Выбор ручного станка-листогиба для гибки жести
Ручной листогиб ЛГС-2500
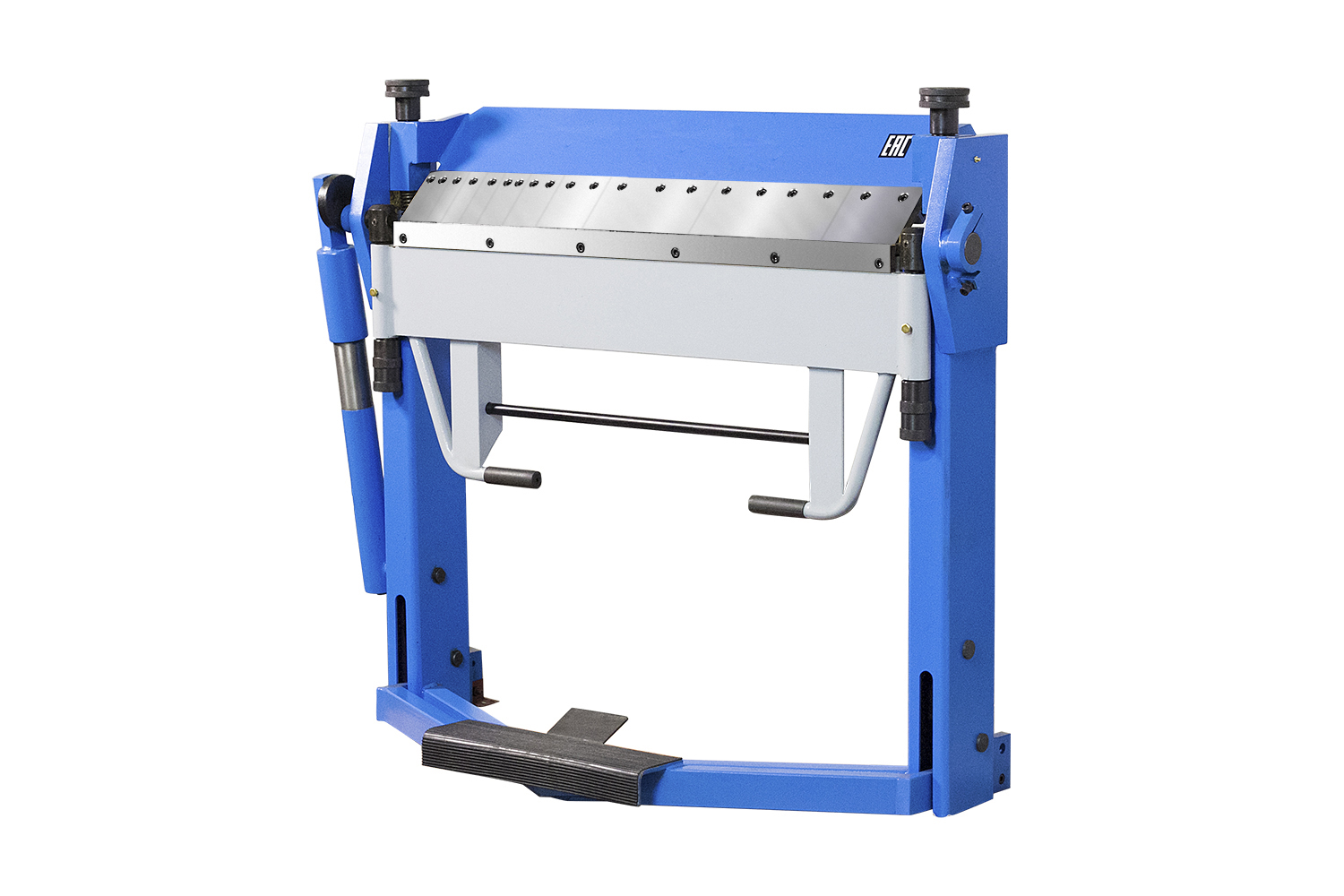
Листогибочный станок ЛГС 2500 — простой и весьма эффективный листовой станок для проведения жестяных работ по гибки листового металла. Данный листогиб, цена которого весьма приятна, отлично подходит для работы и в небольших мастерских, и непосредственно на строительной площадке …
Ручной листогиб ЛГС-3000
Ручной листогиб ЛГС 3000 используют для резки и гибки листовых металлов, допускается наличие покрытия краской или цинком. Этот функциональный листогиб, купить который можно у нас, обладает рядом преимуществ …
Листогиб для профнастила ЛСП 2000 — это простое и многофункциональное устройство с высокой производительностью и автономностью.
Станок профнастила ЛСП-2000
Листогибочный станок ЛГР-2500 предназначен для серийного производства самых разнообразных доборных элементов: фигурного конька, профнастила, отливов, сайдинга, замкнутого профиля и прочее …
Листогибочный станок ЛГР-2500
Листогибочный станок ВЭЛ 2500 проходной профессиональный ручной гибочный станок без ограничения подачи листа. Это цеховой вариант ручного листогибочного станка, предназначенный для серийного производства …
Листогибочный станок
ВЭЛ-2500
Листогибы нашего производства
Производство листогибочных станков является основной сферой деятельности Российской Компании «РИМ».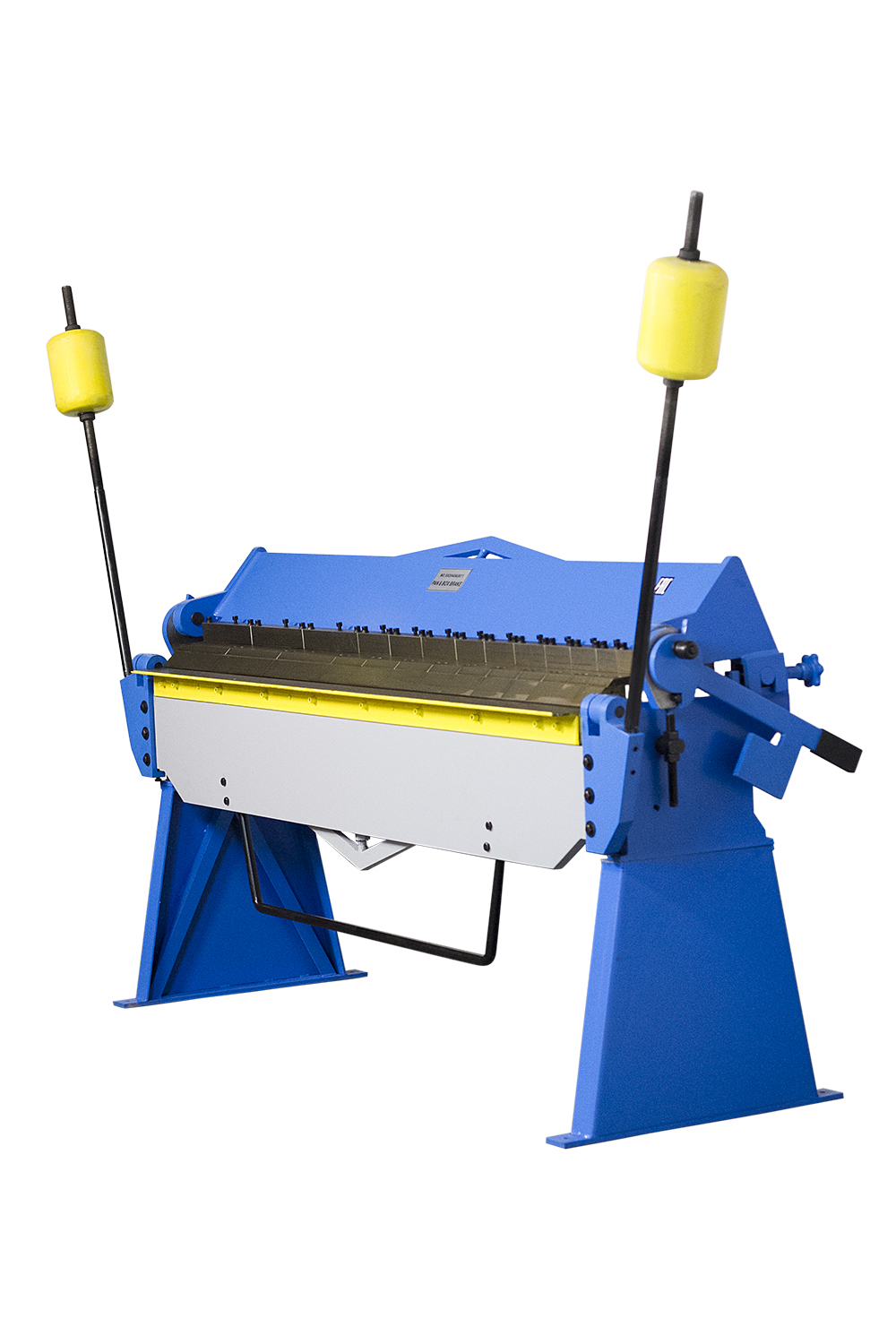 Мы предлагаем вам купить листогиб с доставкой прямо на объект. Наши гибочные станки надежны и незаменимый при выполнении жестяных работ.
Мы предлагаем вам купить листогиб с доставкой прямо на объект. Наши гибочные станки надежны и незаменимый при выполнении жестяных работ.
Ручной листогиб ЛС-РИМ-25
Новая модель листогибочного станка
Листогибочный станок ЛС-РИМ-30
Еще практичнее, еще надежнее, еще функциональнее, еще производительнее стал новый листогибочный станок
ЛС-РиМ-30, не так давно разработанный специалистами производственного предприятия «РиМ».
Ручные листогибы Tapco, гибочный станок для листового металла Max 20, SuperMax, Pro 14 HD
Листогибочные станки Tapco – безупречное качество и высокая эффективность
Более полувека известная во всем мире американская фирма Tapco Tools занимается изготовлением и реализацией листогибочного оборудования, предназначенного для производства элементов фасадного и кровельного добора.
Tapco PRO 14 HD (до 0,55 мм) Tapco MAX 20 (до 0,7 мм) Tapco SuperMax (до 1,0 мм)
Немного истории
Все начиналось 50 лет назад со станка для гибки сайдинга, выведенного компанией на рынок. Компактная переносная модель выполненная из легкого сплава анодированного алюминия быстро завоевала популярность. Секрет такой популярности был прост: строителям нужно было предложить оборудование, которое могло сочетать в себе сразу два станка – для гибки листового металла и одновременно роспуска и резки.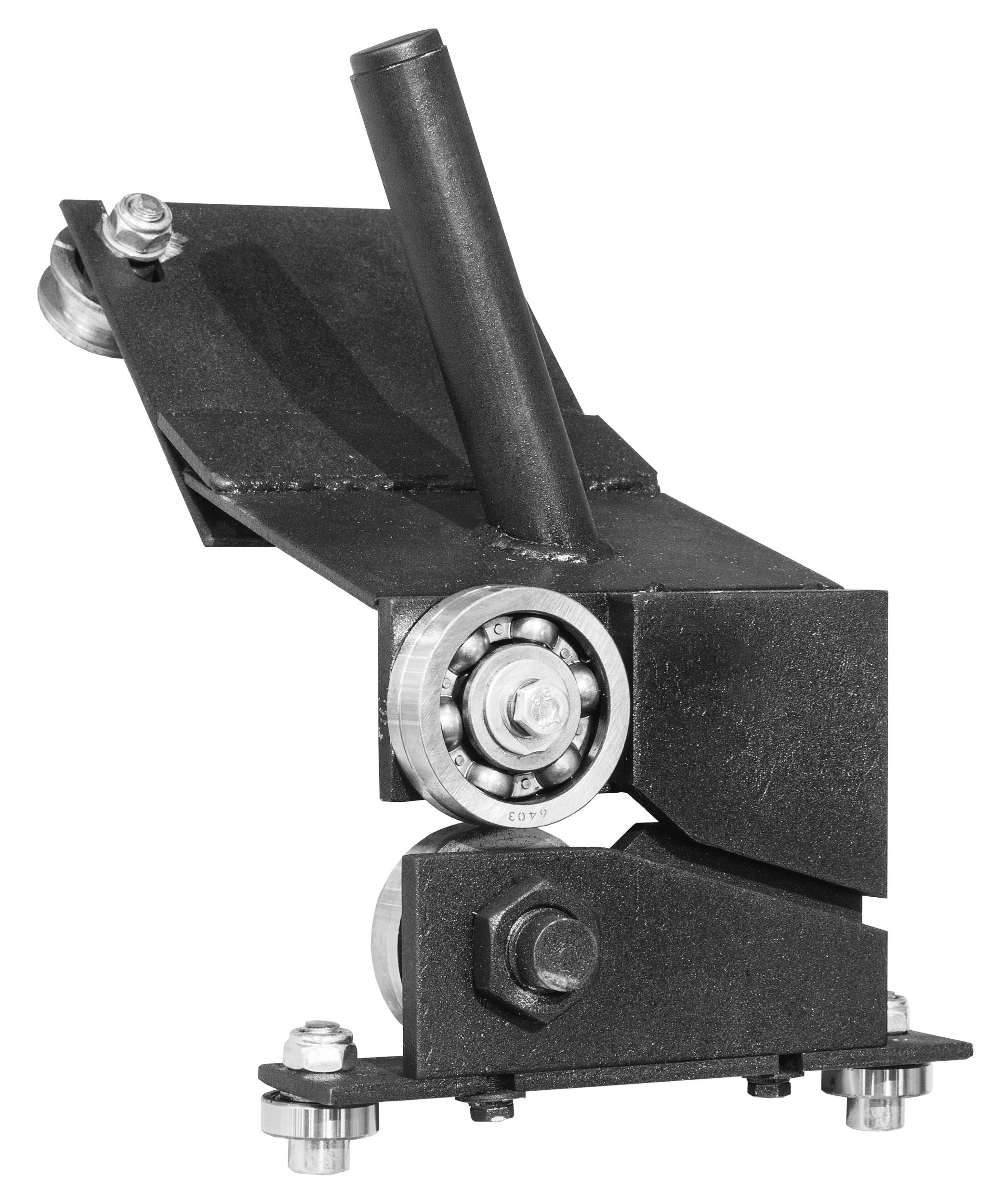
Tapco Tools – на шаг впереди конкурентов
В плане эффективности у этой компании нет соперников. Ее листогибочные станки не только безопасны в работе, но и обеспечивают высокую производительность, гладкую и быструю гибку при незначительных временных и трудовых затратах на операции. В этом кроется залог быстрой самоокупаемости листогибов Tapco.
Модельный ряд листогибочных станков компании насчитывает 16 позиций, где представлено, как мощное промышленное оборудование (стационарные цеховые ручные листогибы для производства коробов вентиляции и воздушного отопления), так и легкое, компактное, мобильное (гибочные станки для изготовления доборных элементов фасадной и кровельной систем) — для небольших предприятий и мастерских. Номенклатура гибочников представлена моделями: Pro 14 HD, Pro 19, Max 20, SuperMax, ECO-MAX, PRO-MAX
- мягкий алюминий и винил толщиной до 1,5 мм;
- горячекатаная медь толщиной до 1,2 мм;
- оцинкованная сталь толщиной до 1,0 мм.
Весь спектр изделий фасадного и кровельного добора можно получить на листогибах Tapco: софиты, отливы, наличники, стеновые панели, короба вентиляции и систем отопления, фартуки водостоков, оконные водоотливы и др. Инновационные решения, такие, как подвижный прижимной шарнир, вальцовка с углом 180 градусов, распилочные столы, роликовые ножи — позволяют сократить время отдельных операций и значительно расширяют возможности производителей элементов добора.
Инновационные решения, такие, как подвижный прижимной шарнир, вальцовка с углом 180 градусов, распилочные столы, роликовые ножи — позволяют сократить время отдельных операций и значительно расширяют возможности производителей элементов добора.
Ручные листогибы Tapco – это надежный и проверенный временем инструмент как для любителей, так и для профессионалов. Отличное качество и разумная цена – главные достоинства данной продукции.
Запчасти для листогибов
Листогибы Tapco
- Ручной листогиб Tapco Max 20, Тапко
- Ручной листогиб Tapco SuperMax, Тапко
- Ручной листогиб Tapco Pro 14 HD, Тапко
- Ручной листогиб Tapco Pro-19, Тапко
- Ручной листогиб Tapco ShopMax
- Cтанок листогибочный Tapco Max-20 2,2
- Cтанок листогибочный Tapco Max-20 2,6
- Cтанок листогибочный Tapco Max-20 3,2
- Cтанок листогибочный Tapco Max-20 3,8
- Cтанок листогибочный Tapco Max-20 4,4
- Cтанок листогибочный Tapco SuperMax 2,6
- Cтанок листогибочный Tapco SuperMax 3,2
- Cтанок листогибочный Tapco SuperMax 3,8
- Cтанок листогибочный Tapco SuperMax 4,4
- Роликовый нож MAX Cut-Off для листогибов Tapco
- Роликовый нож Pro Cut-Off для листогибов Tapco
- Опорная стойка Snap Stand для листогибов Tapco (оригинальная)
- Стойка для станка MAX-20 универсальная (Россия)
- Опорная стойка для листогибов Tapco SuperMax (оригинальная)
- Стойка для станка SuperMax (Россия)
- Угломер Tapco (комплект 2 шт.
 )
) - Комплект расходных материалов Tapco Max 20
- Ремкомплект Tapco Max 20, SuperMax
 )
)Гибка листового металла: технология, станок, обработка
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
Схема процесса гибки- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например,Гибка калибрующим ударом
алюминия с марганцем), а также сталей с содержанием углерода более 0,4%.
Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку; - Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
 Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
- Возможностями, которыми обладает станок для гибки металла.Гибка металла
- Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.
- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.

Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия.
При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия.
Преимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок;Листогиб ручной
- По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным;П-образный винтовой прижим
- По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
 Последнее исполнение делает гибочный агрегат более компактным;П-образный винтовой прижим
Последнее исполнение делает гибочный агрегат более компактным;П-образный винтовой прижимСледует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.

Станки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Видео: Ручной станок листогибочный
Создание станка для гибки листового металла
Сегодня мы подготовили статью на тему: «создание станка для гибки листового металла», а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Гибочный станок для листового металла своими руками: чертежи, видео
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Гибочный станок для работы с длинными листами металла
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
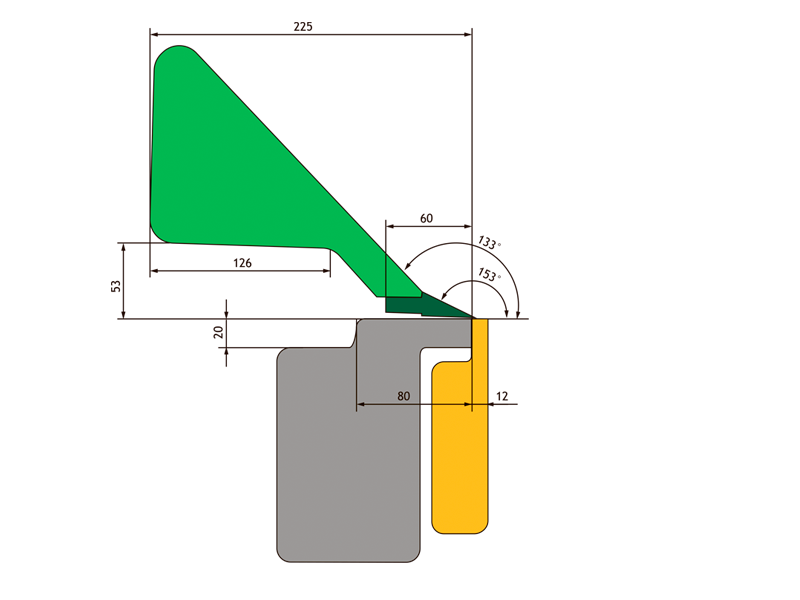
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка.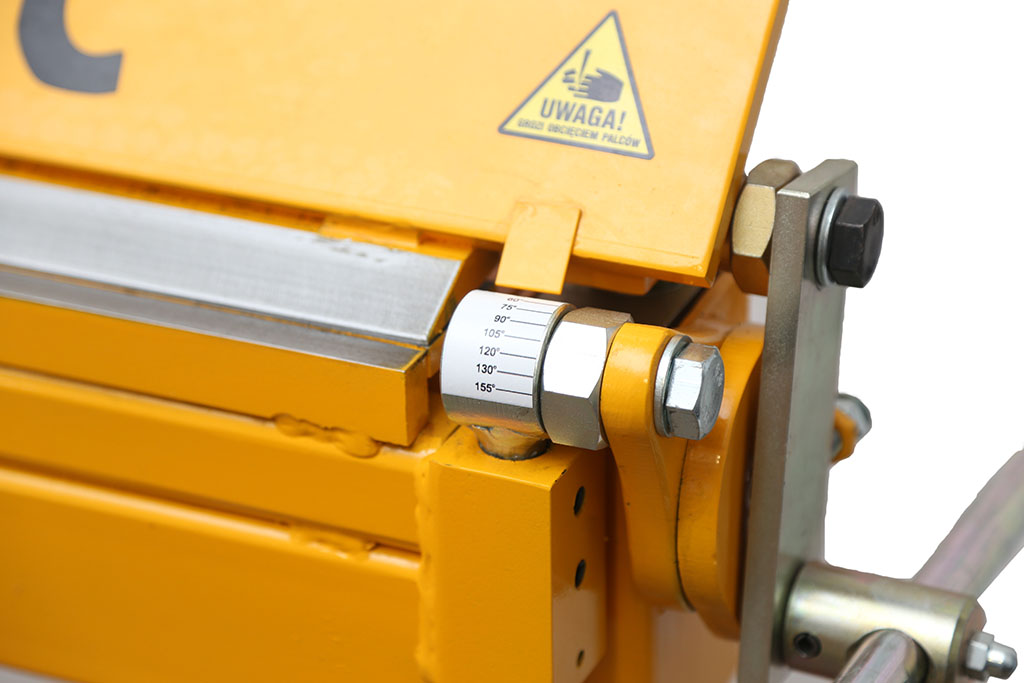 Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
| Видео (кликните для воспроизведения). |
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
 Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Станок для гибки металла – выбираем оборудование разумно!
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
Использование листового металла в сооружении индивидуальных домов обрело большое распространение, благодаря этому для этого нужны станки для гибки листового металла собственными руками.
Использование данного материала поясняется высокой технологичностью, относительно заниженной ценой и большой надежностью металлических конструкций.
При обустраивании кровли доводится делать козырьки для воды из листа металла.
Изделия данного профиля можно выбрать у посторонних исполнителей, но доступнее и быстрее будет сделать собственными руками. Для этого применяется листогибочный станок.
Конструктивно такой аппарат может быть простым. Все нужные материалы и комплектующие компоненты легко отыскать в хозяйственных магазинах.
Благодаря физическим свойствам металлов и сплавов, гнуть можно исключительно пластические материалы.
Чугунные изделия или закаленной стали для гибки совсем не годятся, так как владеют невысокой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию установленного участка не просит резки или обработки термическим способом.
Изгибание листового металла – это действие, в результате которого железный лист принимает конкретную форму объема.
Нужно знать, что при сгибании листа слои снаружи металла растягиваются, а внутренние сжимаются. Если заправить в станок через чур толстый лист, то на сгибе снаружи может появиться трещина.
Если заправить в станок через чур толстый лист, то на сгибе снаружи может появиться трещина.
Чтобы подобного не было, исходную деталь необходимо приготовить. Для этого ее подвергают конкретному виду обработки термическим способом – отпуску или отжигу. Подобные операции делаются нечасто.
В основном для гибки подбираются подобные изделия, которые можно сделать с использованием этой технологии.
Сгибание имеет ряд положительных качеств перед сварочным соединением или иным вариантом изготовления детали.
В их числе необходимо выделить:
- высокую продуктивность;
- изделие не имеет шва и считается цельным;
- на месте сгиба не появляется коррозия.
В числе минусов необходимо выделить, что процесс ручной гибки потребует значительных трудозатрат.
Если исполнять ручной изгиб листового металла, то для этого потребуются слесарные тиски, молоток и киянка. Хорошего качества при подобном наборе инструментов достигнуть тяжело.
Для постоянного производства деталей без резки и сварки этот метод не подойдет.
Когда для бытовых потребностей нужны изделия хорошего качества, прекрасным решением будет выполнить листогибочный станок собственными руками.
Сегодня оборудование для индивидуального использования и для малого бизнеса выполняется в масштабах промышленности.
Станок для гибки листов или для их резки можно купить в магазине. При малом бюджете легче сделать рукодельный.
Операция гибки металла считается конечным шагом в процедуре изготовления детали. Если она окажется выполнена с плохим качеством, то деталь окажется бракованной.
Все предыдущие инновационные переделы от резки до разрезания окажутся напрасными. Благодаря чему производственная компания понесет убытки.
Для того чтобы выполнить подобную ситуацию недопустимой, нужно издавать хорошие и производительные аппараты.
Такой станок зовется листогибом или листогибным прессом.
На рынке в наше время представлены листогибы следующих видов:
- гидравлические;
- механичные;
- пневматические;
- ручные.
Ручной станок применяется для штучного и мелкосерийного производства.
На производственных линиях больших компаний ставятся универсальные аппараты, которые настраиваются на конкретную операцию.
Для нарезания заготовок применяются гильотинные ножницы. Для того чтобы давать получившейся заготовке нужную форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие при помощи пневматического привода. Этим методом создают детали из металлических листов толщиной до 5 мм.
Станок с поворотным прессом предназначается для обработки мелких деталей с непростым рельефом.
Листогибочное оборудование делится на мобильное и стационарное. Неподвижные станки применяются на больших фирмах для изготовления высоких объемов продукции.
Мобильные аппараты предназначаются для производства некоторых деталей на стройке или при проведении ремонта объекта. Мобильный станок для загиба листового металла можно сделать собственными руками.
Многовековая опыт говорит, что рукодельный аппарат, сделанный правильно инженерного подхода, ничем ни в чем не уступает заводским аппаратам.
Чтобы собрать такой станок, требуется установленный комплект инструментов и материалов.
В отличии от аппаратов производственного изготовления, которые рассчитаны на отделку металла приличной толщины, рукодельный листогиб применяется во время изготовления штучных и мелкосерийных деталей.
Изделия очень часто гнутся из листового алюминия, меди и тонколистовой стали. Идеальная толщина листов колеблется в границах 0,5-0,8 мм. С листом большей толщины трудится тяжело.
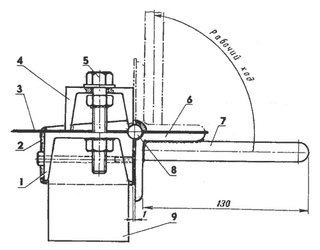
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепежа в тисках
Это можно объяснить тем, что тут применяется ручной привод, мускульная сила человека.
Чтобы дать изделию очень высокую надёжность, при помощи станка можно создать добавочное ребро жесткости.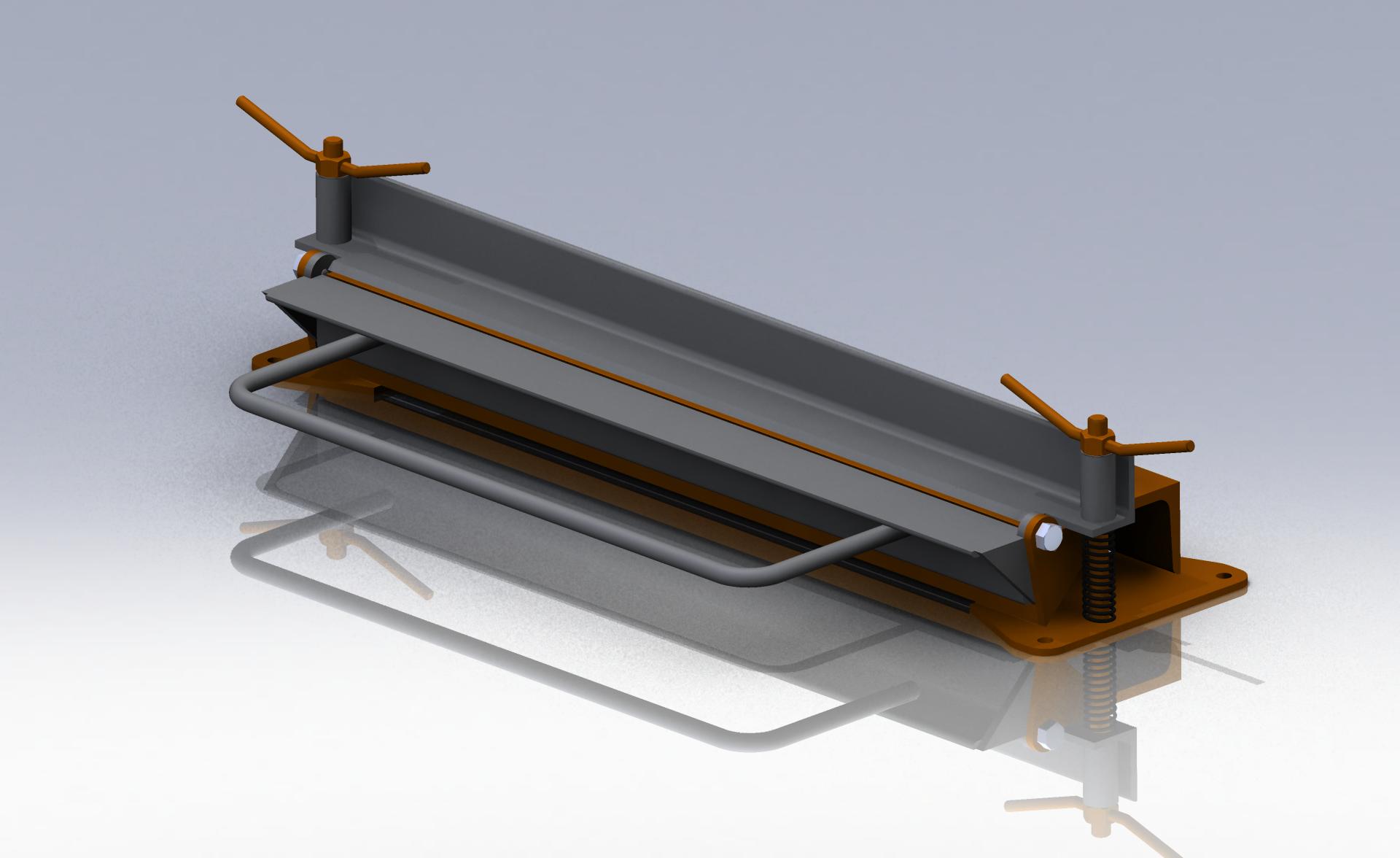 И при этом избежать резки полос для этого ребра.
И при этом избежать резки полос для этого ребра.
Механизм листогибного станка построен на простом принципе. Заготовка крепится на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на установленный угол, лежит на поворотной балке. Необходимо лишь развернуть эту балку и металл «загнется».
Поворотная колода подымается и опускается собственными руками. В станках производственного изготовления эта функция делается при помощи электрического двигателя или гидравлического пресса.
Предельный угол загиба вполне может составлять 180 градусов. Это изготавливается в 2 приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки делается разнообразными вариантами. В довольно обычном механизме применяется уголок из стали.
Предлагается применять уголок с толщиной полок не меньше 5 мм.
Во время изготовления прижимной рамы понадобится аппарат для сварки для нарезания деталей по размерам и дрель, для того чтобы высверлить отверстия под установочные болты.
Все сделать операции собственными руками не составляет огромного труда. При условиях, что есть установленный навык работы с металлом.
Нужно только подобающим образом приготовиться к установке листогибного станка.
Основным компонентом станка для гибки металла считается основание. В виде основы можно взять швеллер, длина которого подбирается по усмотрению мастера.
Для того чтобы обеспечить обязательные условия для работы, этот швеллер прикрепляют на станине. Или приваривают к нему ножки. Главное, чтобы данная конструкция обладала высокой стойкостью.
Во время изготовления прижимного устройства собственными руками предлагается применять два уголка — №5 и №3.
Их следует объединить между собой при помощи сварки так, чтобы в сечении появилась твёрдая фигура треугольника.
Подобная конфигурация гарантирует жесткость и надежность прижима.
Обжимной пуансон очень часто производят из уголка №5. Его длина обязана быть меньше, чем у прижимного устройства на 10 мм.
Увеличивающий рычажок можно выполнить из круглого прутка или арматуры. Он содержит форму скобы и варится к пуансону.
Это соединение необходимо сделать с хорошими качествами прочности, так как нагрузка на него предельная.
Не во всех ситуациях, во время работы с рулонным металлом, появляется необходимость отрезать изделия которые уже готовы.
Для нарезания металла после обработки на станок для гибки ставится роликовый нож.
Этот узел затрудняет конструкцию в общем и потому его используют нечасто.
Станок для гибки, собранный собственными руками, должен владеть такими параметрами:
- стойкость;
- удобство в работе;
- защищенность.
По собственной конструкции станок для гибки металла считается механизмом очень высокой опасности.
Во время работы на станке нужно віполнять подобающие эксплуатациионные правили и техники безопасности. Тем более при исполнении резки заготовок.
в начале работы нужно выверить исправность главных узлов.
Доступ сторонних лиц к станку нужно строго уменьшить.
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.

В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
В результате чего производственная компания понесет убытки.
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм.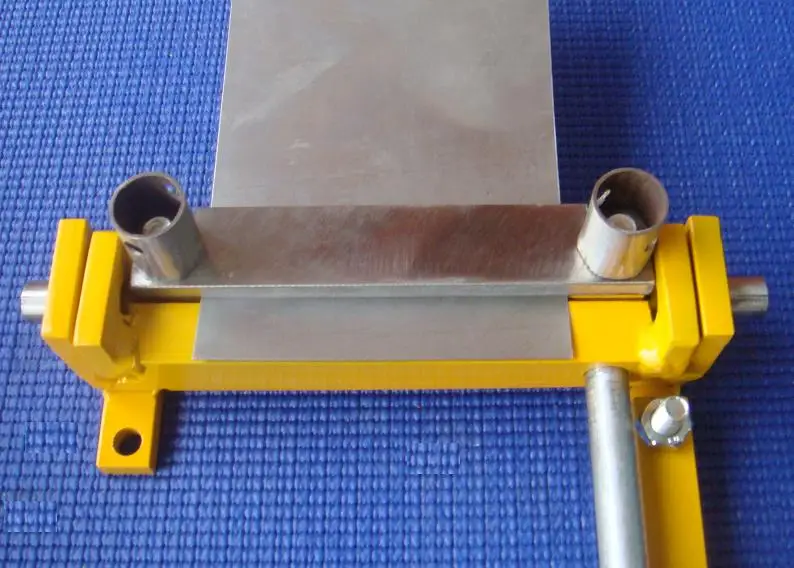 С листом большей толщины работать трудно.
С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.

По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
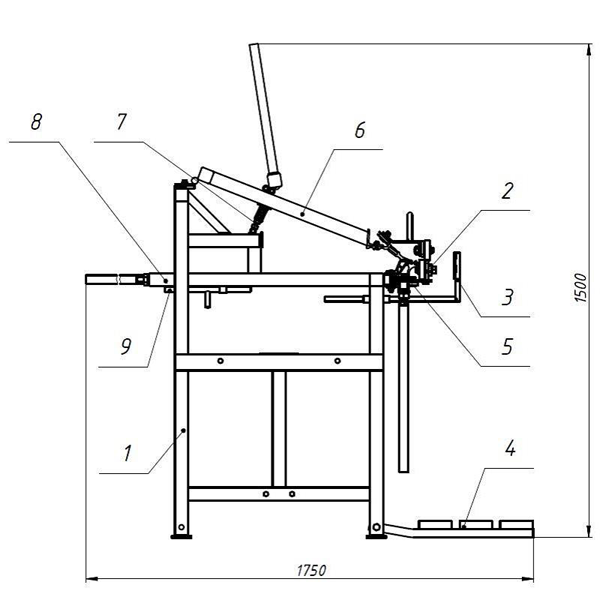
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 5 проголосовавших: 6Модель Гибочный центр | Краткое описание Промышленная металлообработка при помощи гибочного центра «Шрёдер» делает возможным как крупное, так и мелкое серийное производство с высокой точностью повторяемости изделий. | Толщина металла до 4,0 mm | Полезная длина до 4000 mm | Link | ||
Модель MAK 4 Evolution UD | Краткое описание MAK 4 Evolution UD – это листогиб с поворотной гибочной балкой для выполнения комплексных задач в области промышленной формовки листа. Благодаря технологии Up-and Down (гибка вверх / вниз) станок совершает больше рабочих шагов за более короткий промежуток времени и экономит рабочее время оператора. На выставке EuroBlech 2018 мы представили новую инновационную функцию Advanced Handling System (AHS) — модернизированную систему упоров с присосками. | Толщина металла до 8,0 mm | Полезная длина до 5000 mm | Link | ||
Модель EVO-CENTER | Краткое описание Новый мощный автоматизированный листогиб EVO-CENTER был впервые представлен на выставке Blechexpo 2019 в Штутгарте.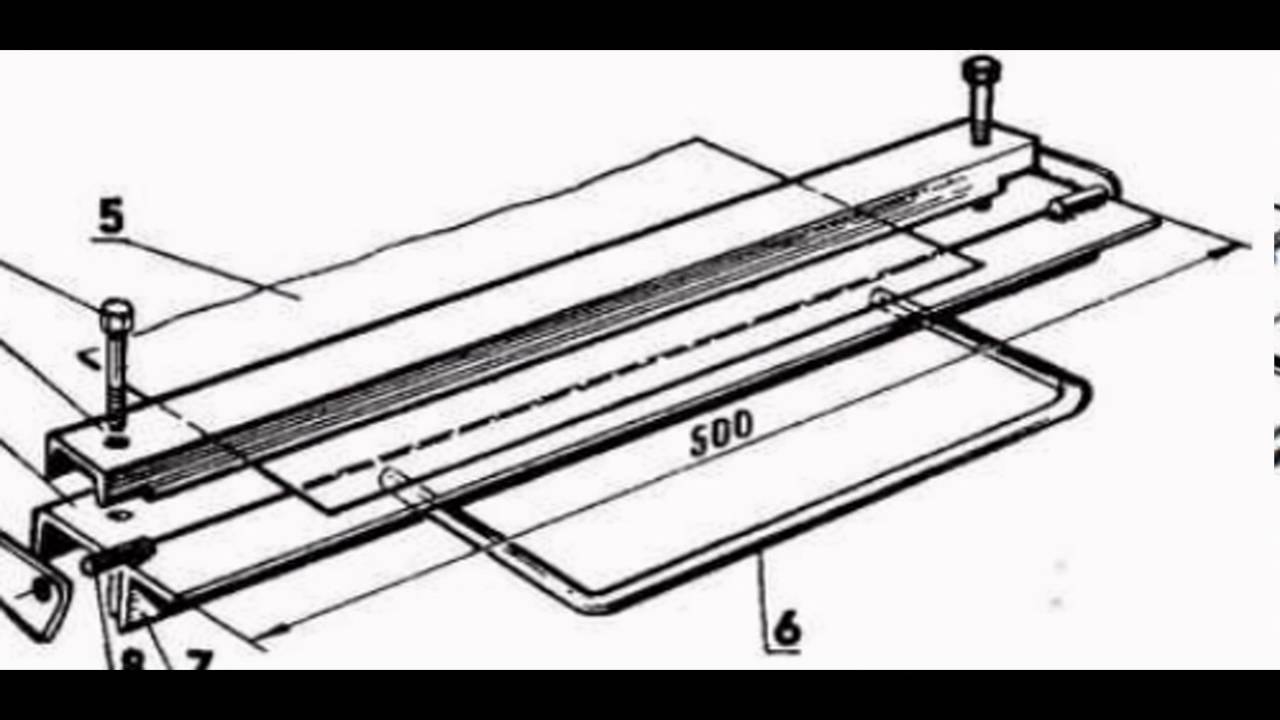 Это новейшая модель промышленного оборудования в серии Evolution. Данный станок отличается не только полностью обновлённым дизайном, но и имеет упор с присосками и автоматическое устройство смены инструментов (высота инструментов до 400 мм), а также возможность дооснащения до гибочного центра Это новейшая модель промышленного оборудования в серии Evolution. Данный станок отличается не только полностью обновлённым дизайном, но и имеет упор с присосками и автоматическое устройство смены инструментов (высота инструментов до 400 мм), а также возможность дооснащения до гибочного центра | Толщина металла до 4,0 mm | Полезная длина до 4000 mm | Link | ||
Модель SPB Evolution UD | Краткое описание Промышленная гибка в совершенстве – для этого у станка MAK 4 Evolution существует множество интересных деталей и опций, например, особо прочная конструкция станка и основных узлов, увеличенное открытие верхней траверсы (850 мм), мощные приводы, оптимизатор скорости, планетарная передача без зазоров, опции для переднего и заднего упоров или контроллер с лазером для защиты рабочей зоны. | Толщина металла до 5 mm | Полезная длина до 4000 mm | Link | ||
Модель PowerBend Industrial UD | Краткое описание Листогиб PowerBend Industrial UD – наша новая разработка, гарантирующая надёжную и высокоэффективную эксплуатацию станка при промышленном производстве профилей. Данный электромеханический листогиб расширяет линейку моделей PowerBend. Данный электромеханический листогиб расширяет линейку моделей PowerBend. | Толщина металла до 6 mm | Полезная длина до 4000 mm | Link | ||
Модель PowerBend Professional (UD) | Краткое описание Станок с поворотной гибочной балкой PowerBend Professional предназначен для гибки профилей из тонколистового металла. Надёжный и точный станок идеально подходит для длительного использования в больших цехах, на средних предприятиях и крупных производствах. | Толщина металла до 4 mm | Полезная длина до 4000 mm | Link | ||
Модель PowerBend Universal | Краткое описание PowerBend Universal является отличным решением для обработки листа в слесарных мастерских, на ремонтных предприятиях и металлообрабатывающих заводах. | Толщина металла до 4 mm | Полезная длина до 4000 mm | Link | ||
Модель MAK 4 | Краткое описание Листогиб МАК 4 является «слоном» в линейке оборудования «Шрёдер». Станок без труда гнёт стальной лист длиной до 3000 мм и толщиной до 6 мм. Он разработан для выполнения сложных задач. | Толщина металла до 6 mm | Полезная длина до 4000 mm | Link | ||
Модель MPB | Краткое описание Листогиб MultiPowerBend (MPB) – это «трудолюбивая пчёлка» в области обработки тонколистового металла. Быстрая работа за счёт эксцентриков верхней траверсы и точность благодаря сервотехнологии POS 2000. | Толщина металла до 2.5 mm | Полезная длина до 4000 mm | Link | ||
Модель MAKU | Краткое описание Новый универсальный электромеханический листогиб с поворотной гибочной траверсой MAKU отлично подходит для гибки тонких листов толщиной до 1,5 мм. Для небольших мастерских и ремонтных предприятий листогиб MAKU – это идеальное решение, ведь «U» в названии модели обозначает «universal / универсальный». Этот станок пришёл на смену хорошо зарекомендовавшему себя листогибу MAKV, но от предшественника отличается новой разработкой по последнему слову техники. Что порадует опытного оператора оборудования: ни одна другая модель на рынке не предлагает такого большого свободного пространства для выполнения гибов и такой свободы действий. | Толщина металла до 1,5 mm | Полезная длина до 3200 mm | Link | ||
Модель 204 | Краткое описание Фаворит при небольшом производстве. Данный станок подходит для работы в цехе, при изготовлении образцов, при выполнении ремонтных работ. | Толщина металла до 2 mm | Полезная длина до 1000 mm | Link | ||
Модель 216 | Краткое описание Универсальность – вот главное преимущество модели 216. Особыми качествами также являются компактный гидравлический привод, усилие прижима в 2135 кН, а также универсальность и вариативность за счёт разнообразной комплектации. Особыми качествами также являются компактный гидравлический привод, усилие прижима в 2135 кН, а также универсальность и вариативность за счёт разнообразной комплектации. | Толщина металла до 16 mm | Полезная длина до 6000 mm | Link | ||
Модель 225 | Краткое описание Модель 225 – это листогиб для клиентов, предъявляющих высокие требования к технике. Станок надёжен в работе за счёт своей точности, универсальности и высокой скорости. | Толщина металла до 6 mm | Полезная длина до 4000 mm | Link | ||
Модель 720 | Краткое описание Листогиб с подъёмной гибочной балкой объединяет быстроту гибочного пресса и принцип работы листогиба с поворотной гибочной балкой. | Толщина металла до 2 mm | Полезная длина до 3200 mm | Link | ||
Модель AK | Краткое описание Ручной листогиб AK является классическим станком для применения в цехе. Продуманная и превосходная с технической точки зрения конструкция придаёт станку универсальность и рентабельность, а благодаря своим не требующим техобслуживания и износостойким направляющим и узлам листогиб АК прослужит долго даже при ежедневном использовании. | Толщина металла до 1.5 mm | Полезная длина до 3000 mm | Link | ||
Модель ASK 3 | Краткое описание Сегментный листогиб ASK 3 – это новый ручной станок третьего поколения. Он является прекрасным решением в области обработки листа для цехов и при использовании на стройплощадках. Большое свободное пространство в области инструментов расширяет спектр изготавливаемой продукции и обеспечивает универсальность станка. Большое свободное пространство в области инструментов расширяет спектр изготавливаемой продукции и обеспечивает универсальность станка. | Толщина металла до 1.5 mm | Полезная длина до 1500 mm | Link | ||
Модель ASK II | Краткое описание Сегментный листогиб необходим каждому металлообрабатывающему цеху, а высококачественный листогиб ASK II фирмы «Шрёдер» — это отличное приобретение. Достаточно прочный для ежедневного использования, простой в управлении и универсальный в применении. | Толщина металла до 2 mm | Полезная длина до 2000 mm | Link | ||
Модель MODULAR | Краткое описание Если Вам необходимо на производстве и в цехе или на стройплощадке обрабатывать длинные заготовки, можно просто за несколько движений соединить между собой два или несколько станков MODULAR, тем самым получив станок для гибки длинных изделий. | Толщина металла до 1 mm | Полезная длина до 3000 mm | Link | ||
Модель BAM | Краткое описание Гибочный станок «Шрёдер» модели BAM 1000 или BAM 2000 – маленький, лёгкий, но имеет большую функциональность и мобильность. | Толщина металла до 0.8 mm | Полезная длина до 2000 mm | Link |
Станок для гибки листового металла своими руками
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Технология загиба листового металла
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Видео:
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Видео:
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
Видео:
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Гибочные станки
Гибочные станки используются для изготовления изделий из листового металла. При этом толщина листа стали составляет не более 2мм, а нержавеющей стали — до 1,5мм. Применяют гибочные станки в изготовлении строительных профилей сложной конструкции, оконных отливов, кассет для фасадов, доборных элементов крыши, сайдинга из металла и деталей металлической кровли. Таким образом, при помощи гибочного станка обеспечивается холодная деформация металла, а также листов из металлопластика и поликарбоната. Благодаря гибочному станку изменяется форма листа, профиля или трубы. Применяют такие станки в мастерских, на строительстве и в коммунальных службах.
Благодаря гибочному станку изменяется форма листа, профиля или трубы. Применяют такие станки в мастерских, на строительстве и в коммунальных службах.
Принцип работы гибочного станка
Гибочный станок функционирует путем воздействия на деталь давлением. Усилие увеличивается посредством рычага или гидравлического привода. Конструкция гибочного станка прочная из металла с приспособлениями для фиксации обрабатываемой детали. Конструкция станка монтируется на полу или на верстаке.
Виды гибочных станков
Различают несколько видов гибочных станков:
- трубогибочный станок позволяет изменять формы металлических и пластиковых труб и профилей;
- листогибочный станок используют для прокатных заготовок. Станок меняет форму листов, полос и профилированных стержней. Машины устанавливают в мастерских и используют также во время монтажа металлических конструкций;
- вальцовочный станок применяют в процессе гибки прутьев, проволоки, листов металла и поликарбоната. Вальцовочные машины позволяют изгибать сложные формы. Машины часто используют для создания труб водопровода и вентиляции;
- отбортовочные станки используют для загиба кромки и бортов ровных и искривленных листов;
- комбинированные станки — относятся к универсальным машинам, выполняющим деформацию листов и профилей, вальцевание и резку.
 Вальцовочные машины позволяют изгибать сложные формы. Машины часто используют для создания труб водопровода и вентиляции;
Вальцовочные машины позволяют изгибать сложные формы. Машины часто используют для создания труб водопровода и вентиляции;Технические характеристики:
| Материал гибки: | |
| труба | 3/8″», 1/2″», 9/16″», 5/8″», 3/4″», 7/8″» |
| квадратная труба | 3/4″», 1″» |
| Угол гиба | 0-180° |
| Масса | 24,5 кг |
Технические характеристики:
| Материал гибки: | |
| полоса | 0,8 мм |
| Масса | 25 кг |
Ручной гибочный станок FBM-30
Технические характеристики:
| Материал гибки: | |
| полоса | 30х8 мм |
| круг | 15 мм |
| квадрат | 13х13 мм |
| Угол гиба | 0-360° |
Технические характеристики:
| Материал гибки: | |
| труба | 1/2″», 3/4″», 1″», 1 1/4″», 1 1/2″», 2″» |
| Угол гиба | 90°-180° |
| Ход штока | 150 мм |
| Масса | 52 кг |
Технические характеристики:
| Материал гибки: | холодное состояние | горячее состояние |
| полоса | 100×5 мм | 100×15 мм |
| круг | 18 мм | 30 мм |
| квадрат | 16×16 мм | 30×30 мм |
| Угол гиба | 0-120° | |
| Радиус гиба | 0-5, 10-15, 20-25 мм | |
управляемая рукой стальная складывая машина, ручная гибочная машина
листового металлаХарактеристика производительности ручной складной машины:
Ручная фальцевальная машина обычно используется для фальцовки листового металла толщиной 1,5 мм для обработки трех сгибов листовой пластины воздуховода HVAC.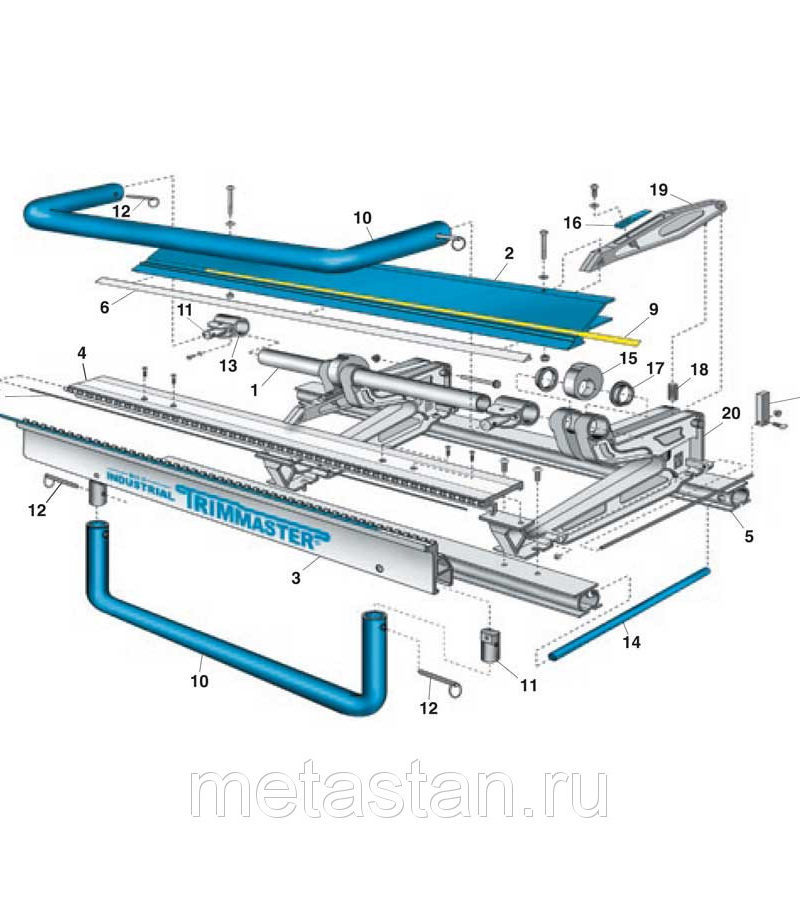 Машина может гнуть листовой и плоский лист с фланцем TDF. Или вы можете выбрать ручную фальцевальную машину для плоских листов, которая может складывать только плоские листы. Машиной можно управлять с помощью ручки. При гибке листового металла есть маятник, который удерживает равновесие.Мы отправим видео, чтобы рассказать клиентам подробный способ работы. Если вам нужно согнуть более толстую листовую пластину, потребуется больше усилий. Ручной станок для гибки листового металла — очень важная часть серии станков для изготовления квадратных воздуховодов. Рабочий может использовать его с другими машинами для изготовления прямоугольных воздуховодов вместе, чтобы закончить изготовление целых воздуховодов, таких как электрические ножницы, машины для формирования замков квадратных труб, машины для формования фланцев TDF, машины для отбортовки швов, машины для закрытия швов замков, машины для резки зажимов, и т.п.Как машина, которую легко перемещать, машина подходит для использования на стройплощадке.
Машина может гнуть листовой и плоский лист с фланцем TDF. Или вы можете выбрать ручную фальцевальную машину для плоских листов, которая может складывать только плоские листы. Машиной можно управлять с помощью ручки. При гибке листового металла есть маятник, который удерживает равновесие.Мы отправим видео, чтобы рассказать клиентам подробный способ работы. Если вам нужно согнуть более толстую листовую пластину, потребуется больше усилий. Ручной станок для гибки листового металла — очень важная часть серии станков для изготовления квадратных воздуховодов. Рабочий может использовать его с другими машинами для изготовления прямоугольных воздуховодов вместе, чтобы закончить изготовление целых воздуховодов, таких как электрические ножницы, машины для формирования замков квадратных труб, машины для формования фланцев TDF, машины для отбортовки швов, машины для закрытия швов замков, машины для резки зажимов, и т.п.Как машина, которую легко перемещать, машина подходит для использования на стройплощадке. Мы можем предоставить полную серию машин в зависимости от потребностей каждого клиента и условий эксплуатации. Продукция в основном состоит из автоматической линии по производству воздуховодов, машины для изготовления прямоугольных воздуховодов и машины для производства круглых / спиральных воздуховодов. Более того, компания BLKMA может предоставлять клиентам услуги OEM. Вы можете связаться с нами в любое время через любую электронную почту, моб, WhatsApp, Skype, facebook, youtube и WeChat, если у вас есть какие-либо вопросы о машинах для производства воздуховодов HVAC.Мы ответим вам и поможем решить все проблемы в кратчайшие сроки. Что касается послепродажного обслуживания, мы можем выслать операционное видео метода работы. В нашей компании работают квалифицированные специалисты, поэтому мы также можем предоставить инженерам услуги за рубежом, или вы можете отправить своих рабочих на наш завод в Китае для изучения метода работы. Наш адрес: промышленный парк Дунчэн, город Боуанг, район Боуанг, город Мааньшань, провинция Аньхой, Китай (материк).
Мы можем предоставить полную серию машин в зависимости от потребностей каждого клиента и условий эксплуатации. Продукция в основном состоит из автоматической линии по производству воздуховодов, машины для изготовления прямоугольных воздуховодов и машины для производства круглых / спиральных воздуховодов. Более того, компания BLKMA может предоставлять клиентам услуги OEM. Вы можете связаться с нами в любое время через любую электронную почту, моб, WhatsApp, Skype, facebook, youtube и WeChat, если у вас есть какие-либо вопросы о машинах для производства воздуховодов HVAC.Мы ответим вам и поможем решить все проблемы в кратчайшие сроки. Что касается послепродажного обслуживания, мы можем выслать операционное видео метода работы. В нашей компании работают квалифицированные специалисты, поэтому мы также можем предоставить инженерам услуги за рубежом, или вы можете отправить своих рабочих на наш завод в Китае для изучения метода работы. Наш адрес: промышленный парк Дунчэн, город Боуанг, район Боуанг, город Мааньшань, провинция Аньхой, Китай (материк).
Основные технические параметры ручной складной машины:
Модель | Максимальная толщина (мм) | Максимальная ширина (мм) | Мин. Угол складывания | Вес (кг) | Размер Д * Ш * В (мм) |
ТДФ-1.5 * 1300 | 1.5 | 1300 | 45 ° | 450 | 1950 * 650 * 1550 |
ТДФ-1.5 * 2000 | 1.5 | 2000 г. | 45 ° | 600 | 2650 * 650 * 1550 |
ТДФ-1.5 * 2500 | 1.5 | 2500 | 45 ° | 700 | 3100 * 650 * 1550 |
Лучшая ручная гибочная машина для стального листа — отличные предложения на ручную гибочную машину для стального листа от мировых продавцов ручных гибочных станков для стального листа
Отличные новости !!! Вы попали в нужное место в пользу ручного гибочного станка для стального листа. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший ручной станок для гибки стального листа вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели ручной листогибочный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, так как этот лучший ручной станок для гибки стального листа вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели ручной листогибочный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ручном гибочном станке для стального листа и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше.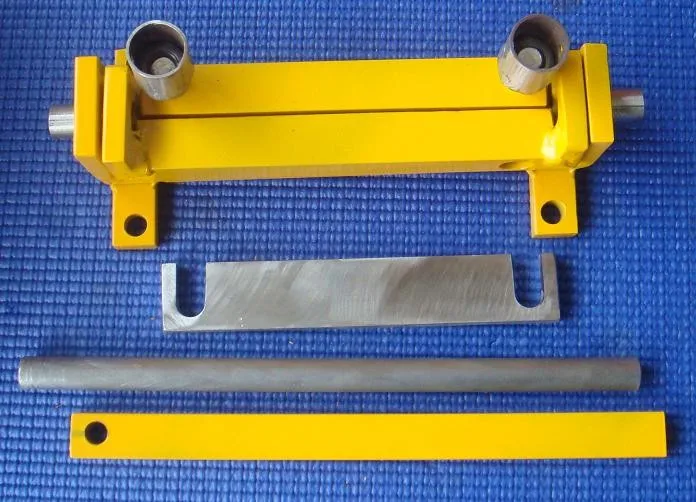 Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести станок для гибки стального листа с ручным управлением по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести станок для гибки стального листа с ручным управлением по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сравнение автоматической гибки и гибки с ручным прессом
Гибка занимает второе место в списке « Четыре основных шага от листового металла до готовой продукции », а гибочные машины в основном ручные. Однако ситуация меняется, поскольку автоматическая гибка становится более надежной и доступной. Поскольку мы всегда ищем более быстрые и лучшие способы изготовления металлических изделий, мы рассмотрели возможности автоматизации.
Поскольку мы всегда ищем более быстрые и лучшие способы изготовления металлических изделий, мы рассмотрели возможности автоматизации.
Как гнуть листовой металл
При производстве металла большинство изгибов выполняется гибочным прессом. Сердце листогибочного пресса — его верхний и нижний инструменты. Нижний инструмент имеет V-образное сечение, а верхний — ответный клин или угловой профиль. Поместите лист между ними, и клин прижимает его к V, создавая изгиб. (« Придание вашей металлической конструкции формы » дает более подробную информацию.)
Оператор листогибочного пресса поднимает вырезанную заготовку из штабеля, ориентирует ее, вставляет между инструментами до упора и опускает верхний инструмент. Добавление дополнительных изгибов означает извлечение и изменение ориентации листа, иногда переворачивание его для изгибов, идущих в другом направлении.
Это тяжелая работа, особенно с большими заготовками, для обработки которых иногда требуется два человека. Легко ошибиться, если ручной листогибочный пресс окажется не в том месте, повернут под неправильным углом или полностью упущен.
Легко ошибиться, если ручной листогибочный пресс окажется не в том месте, повернут под неправильным углом или полностью упущен.
Здесь на помощь приходит автоматическая гибка листогибочным прессом.
Автоматика листогибочного пресса
Если быть точным, обработка заготовки происходит автоматически. Хотя действительно большие объемы операций могут оправдать использование специализированных систем гибки с большим количеством жесткого инструмента, для производственных цехов, таких как наша, наиболее целесообразным является гибка с использованием роботов.
В роботизированной системе гибки листогибочного пресса робот заменяет оператора. Роботу предоставляется стопка заготовок, и он снимает одну из них сверху.
Для обеспечения точного захвата заготовки робот обычно помещает ее в этап ориентации. Это просто склон с двумя приподнятыми краями. Заготовка сползает вниз и останавливается по бокам. Здесь робот снова поднимает его и переносит на листогибочный пресс.
После установки заготовки листогибочный пресс выполняет цикл и изгиб. Если требуются дополнительные изгибы, робот при необходимости перемещает заготовку. Затем, когда деталь закончена, робот либо складывает ее, либо кладет на желоб или конвейер.
Льготы
Люди, которые работают здесь, в Wiley, быстрые и точные, но они всего лишь люди. Они устают, и иногда случаются ошибки. Все эти изгибы и скручивания тоже тяжело сказываются на их спине.
Гибочный листогибочный робот с роботом выполняется быстрее и стабильнее, чем человек. Роботу не нужны перерывы, поэтому он фактически работает больше часов в день и не ошибается. Все это означает больше возможностей и более высокое качество.
И недостатки
Автоматическая ячейка гибки листогибочного пресса, подобная той, которую мы описали, стоит недешево.Кроме того, ему нужна инженерная поддержка для программирования новых рабочих мест. Автономное программирование возможно, но программы роботов обычно требуют доработки на машине. Это останавливает производство и может потреблять много металлических заготовок, в то время как скорости и позиции «набираются».
Это останавливает производство и может потреблять много металлических заготовок, в то время как скорости и позиции «набираются».
Время переключения — другая проблема. Хотя для загрузки программы требуется всего несколько секунд, необходимо также установить инструменты для гибочного пресса, захваты, системы штабелирования, конвейеры и т. Д.
Когда автоматизация имеет смысл
Если вы столкнетесь с ручным листогибочным прессом и автоматизированной системой, легко увидеть, как ручной станок будет изготавливать детали за некоторое время до того, как робот действительно начнет работать.При достаточно длительном запуске автоматизированная система выйдет вперед, но при меньших количествах побеждает ручная. И это особенно актуально в среде «мастерской», где каждая работа отличается и требует новой программы для роботов.
Автоматическая гибка обеспечивает скорость, качество и защиту от травм, но также имеет недостатки. Это дорого, требует инженерной поддержки и времени на установку. Для более коротких производственных циклов предпочтительнее ручная гибка.
Для более коротких производственных циклов предпочтительнее ручная гибка.
Сиэтл | Гибка листового металла
Ищете надежный сервис по гибке листового металла в Сиэтле? В Eckstrom Industries мы гордимся тем, что предоставляем нашим клиентам услуги по безупречной гибке металла, которые помогают им воплотить в жизнь их идеи о продукции.
Чтобы узнать больше о наших надежных услугах по гибке листового металла в Сиэтле, прочтите эту страницу или свяжитесь с нашим офисом сегодня. Наши специалисты по гибке будут рады дать вам индивидуальную смету для вашего проекта.
Наши услуги по гибке листового металла в Сиэтле
В Eckstrom Industries есть квалифицированная команда и цех, оснащенный самым современным оборудованием для гибки листового металла. Наши высококвалифицированные станки для гибки металла и перечень оборудования позволяют нашей команде в Сиэтле выполнять широкий спектр проектов по гибке листового металла.
Вот некоторые из услуг по гибке листового металла, предлагаемых в нашем магазине в Сиэтле:
Услуги по гибке рулонов в Сиэтле
Валковая гибка может использоваться для формования изделий цилиндрической или конической формы. Листовой металл несколько раз медленно проходит через машину, чтобы добиться своей окончательной круглой формы.
Листовой металл несколько раз медленно проходит через машину, чтобы добиться своей окончательной круглой формы.
Если вы хотите узнать больше о том, как наш цех по гибке листового металла в Сиэтле может помочь вам в реализации вашего проекта, позвоните в Eckstrom Industries. Наши станки для гибки листового металла будут рады обсудить с вами ваш проект и подскажут, какой метод гибки металла лучше всего подходит для ваших нужд.
Сиэтл Услуги по ручной гибке
Проекты, требующие ручной гибки, являются одними из самых сложных и требующих много времени. Если станок для гибки металла не может выполнить нужный тип гибки, вам понадобится ручной станок для гибки металла, чтобы завершить работу.
В Eckstrom Industries в Сиэтле у нас есть опытная бригада металлогибов, которая может помочь с любыми ручными гибками, которые потребуются для вашего проекта. Позвоните в нашу мастерскую по гибке металла в Сиэтле сегодня, чтобы обсудить ваш проект с нашей командой.
Seattle V-Bending Services
V-образная гибка — это своего рода обобщающий термин в мире гибки металлов. Под эгидой V-образного изгиба подразумеваются воздушное изгибание, чеканка и дно. V-образная гибка использует штамповочное и штамповочное оборудование для формирования желаемого гиба листового металла.
Под эгидой V-образного изгиба подразумеваются воздушное изгибание, чеканка и дно. V-образная гибка использует штамповочное и штамповочное оборудование для формирования желаемого гиба листового металла.
Чтобы узнать больше о возможностях V-образной гибки в нашем цехе гибки листового металла в Сиэтле, позвоните в Eckstrom Industries сегодня.
Преимущества работы с цехом гибки листового металла Сиэтла
Наши специалисты по гибке листового металла привержены принципам качества и точности, а наши предприятия оснащены всем необходимым для выполнения гибки наивысшего качества.Это гарантирует, что мы быстро выполним ваши проекты, сократим расходы и всегда выполним поставку в срок.
Более того, Eckstrom Industries — это компания, занимающаяся производством металла от начала до конца. От резки до гибки, сварки и отделки металла — у нас есть инструменты и талант, необходимые для выполнения каждого этапа производственного процесса. Если вам требуются дополнительные услуги по изготовлению, сотрудничество с нами еще больше снижает ваши расходы, поскольку мы можем удовлетворить все ваши потребности в производстве металла под одной крышей.
Сиэтл Индастриз Мы обслуживаем
Мы гордимся тем, что можем обслуживать ряд предприятий Сиэтла с помощью наших услуг по гибке металла. Наши квалифицированные станки для гибки металла позаботятся как о коммерческих, так и о домашних проектах. Наш цех по гибке листового металла в Сиэтле сотрудничал с сельскохозяйственными, оборонными и медицинскими компаниями для производства качественного оборудования и продукции.
Обратитесь в надежный центр гибки листового металла Сиэтла
Нанимая профессиональную службу гибки листового металла, вы гарантируете, что ваш проект будет соответствовать вашим высоким стандартам и прослужит долгие годы.
В Eckstrom Industries в Сиэтле мы уделяем приоритетное внимание видению и потребностям наших клиентов. Мы с гордостью предлагаем качественные услуги по гибке металла компаниям из Сиэтла и хотим помочь вам воплотить ваши продукты в жизнь с помощью качественной гибки металла.
Свяжитесь с нашими специалистами по гибке сегодня, чтобы узнать больше о наших услугах по гибке металла в Сиэтле или запросить индивидуальную смету для вашего проекта.
Гибка листового металла и других полуфабрикатов
Базовые знания Гибка листового металла и других полуфабрикатов
Автор / Редактор: Стефан Итасс / Theresa Knell
Гибка — одна из важнейших задач в металлообрабатывающей промышленности. Чтобы добиться наилучшего результата, необходимо учитывать физические характеристики. Существуют разные типы машин, которые можно использовать для гибки. Подробнее об этом интересном процессе читайте в этой статье.
(Источник: Itasse)
Определение: что такое изгиб?
Для гибки материалов промышленные компании в основном изменяют форму металлических деталей, таких как листы или трубы.Добавление или удаление других материалов в процессе гибки не происходит. Загибаемые детали могут быть легкими, например листовым металлом, полыми, как трубы, и до определенной степени твердыми, как массивные тела. В дополнение к точечной гибке также можно сгибать линейный участок, например, при гибке листового металла.
В дополнение к точечной гибке также можно сгибать линейный участок, например, при гибке листового металла.
Во время гибки на заготовку должна действовать сила, так называемый изгибающий момент. Во многих случаях используются определенные машины, потому что они контролируют силу более точно и равномерно, чем люди.В особенности это касается больших или массивных деталей. Существуют различные процессы гибки, которые относятся к основной группе формования, как это определено в стандарте DIN 8580. Эксперты также называют этот процесс гибкой.
Разница между эластичным и пластическим изгибом
При изгибе промышленность стремится к остаточной деформации, которую на техническом жаргоне называют пластической, то есть остаточной деформацией. Однако не всякая приложенная сила приводит к такому результату. До определенной степени материалы деформируются только упруго.Деформация носит временный характер, и заготовка возвращается в исходное состояние, как только сила снимается.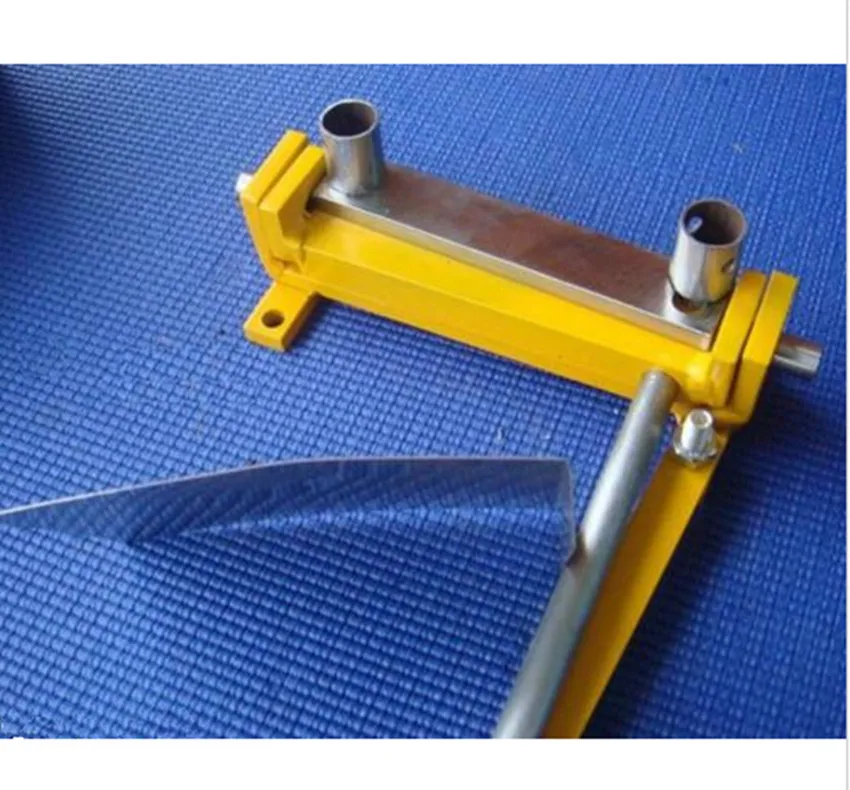 Степень, в которой деталь больше не изгибается упруго, а пластично, определяется не только типом материала, но и его прочностью.
Степень, в которой деталь больше не изгибается упруго, а пластично, определяется не только типом материала, но и его прочностью.
Максимальное усилие, которое может быть приложено без возникновения остаточной деформации, называется пределом текучести. Поэтому гибочные цеха должны превышать предел текучести, чтобы обеспечить остаточную деформацию. На молекулярном уровне металлические листы и другие металлические материалы состоят из кристаллических атомов металла, так называемой кристаллической структуры.Если эта структура изменяется после превышения предела текучести таким образом, что регулярно расположенные металлические частицы принимают совершенно новое положение, они больше не могут покинуть это положение без дальнейших церемоний. Тогда деформация остается.
С другой стороны, при упругой деформации отдельные молекулы кристаллической структуры сближаются или удаляются друг от друга. Отдельные атомы сохраняют приложенную силу в виде механической энергии, которую они снова высвобождают, как только высвобождается внешняя сила. Все частицы возвращаются в исходное положение, т.е. изгибаться не удалось.
Все частицы возвращаются в исходное положение, т.е. изгибаться не удалось.
Какие материалы можно гнуть?
Гибка часто относится к металлам, но не исключительно. Существует множество различных материалов, которые интересны для промышленности, например:
- Сплавы, то есть смеси металла с другими металлами или неметаллами.
Два наиболее важных сплава, используемых при гибке, — это сталь и нержавеющая сталь. Сталь состоит в основном из железа, которое также содержит углерод.Высокая степень чистоты особенно важна для нержавеющей стали, кроме того, добавляются другие материалы, такие как титан, хром или никель. При гибке и складывании в гибочных цехах часто обрабатываются материалы из стали или нержавеющей стали, например, в виде листового металла. Гибка листового металла — одно из самых распространенных действий при гибке.
Тип металла может иметь решающее значение
Если вы хотите согнуть листовой металл или заготовки, вы должны знать, с каким металлом вы имеете дело. Каждый металл и каждый сплав имеет свой собственный предел текучести и прочности на разрыв, которые влияют на успешный изгиб. Данные этого типа сведены в сложные таблицы, каждая из которых определяет свойства в Н / мм². Если вы хотите знать, какое усилие необходимо для изгиба металла определенной прочности, не проводя собственную серию испытаний, вам следует внимательно изучить эти таблицы. Эти данные очень полезны для обеспечения точного изгиба.
Допустимые нагрузки также можно визуализировать в виде так называемых кривых «напряжение-деформация».Ученые, например, собирают данные такого рода с помощью испытаний на растяжение стандартных деталей. Однако они всегда отражают только статистические значения. Сложные кривые показывают:
- , при которой достигается предел текучести при деформации,
- , когда возникают сужения (нежелательные полости),
- , когда металл ломается из-за чрезмерного усилия,
Полуфабрикаты как заготовки при гибке
В гибочных цехах часто сгибают листы различной толщины и размеров. Сюда также входят перфорированные пластины и другие варианты листового металла. Трубы также относятся к полуфабрикатам, которые можно оптимизировать путем гибки, поскольку трубы часто укладываются по нелинейным трассам. Проблема с трубами заключается в том, что поперечное сечение трубы меняется с круглого на овальное, как только она изгибается в одной точке. Этот эффект можно только уменьшить, но не полностью устранить определенными мерами. Помимо листов и труб, профили, прутки и проволока также можно гнуть или складывать.
Сюда также входят перфорированные пластины и другие варианты листового металла. Трубы также относятся к полуфабрикатам, которые можно оптимизировать путем гибки, поскольку трубы часто укладываются по нелинейным трассам. Проблема с трубами заключается в том, что поперечное сечение трубы меняется с круглого на овальное, как только она изгибается в одной точке. Этот эффект можно только уменьшить, но не полностью устранить определенными мерами. Помимо листов и труб, профили, прутки и проволока также можно гнуть или складывать.
Типы гибочных станков
Машины часто используются для гибки листового металла.В ходе индустриализации появилось большое количество вариаций, которые изначально управлялись вручную, но все больше и больше автоматизировались. В настоящее время гибочные цеха и слесари часто используют гибочные станки с ЧПУ для механической гибки. Эти машины обеспечивают высокую точность и быстрые результаты. Станок с ЧПУ оснащен современной компьютерной системой и в большинстве случаев автоматизирован.
Инструменты для ручной гибки
Некоторые листы, трубы и другие полуфабрикаты можно сгибать без использования станков.Поскольку при изгибе всегда требуется сила, мастера используют мобильные устройства для гибки в качестве вспомогательных средств для увеличения силы человека. Также используются трубогибы с ручным управлением, устройства для гибки или плоскогубцы. Особенно в области гибочных клещей появилось большое количество форм и областей применения, например, плоскогубцы для ручной гибки листового металла, трубогубцы или простые плоскогубцы. Инструменты для гибки, используемые в станках, также описаны в процедурах.
Распространенные формы при гибке листового металла
Гибка листового металла может иметь различные формы.Часто это простые углы. В диапазоне от 0 ° до 360 ° возможно все. Правый (90 °) и острый углы (от 0 ° до 90 °) особенно распространены при изгибе. Согнутые таким образом листы часто служат компонентами контейнеров или коробок, например корпусов компьютеров или блоков предохранителей. Для различных форм изгиба установлены специальные обозначения, например: угол 90 ° на краю листа называется стоячим швом. С помощью подходящей технологии и подходящих инструментов круглые или волнистые формы также можно сгибать в листовой металл.
Для различных форм изгиба установлены специальные обозначения, например: угол 90 ° на краю листа называется стоячим швом. С помощью подходящей технологии и подходящих инструментов круглые или волнистые формы также можно сгибать в листовой металл.
Гибка может включать не только сгибание, но и отбортовку. Отделение гибки сгибает край листа таким образом, что он приобретает гораздо более высокую жесткость, благодаря чему несколько листов могут быть соединены вместе. Фланцевание также является методом изготовления неразъемных соединений труб в автомобильной промышленности и в холодильной технике. Однако гнутые металлические трубы также являются ценным компонентом в других отраслях промышленности, например, в трубных системах. Их используют в авиации, строительстве и пищевой промышленности.
Гибка: краткий обзор наиболее важных процедур
В большинстве случаев гибка в обрабатывающей промышленности выполняется посредством гибки в штампе (складывание) или поворотной гибки. Гибка валков также играет важную роль в этом отношении. Во всех этих техниках используются машины.
Гибка валков также играет важную роль в этом отношении. Во всех этих техниках используются машины.
1. Гибка под давлением
Гибка под давлением или гибка под давлением — один из наиболее распространенных процессов гибки в промышленности.
(Источник: Itasse)
В случае гибки или гибки в штампе машина, используемая для этой цели, имеет три основных элемента, которые упрощают гибку и делают ее более точной:
- Стоп: лист должен быть вставлен в такой таким образом, чтобы он оставался в желаемом положении во время гибки, а матрица располагалась непосредственно под точкой изгиба.
- Die: Относится к основной форме. Его индивидуальный шаблон определяет форму листа после гибки. Матрицы также можно найти, например, в типографиях или в технологии литья, и даже природа использует их для воспроизведения ДНК в клетках. Вместо штампа также обычно используется термин гибочный штамп.
- Пуансон: Пуансон, который, в отличие от матрицы, подвижный, расположен над ним. Матрица и пуансон часто имеют V-образную форму, но U-образные шаблоны также распространены при гибке.
 Матрица и пуансон часто имеют V-образную форму, но U-образные шаблоны также распространены при гибке.
Матрица и пуансон часто имеют V-образную форму, но U-образные шаблоны также распространены при гибке.Как работает гибка с пуансоном и штампом
Когда лист находится в правильном положении, машина опускает пуансон. Лист деформируется под действием силы, приложенной с обеих сторон. Часто рабочим приходится вручную корректировать заготовку, чтобы получить желаемую форму. Во время гибки пуансон не должен опускаться настолько глубоко, чтобы полностью вдавить заготовку в матрицу. Если между пуансоном и штампом все еще остается зазор, так что угол листа остается более тупым, чем допускает форма штампа, эксперты говорят о свободном изгибе.
Углы при гибке листового металла можно изменять вручную, что требует большого опыта. Если, с другой стороны, пуансон полностью вдавливает заготовку в матрицу, так что она достигает так называемой подгонки формы, это называется тиснением. Чтобы каждая заготовка могла быть согнута в желаемую форму во время тиснения, должна быть точная форма пуансона и штампа для каждой гибки листового металла. Обычно в гибочном цехе доступны пуансоны разной геометрии.
Обычно в гибочном цехе доступны пуансоны разной геометрии.
2. Поворотная гибка
Для больших деталей из листового металла часто выбирается поворотная гибка.
(Источник: Рейнхардт РАН)
Так называемый поворотный гибочный станок используется для поворотной гибки. В отличие от гибки в штампе, заготовка не вдавливается в штамп пуансоном. Его наиболее важными элементами для эффективного изгиба являются:
неподвижная балка (нижняя балка),
опускаемая балка (верхняя балка),
зажимная балка (гибочная балка) и
a стопор или стопорная система.
Как работает гибка на поворотно-гибочной машине
Рабочие сначала вставляют лист в предназначенную для этого зону станка, пока он не коснется стопора. Затем машина опускает опускаемую балку. Затем оператор проверяет, находится ли листовой металл в желаемом положении для гибки. На этом этапе уже может потребоваться исправление.
Как и стопор, верхняя балка служит для стабилизации заготовки. В полностью опущенном состоянии лист прочно зажат между неподвижной и опускаемой балкой. В конечном итоге гибочная балка создает желаемый угол в листе металла, совершая поворотное движение во время гибки. На последнем этапе гибочная балка и верхняя балка возвращаются в исходное положение, чтобы согнутый лист можно было удалить из машины. Описанный процесс состоит из комбинации ручных и механических рабочих шагов. Кроме того, возможны полностью ручные и полностью автоматизированные процедуры.
В полностью опущенном состоянии лист прочно зажат между неподвижной и опускаемой балкой. В конечном итоге гибочная балка создает желаемый угол в листе металла, совершая поворотное движение во время гибки. На последнем этапе гибочная балка и верхняя балка возвращаются в исходное положение, чтобы согнутый лист можно было удалить из машины. Описанный процесс состоит из комбинации ручных и механических рабочих шагов. Кроме того, возможны полностью ручные и полностью автоматизированные процедуры.
Из-за многочисленных преимуществ гибочные цеха часто предпочитают гибку с помощью вертлюга вместо гибки в штампе. Например, в отличие от гибки в штампе, поворотная гибка не вызывает царапин на поверхности металла. Эти царапины возникают, когда листовой металл трется о края матрицы. Износ станка, общие затраты и возможные варианты гибки также более предпочтительны в прямом сравнении.
3. Валковая гибка
Валковая гибка: они используются, например, для производства круглой тары.
(Источник: Itasse)
Станки для гибки валков оборудованы вращающимися роликами. Ролики могут быть гладкими или профилированными и даже могут переносить узоры на листовой металл во время гибки, включая, например, гофры гофрированного листового металла. Гибка валков — это совершенно другая техника, чем фрезерование. Следующие две области очень хорошо это иллюстрируют.
(a) Цель формовки
- Валковая гибка используется для гибки заготовок, например, для формирования круглых, прямых или профильных кромок.
- Фрезерование служит для уменьшения поперечного сечения заготовок, например, для производства тонких листов из массивных стальных листов.
б) Материалы
- Валковая гибка: тонкие листы и цельные металлы малой толщины различных форматов.
- Фрезерование: только цельные металлы разных размеров.
Подробное описание четырех методов: Гибка с помощью роликов
- Операторы зажимают заготовку между четырьмя роликами. Движение роликов обеспечивает равномерное округление. Этот процесс можно использовать, например, для производства круглых контейнеров.
 Движение роликов обеспечивает равномерное округление. Этот процесс можно использовать, например, для производства круглых контейнеров.
Движение роликов обеспечивает равномерное округление. Этот процесс можно использовать, например, для производства круглых контейнеров.- Правка валков дает другие результаты. Большое количество правильных роликов, которые всегда расположены со смещением друг от друга, обеспечивают ровные листы без натяжения или неровностей. Ролики грубо гофрируют лист во время гибки, а затем снова выравнивают его до тех пор, пока заготовка не выйдет из машины равномерно и в расслабленном состоянии. Этот процесс позволяет изготавливать детали высокого качества.
- Гофрированные листы могут изготавливаться посредством валковой гибки. За счет гофрирования при гибке листового металла получаются листы, которые могут выдерживать большую нагрузку и более жесткие, чем другие листы. Ролики имеют профиль, имеющий форму звезды с несколькими точками или зубчатого колеса. Во время гибки лист проходит через ролики, где профиль вдавливает гофры в металл аналогично гибке в штампе.
- Другой важный процесс в области гибки валков — это профилирование, при котором на крупных предприятиях можно быстро и недорого изготавливать даже сложные поперечные сечения листового металла.

Эта статья была впервые опубликована на сайте MM Maschinenmarkt.
Чтобы узнать больше, посетите нашу страницу в Facebook или Twitter.
(ID: 45802835)
Тормоз с коробкой и поддоном для листового металла | Ручной листогиб
Ручной станок для гибки листового металла BB-4812, созданный для многолетней службы, является одним из самых мощных ручных трубогибов на рынке. Этот небольшой металлический тормоз со стальной пластиной толщиной весит чуть менее 2000 фунтов.
- Отводы Низкоуглеродистая сталь калибра 12 (или меньше) .
- 4 фута (48 дюймов) в длину.
- Максимальный угол изгиба 135 ° .
- Компактный размер отлично подходит для небольших планов этажей.
- Включает 11 закаленных и полированных 3-х частей пальцев различной длины (3 на 3 дюйма, 2 на 4 дюйма, 5 на 5 дюймов, 1 на 6 дюймов). Вы можете сделать коробки разных размеров.
- До Коробка глубиной 6 дюймов , которая стала возможной благодаря трехкомпонентной конструкции, является одной из самых больших на рынке.
- 2 маховика регулируют зазор для различной толщины материала.
- Стандартно поставляется с системой стопорных стержней , чтобы помочь вам выполнять повторяемые изгибы и упростить производственный цикл.
- Тяжелые противовесы помогают сгибать толстый листовой металл — облегчение для операторов, которые часто используют коробчатый тормоз в течение длительного времени.
- Массивная торсионная система , соединенная со стальной балкой и створкой, предотвращает скручивание балки на максимальной мощности.
- Электросварной стальной каркас , поддерживаемый прочными стальными регулируемыми фермами, предотвращает изгиб и сохраняет точность.
- Baileigh покрывает этот пальчиковый тормоз из листового металла годовой гарантией на детали .
- Пожизненная техническая поддержка по телефону означает, что вы можете позвонить в любое время, чтобы получить рекомендации по устранению неполадок и рекомендации по проекту от опытного представителя Baileigh.
- Обычно мы храним этот ручной листогиб и все запасные части на складе для быстрой доставки .
 Вы можете сделать коробки разных размеров.
Вы можете сделать коробки разных размеров.
Рекомендуется для : Любой тип металлообрабатывающего цеха, которому нужен небольшой металлический тормоз.
Вопросы по пальцевому тормозу? Не уверены, какой металлический тормоз вам подходит? Позвоните нам по телефону 1-920-684-4990 и поговорите со специалистом Бейли.
Фальцевальные машины для листового металла — EBR Metal
Получите от нас расценки на ваше оборудование для обработки металла. Расскажите нам все подробности.
Ваше имя
Ваша фамилия
Ваш E-mail
Ваша компания
Ваша страна — Выберите страну — AfghanistanAlbaniaAlgeriaAndorraAngolaAntigua и BarbudaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBhutanBoliviaBosnia и HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCentral Африканская Республика (ЦАР) ChadChileChinaColombiaComorosCosta RicaCote d’IvoireCroatiaCubaCyprusCzech RepublicDemocratic Республика CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedonia (БЮРМ) MadagascarMalawiMalaysiaMaldivesMali MaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueMyanmar (Бирма) NamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth KoreaNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParaguayPeruPhilippinesPolandPortugalQatarRepublic из CongoRomaniaRussiaRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTuvaluUgandaUkraineUnited Арабские Эмираты (ОАЭ) Соединенное Королевство (Великобритания) Соединенные Штаты Америки (США) Уругвай Узбекистан Вануату Ватикан (Святой Престол) Венесуэла Вьетнам Йемен Замбия Зимбабве
Тема
Название продукта
Кол-во продуктов
Сообщение
Отправьте мне копию
Подпишитесь на нашу рассылку новостей
Получить цену
.