИКА; Новый размер зерна для наждачной бумаги, более точный, чем система «ноль»
БОЛЬШИНСТВО домашних мастеров находит ручное шлифование утомительным. Многие плотники сходятся во мнении, что даже при использовании механических шлифовальных машин окончательная шлифовка должна выполняться вручную.
Абразивы делятся на две категории: натуральные и синтетические.
Кремень — это дешевый природный абразив с коротким сроком службы. Частицы крупные и легко отделяются от бумажной основы. Кремневая наждачная бумага не дает хорошей отделки.
Гранат, природный абразив, легко узнаваемый по красноватому цвету, твердый и острый, хорошо режет любую древесину. Гранатовая бумага экономична и хорошо подходит для общей деревообработки.
Оксид алюминия — это твердый и острый синтетический материал, который хорошо режет все поверхности — дерево, металл и пластик — и служит дольше, чем природные абразивные материалы. Некоторые виды бумаги из оксида алюминия имеют покрытие из стеарата цинка, называемое «незаполненным» покрытием, которое уменьшает засорение. Бумага из оксида алюминия — хороший выбор для универсального использования в магазинах.
Бумага из оксида алюминия — хороший выбор для универсального использования в магазинах.
Карбид кремния — еще один синтетический материал. Его частицы твердые, острые и быстро режутся. Некоторые виды бумаги из карбида кремния являются водонепроницаемыми, «мокрыми или сухими» и могут использоваться для влажного шлифования. Многие из них сделаны с покрытием из стеарата цинка «без наполнения». Эти бумаги более дорогие, чем другие, и обычно используются на заключительных этапах «полировки».
Также важно знать размер абразивных частиц на бумаге, обычно называемый зернистостью, потому что он показывает, насколько грубая наждачная бумага.К сожалению, классификации размеров зерен неоднородны.
Используются три системы.
В первом используются основные термины: очень грубый, грубый, средний, тонкий и очень тонкий. Это удобно для новичков, потому что категории очевидны и понятны. Но они слишком широки для плотников, которые хотят большего контроля над своей работой.
Производители разработали более конкретную систему нумерации, называемую нулевой или нулевой системой. Начиная с 2 для очень грубого, последовательность работает до 10 для очень мелкого и печатается как 10/0.Эта система существует уже много лет, но в ответ на запросы промышленных пользователей производители абразивных материалов создали новую систему для замены какой-либо системы.
Новая система, удачно названная новой системой зернистости, начинается с 32 для очень крупной зернистости и до 600 для очень мелкой, с общим количеством зерен 16.
Частицы прикрепляются к подложке и становятся «наждачной бумагой», что на самом деле неправильно, потому что песок используется редко.
Вы также можете заметить термин «открытое покрытие» на наждачной бумаге.Это означает, что только 70 процентов основы покрыто абразивом. Такой широкий интервал помогает уменьшить засорение и необходимость частой замены.
При ручном шлифовании следует помнить о некоторых основах.
Во-первых, всегда шлифуйте зерном, а не поперек. При шлифовании остаются небольшие царапины, которые становятся очевидными, когда они пересекают структуру волокон. Царапины можно уменьшить за счет шлифовки с более мелкой и мелкой зернистостью. Не полагайтесь на морилку или лак, чтобы скрыть пятна.
Всегда используйте шлифовальный блок при шлифовании плоской поверхности.Блок обеспечивает ровную и истинную поверхность. Равномерно надавите и двигайте блок вперед и назад по прямой. Подойдя к краю работы, держите блок ровно.
Блокировку можно сделать за несколько минут. Отрежьте кусок дерева, чтобы он удобно лежал в руке. Приклейте к шлифованной поверхности кусок фетра, поролона или кожи.
На большинстве работ начинайте со средней зернистости, 120 или 3/0 в любой системе. Затем доведите до мелкой зернистости 240 или 7/0. С лакокрасочным покрытием вы можете прекратить шлифование при 150 или 4/0.Древесину, которую нужно окрасить или покрыть лаком, необходимо отшлифовать до 240.
Работайте систематически от одного зерна к другому, никогда не пропускайте более одного зерна.
Часто вытирайте пыль. Во время шлифования пыль и абразивные частицы собираются на поверхности и могут испортить отделку. Они тоже собираются в наждачную бумагу. Так что почистите его щеткой с жесткой щетиной. Хорошо подойдет старая зубная щетка.
Окончательное протирание следует производить при помощи липкой ткани, хлопчатобумажной ткани, которая всегда остается липкой.Чтобы сделать один, смочите чистую тряпку одной частью скипидара и тремя частями лака. Храните в герметичной банке.
После шлифовки и удаления пыли нанесите финишное покрытие. Лучше всего сделать это в течение 24 часов после последней шлифовки. В противном случае древесина впитает влагу из воздуха, и волокно разбухнет, и вам придется снова отшлифовать.
Помните, что при шлифовке образуется пыль. Делайте это в хорошо проветриваемом помещении. По возможности установите вытяжной вентилятор и наденьте респиратор.
Шлифование 101 | Нортон Абразивы
Независимо от того, являетесь ли вы профессиональным мастером по дереву или просто работаете над проектом на выходных, шлифование является необходимым этапом вашего процесса для получения идеальной отделки вашей заготовки.Хотя часто эта задача встречает ужас, шлифование не должно быть такой рутинной работой; Фактически, используя правильную технику и несколько советов и приемов, вы можете быстро добиться успеха в своем проекте.
Выбор подходящей зернистости
Возможно, самая запутанная — и разочаровывающая — часть шлифования — это выбор правильной зернистости для вашей бумаги. Наждачная бумага бывает различной зернистости в зависимости от количества песчинок на квадратный дюйм. Избавьтесь от догадок при выборе размера зерна, следуя этому общему практическому правилу: меньшее число = грубая бумага, а большое число = тонкая бумага.Всегда начинайте с наименьшего числа и постепенно увеличивайте его для достижения наилучших результатов.
|
Хонингование вашей техники шлифования
Теперь, когда вы выбрали правильный размер зерна для вашего проекта, усовершенствуйте свою технику для достижения наилучших результатов.Переместите бумагу в направлении волокон древесины; движение против шерсти снимает намного больше мусора за один раз, но вы рискуете испортить внешний вид своей детали.
Не бойтесь переключаться между бумагами, когда того требует необходимость. Как упоминалось ранее, начните процесс шлифования с крупной зернистости и постепенно переходите к самой тонкой бумаге. Если вы переключитесь слишком рано, вы не сможете отшлифовать зазубрины или пятна, и вы будете использовать больше бумаги, чем необходимо. Вместо того, чтобы работать до изнеможения, вернитесь к более грубому куску наждачной бумаги и позвольте зернистости сделать свою работу, а затем вернитесь к более тонкой бумаге.
Другой аспект уравнения оттачивания навыков — это проверка и перепроверка вашей работы. Руками — почувствуй свою работу. Проведите кончиками пальцев и ладонью по поверхности дерева. Ваши пальцы могут уловить шероховатости, потертости или другие недостатки, невидимые невооруженным глазом.
Рассмотрите другие шлифовальные инструменты При нажатии на кусок наждачной бумаги вручную эта бумага принимает форму вашей руки. На бумагу сильнее всего давят пальцы, а меньше — ладонь.Это может привести к неравномерной шлифовке и пропущенным пятнам. К счастью, использование одного из профессиональных инструментов позволяет быстро сглаживать и полировать дерево: |
- Шлифовальная губка — Так же, как наждачная бумага движется вместе с формой вашей руки, гибкая природа шлифовальная губка движется по изгибам куска дерева. Шлифовальные губки идеально подходят для проектов с большим количеством ограниченных пространств или закругленными краями. Они имеют абразивные поверхности со всех четырех сторон.Наждачная бумага нанесена заранее для удобства, а иногда вы даже можете найти губки с разной зернистостью с разных сторон, что позволяет легко справиться с проектом от начала до конца. Шлифовальные губки доступны как из поролона, так и из пробки, и помещаются в ладони, обеспечивая удобство шлифования. Как только вся песчинка стёрта, просто выбросьте губку — повторная загрузка не требуется.
- Шлифовальный блок — В то время как шлифовальная губка является одноразовым изделием, шлифовальные блоки можно использовать повторно.Просто закрепите наждачную бумагу и начните шлифование. Шлифовальные блоки лучше всего использовать на больших плоских поверхностях и углах, поскольку они не уступают прочной конструкции. Многие шлифовальные блоки оснащены эргономичными ручками, что позволяет свести к минимуму дискомфорт.
- Шлифовальные машины — Доступные в нескольких стилях, механические шлифовальные машины берут на себя всю работу, пока вы просто перемещаете их по поверхности древесины.
- Орбитальная шлифовальная машина: Орбитальные шлифовальные машины предлагают сменные губки — твердые и мягкие — и возможность работать на широких поверхностях, сторонах и даже под углами.Использовать орбитальную шлифовальную машинку так же просто, как направлять ее по поверхности проекта; надавливание или удерживание на месте может привести к появлению на дереве неприглядных круглых узоров.
- Ленточная шлифовальная машина: Ленточная шлифовальная машина быстро шлифует и снимает большое количество материала за короткое время. Эти машины вращают длинный круглый кусок наждачной бумаги в одном направлении, когда вы перемещаете его по поверхности вашего проекта. Ленточные шлифовальные машины не предназначены для поворотов и маневров, и поэтому их лучше всего использовать на плоских открытых кусках дерева, на которых не так много укромных уголков и трещин, как пол.Если вы решите использовать ленточную шлифовальную машину для своего проекта, постоянно держите ее в движении и работайте только в направлении волокон древесины для достижения наилучших результатов.
- Пальмовые шлифмашины с ручным приводом: как самый маленький из вариантов механического шлифования, их лучше всего использовать в труднодоступных местах, недоступных для орбитальных и ленточных шлифовальных машин. [2] В некоторых пальмошлифовальных машинах используется обычная наждачная бумага, а в других — готовая абразивная бумага, которая либо наклеивается, либо крепится. Ищите их в круглых, квадратных или в форме мышек дизайнов, в зависимости от ваших потребностей.
Независимо от того, решите ли вы выполнять работу вручную или воспользоваться помощью шлифовального оборудования, нет лучшего способа придать вашей детали профессиональную и долговечную отделку, чем надлежащая подготовка и шлифование. Вы все еще не уверены, какой размер зерна или какой инструмент лучше всего подходит для вашей работы? Не бойтесь обращаться за помощью к специалистам, например к производителю абразивных материалов или в местном магазине хозяйственных товаров. Всегда легче сделать правильно, чем дважды! |
Похожие / Последние новости
Как правильно выбрать проволочную щетку для ремонта дома
Узнайте о трех факторах выбора правильной проволочной щетки для вашего проекта по благоустройству дома.
ПодробнееКак правильно выбрать шлифовальный инструмент для работы
Выбор подходящего шлифовального инструмента для вашего деревообрабатывающего проекта и обучение правильному его использованию могут сэкономить ваше время и деньги.
Читать далееПокраска — Как покрасить внешнюю дверь
Покраска входной двери подчеркивает привлекательность бордюров за счет ярких красок. Новый слой краски может придать свежий вид любому входу, но для получения гладкой профессиональной отделки требуется несколько шагов.
Читать далееСамая прочная наждачная бумага для полов: шлифовка готовых полов с помощью Norton Blaze
Готовые полы долговечны, поэтому их очень трудно шлифовать.Отделка готового пола подвергается УФ-отверждению и покрывается порошкообразным оксидом алюминия. При работе с финишным покрытием из оксида алюминия его состав позволяет по сути шлифовать наждачную бумагу, потому что в финишную поверхность входит измельченный абразив. Нажмите здесь , чтобы купить ремни Norton Blaze в Интернете.
Шлифование готовых деревянных полов — это непростая задача и настоящий подвиг. Обычно для этого потребуется тонна бумаги. Однако с Norton Blaze все намного проще.Минерал, из которого состоит Blaze (керамический оксид алюминия премиум-класса), настолько острый, что некоторые подрядчики надевают перчатки, когда кладут его на свои машины!
Norton Blaze во многих отношениях упрощает шлифование готовых полов. Один из способов заключается в том, что материал не тускнеет, а трескается, образуя новый острый край. Другой способ — это фактический состав самого Blaze — керамический оксид алюминия премиум-класса очень острый, что гарантирует долгий срок службы абразива и превосходные режущие способности.
Кроме того, Norton Blaze покрыт тканью премиум-класса, которая помогает отслеживать движение ремня.
Традиционная мудрость заключалась в том, чтобы начать с наждачной бумаги зернистостью 80, чтобы «раскрыть ее» при шлифовании готовых полов. Однако с Norton Blaze мы рекомендуем начинать с зернистости 36. В большинстве случаев вы обнаружите, что это приведет вас к голому дереву.
Это продукт, который сэкономит вам время и деньги. Благодаря открытой конструкции ремня, Blaze не слипается с покрытием при шлифовании, поэтому он прослужит дольше ремня, сделанного из большинства других материалов.
Посмотрите видео в верхней части этой страницы, чтобы увидеть, как Джо использует Norton Blaze и Hummel для шлифования готового кленового пола.Он может без особых усилий добраться до голого дерева!
Нажмите здесь , чтобы купить шлифовальные валки для пола Norton Blaze и ленты Blaze всех популярных размеров, например, 8-дюймовые (7-7 / 8 x 29-1 / 2) ленты , или позвоните нам по телефону (800) 737-1786 для получения дополнительной информации.
Чтобы просмотреть весь наш выбор, приобретите нашу серию абразивных материалов в рулонах наждачной бумаги.
Таблица зернистости наждачной бумаги
— WoodBin
В этой таблице сравнивается зернистость наждачной бумаги с использованием трех различных систем классификации: 1) Институт производителей абразивов с покрытием (CAMI), 2) Федерация Европейской ассоциации производителей (FEPA) и 3) «0» или «должен »Система оценок.CAMI и FEPA — две наиболее распространенные системы оценки, используемые сегодня. CAMI используется в основном в Северной Америке, тогда как FEPA используется в Европе и во многих других частях мира. Система «должного» — это старая система оценок, которая больше не используется, но включена сюда по сентиментальным причинам.
На оборотной стороне наждачной бумаги указан размер зерна. Если перед номером зерна стоит буква «P» (например, P180), это означает, что используется система классификации FEPA. Если префикса P нет, это CAMI. (Существуют и другие стандарты, такие как JIS, но он редко используется за пределами Японии).
| CAMI Марка | FEPA Марка | «0» Оценка |
|---|---|---|
| 4½ | ||
| P12 | ||
| P16 | ||
| 16 | 4 | |
| P20 | ||
| 20 | 3½ | |
| P24 | ||
| 24 | 3 | |
| 30 | 2½ | |
| P30 | ||
| 36 | 2 | |
| P36 | ||
| 40 | 1½ | |
| P40 | ||
| 50 | 1 | |
| P50 | ||
| 60 | ½ | |
| P60 | ||
| P80 | ||
| 80 | 0 | |
| P100 | ||
| 100 | 2/0 | |
| P120 | ||
| 120 | 3/0 | |
| P150 | ||
| 150 | 4/0 | |
| 180 | 5/0 | |
| P180 | ||
| 220 | 6/0 | |
| P220 | ||
| P240 | ||
| 240 | 7/0 | |
| P280 | ||
| P320 | ||
| 280 | 8/0 | |
| 320 | 9/0 | |
| P400 | ||
| P500 | ||
| 360 | ||
| P600 | ||
| 400 | 10/0 | |
| P800 | ||
| 500 | ||
| P1000 | ||
| 600 | ||
| P1200 | ||
| P1500 | ||
| 800 | ||
| P2000 | ||
| 1000 | ||
| P2500 | ||
| 1200 | ||
| 1500 | ||
| 2000 |
Примечание
Рисунки царапин CAMI и FEPA аналогичны для грубых зерен до 220 или около того.Выше этого наждачная бумага с градацией FEPA становится все более грубой, чем бумага с сортировкой CAMI для данного размера зерна. Кроме того, CAMI менее строгий, чем FEPA, поскольку допускает более широкий диапазон размеров частиц для данной степени зернистости. Это не имеет большого значения для более грубых зерен, потому что конечная поверхность не является целью, и, следовательно, CAMI по-прежнему используется для марок крупнее 80 зернистостью большинством основных производителей абразивных материалов. С другой стороны, поскольку FEPA имеет более жесткие допуски по размеру частиц (= более устойчивый рисунок царапин), некоторые деревообработчики предпочитают бумагу с классом FEPA для чистового шлифования.
Комплект для полировки осей Дерби из соснового леса с нулевым трением
Комплект для полировки осей с нулевым трением — это самый экстремальный доступный процесс полировки осей! Это то, что победители используют для создания самых плавных и высокопроизводительных осей Pinewood Derby. Автомобили-победители создаются с вниманием к мельчайшим деталям, а подготовка оси находится в верхней части списка, когда дело доходит до создания быстрой машины.
Набор для полировки оси с нулевым трением включает:
- 1000 грит 5 «x 4» лист мокрой / сухой наждачной бумаги
- 1500 зернистость 5 дюймов на 4 дюйма мокрой / сухой наждачной бумаги
- Лист мокрой / сухой наждачной бумаги с зернистостью 5 «x4» 2000 г.
- Лист мокрой / сухой наждачной бумаги размером 5 «x4» с зернистостью 2500
- 3000 грит 5 «x 4» лист мокрой / сухой наждачной бумаги
- Лист 5 «x4» с зернистостью 5000 для мокрой / сухой наждачной бумаги
- Доступно обновление до следующего уровня (рекомендуется)
- Веревка для чистки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ!
Если вы используете стандартную ось BSA, первое, что вам нужно сделать, это найти самые прямые оси.Возьмите доску Emory и сошлифуйте следы обжима на оси. Это важно, потому что вы хотите удалить как можно меньше диаметра оси. После этого с помощью треугольного напильника очистите головку оси от заусенцев и сделайте ей небольшой конус, соблюдая осторожность, чтобы напильник не повредил ось. Если позволите, сейчас самое время прорезать канавку на вашей оси. Как только все это будет завершено, вы готовы к полировке.
Начните с отрезания полосок толщиной ¼ дюйма из различных сортов наждачной бумаги и возьмите небольшую миску с водой.Начните с самой грубой бумаги и продвигайтесь к самой тонкой. Прежде чем прикладывать бумагу к оси, окуните ее в воду. Не нужно сильно давить. ОЧЕНЬ ВАЖНО — НЕ ШЛИФОВАТЬ ОСЬ БОЛЕЕ 15 СЕКУНД ДЛЯ КАЖДОГО СПЛАВА! Вам нужно сделать его гладким, но сохранить как можно больший диаметр. После последнего сорта бумаги возьмите шнур, который входит в комплект, и проведите им вверх и вниз по оси, чтобы очистить и окончательно отполировать. Делайте это до тех пор, пока на нити не перестанут оставаться черные остатки.Теперь ваши оси готовы реветь!
Если вы используете послепродажную ось, начните с зернистости 1000 и работайте с каждым уклоном не более 15 секунд.
FOR THE ULTIMATE PREP добавьте полироль Next Level Polish и используйте ее вместо воды на каждом зерне для влажной части. По завершении тщательно очистите.
Инструкции по установке | Zero Glide
Шаг 1. Правильные инструменты для работы
Для установки системы гаек Zero Glide® вам потребуется следующее:
Лезвие для бритвы, деревянный брусок 3 «x 4» (должен быть очень прямым) с приклеенной наждачной бумагой с зернистостью 120, небольшой молоток, малярная лента, карандаш, суперклей (средней вязкости) и аппликатор (идеально подходит зубочистка), кусачки для проволоки, тонкие напильник или шлифовальный блок (идеально подойдет напильник для свечей зажигания).Другие полезные, но необязательные инструменты: наждачная бумага 240, 320, 400, 600, если вы хотите отполировать конец гайки.
Шаг 2: Удаление старой гайки
С помощью лезвия бритвы надрежьте края старой гайки вдоль грифа и грифа. Это сделано для предотвращения сколов при снятии старой гайки. Используя небольшой деревянный брусок и небольшой молоток, осторожно постучите по гайке со стороны грифа, чтобы вывернуть ее из паза. Соскребите остатки клея из прорези лезвием бритвы, чтобы гайка Zero Glide вошла заподлицо.
Шаг 3. Формирование нулевого скольжения
Толщина гайки ZG должна точно соответствовать желобу. Таким образом, возможно, потребуется отшлифовать толщину до такой же, как у оригинальной гайки. Отшлифуйте только заднюю часть гайки (напротив ступенек), чтобы она плотно прилегала.
При формировании ширины обратите внимание на то, что гайка Zero Glide немного шире, чем ширина шейки. Его необходимо отшлифовать, чтобы он плотно прилегал к накладке грифа. Если в гайке Zero Glide есть прорези, сдвиньте гайку в правильное положение, чтобы внешние прорези для струн находились на одинаковом расстоянии от краев грифа.Может оказаться полезным поместить две внешние струны в два внешних паза гайки, чтобы лучше визуализировать и определить точное размещение. Приклейте гайку на место, переверните инструмент и острым карандашом обведите контур шеи на гайке. Снимите гайку с шейки и зашлифуйте края до нарисованных линий на гайке. При правильной установке гайку при желании можно отполировать наждачной бумагой с зернистостью 240, 320, 400, 600, а затем отполировать полировальным составом.
При формировании высоты верхняя ступенька гайки Zero Glide должна быть на уровне грифа.Используя ту же плоскую поверхность, что и наждачную бумагу зернистостью 120, использованную на предыдущем шаге, тщательно отшлифуйте нижнюю часть гайки. Часто проверяйте, отшлифованы ли низкие и высокие частоты до уровня грифа.
Примечание. Глубина прорези для гайки на грифе не всегда идеально ровная, поэтому для точного совпадения с грифом может потребоваться более глубокая шлифовка басовой или высокочастотной стороны гайки Zero Glide, чем другой.
Если у вас есть гайка крыла, переходите к шагу 3.5, в противном случае переходите к шагу 4.
Шаг 3.5: Если у вас есть гайка Fender, выполните следующие дополнительные действия.
Если полка для гаек имеет радиус (изгиб), вам придется отшлифовать выступ в центре-дне, пока он не встанет правильно.
Гайка должна иметь зазор 0,025 дюйма между накладкой грифа и гайкой (чтобы оставалось место для лада). Если гайка слишком широкая для полки, отшлифуйте заднюю часть гайки до тех пор, пока она не войдет в лада между гайкой. и гриф.
Шаг 4: Нанесение клея
Приклейте гайку Zero Glide к пазу для гайки в шейке, используя две маленькие капли суперклея на нижней поверхности паза для гайки. Идеальное место для маленьких капель — примерно 5 мм от краев грифа, чтобы избежать выдавливания при вдавливании гайки, и рекомендуется использовать зубочистку в качестве аппликатора, чтобы контролировать количество используемого клея.
Примечание. Не рекомендуется использовать суперклей низкой вязкости, так как он слишком быстро схватывается.Рекомендуется суперклей средней и густой вязкости.
Шаг 5: Выбор и установка ладовой проволоки
В комплект Zero Glide входят три лада разной высоты. Выберите лад, который больше всего похож на лад 1-го лада на инструменте, и поместите кончик лада между грифом и верхней ступенькой гайки Zero Glide так, чтобы лад встал на место. Обратитесь за помощью к этой иллюстрации.
Наденьте инструмент и настройтесь на высоту звука, чтобы проверить высоту лада.Играйте на каждой открытой струне. Если слышно жужжание на ладу, расстроите струны и замените ладом следующего по величине лада. Для наилучшего воспроизведения выберите наименьший размер ладов, при котором струна не будет гудеть при открытой игре. Прорези для струн в гайке Zero Glide срезаны ниже лада, поэтому заточка гайки не требуется. Теперь лад можно приклеить на место, осторожно нанеся две маленькие капли суперклея на лада и вдавив его в нужное положение. Немедленно натяните струну и настройте инструмент, чтобы давление струны прочно закрепилось на ладу.
Шаг 6: Зашлифование ладовых концов
Не снимая лада с гайки Zero Glide, используйте кусачки для проволоки, чтобы удалить излишки материала лада. Используя тонкий металлический напильник или шлифовальный блок, отшлифуйте лад до ширины гайки. Концы ладов могут быть скошены, чтобы соответствовать другим ладам. Так как лада и гайка уже приклеены, будьте предельно осторожны, чтобы не повредить покрытие сбоку грифа.
Поздравляем, ваш ладовый инструмент теперь будет лучше настраиваться, открытые струны станут ярче, а ноты, сыгранные на первом ладу, будут легко звучать. Для тех, кто использует D-тюнеры на банджо или рычаги вибрато на гитарах, вы можете периодически распылять силиконовую смазку, такую как Fingerease на лад, для еще лучшей настройки скольжения!
номеров наждачной бумаги Монтессори | Обзор материалов Академии Монтессори
Представляем наждачную бумагу с номерами
«Числа на наждачной бумаге» — важный базовый материал по математике Монтессори, который знакомит детей с числами 0–9.
Как и другие материалы наждачной бумаги Монтессори, числа наждачной бумаги являются тактильными, предлагая ребенку потрогать и поэкспериментировать.Материал состоит из 10 зеленых досок с цифрами от 0 до 9, вырезанных из мелкозернистой наждачной бумаги. Его часто преподносят на трех уроках для маленьких детей.
Назначение
Непосредственное назначение чисел наждачной бумагой — научить детей символам, которые представляют каждое число, позволяя им визуально идентифицировать любое число от 0 до 9. В образовании Монтессори этому специально учат отдельно считать от 0 до 9, когда дети часто падают. вернуться к механическому запоминанию.
Благодаря тактильному ощущению от карточек с цифрами, материал также подготавливает детей к написанию цифр, что можно использовать в качестве дополнительного упражнения для чисел на наждачной бумаге.
Детей знакомят с числами наждачной бумаги с трехлетнего возраста. Работа с этим материалом часто сопровождается числовыми стержнями, которые также вводят числа от 1 до 10, и коробкой шпинделя, которая вводит понятие нуля.
Презентация 1
- Предложите ребенку поработать с вами и направьте его к разделу учебной программы по математике.
- Определите номера наждачной бумаги и отнесите материал к столу, поместив коробку с карточками в верхний правый угол рабочего пространства.
- Убедитесь, что номера наждачной бумаги в порядке. Удалите первые три числа наждачной бумаги (1–3) и поместите их лицевой стороной вниз в верхний правый угол.
- Возьмите первую карточку (1) и начертите число, произнося его вслух. Предложите ребенку повернуться.
- Поместите карточку слева от вас и повторите процесс со следующими двумя карточками, следя за тем, чтобы у ребенка была возможность каждый раз отслеживать числа.
- По завершении упакуйте номера по порядку и верните материал на полку.
- Повторите эту презентацию для числа 4–6, затем 7–9 таким же образом.
Презентация 2
- Пригласите троих детей поработать с вами и получите числа на наждачной бумаге.
- Раздайте каждому ребенку по три случайные карточки с цифрами и положите их перед детьми.
- Спросите число, например: «У кого число 4?»
- Ребенок, у которого есть правильный номер, отвечает: «Да» и отслеживает номер, произнося его имя.