применение, характеристики, монтаж и установка
Применение шлифовальных кругов — процесс, требующий учета массы тонкостей.
Применение шлифовальных кругов — процесс, требующий учета массы тонкостей. Выбор также может представлять затруднения, так как количество видов изделия весьма значительно, а производство шлифовальных кругов отличается обширной географией.
Шлифовальные круги — назначение
Ответ на вопрос «Для чего нужен шлифовальный круг?» предполагает большое количество вариантов. Основными операциями, для которых предусматривается использование шлифовальных кругов, являются:
- шлифование;
- зачистка поверхности;
- отрезание;
- обдирание.
В ходе эксплуатация шлифовальных кругов могут выполняться и другие задачи, связанные с очисткой и шлифованием поверхности. В большинстве случаев использование этого инструмента необходимо не только с эстетической точки зрения, но и предписывается технологическим процессом для придания поверхности необходимых свойств.
Как пользоваться шлифовальным кругом для болгарки?
Шлифкруги могут применяться на двух инструментах:
- станок;
- болгарка.
Крепление шлифовального круга на последней осуществляется на шпинделе. Основным преимуществом при этом является легкая смена дисков, которые можно выбирать и устанавливать под разные задачи.
Как установить шлифовальный круг на болгарку?
Перед кругом размещается прокладка, такая же используется с другой стороны. Это позволяет увеличить срок службы инструмента. Особенно внимательно стоит отнестись к тому, как крепить шлифовальный круг, поскольку от правильности крепления зависит срок его службы.
При установке шлифовального круга на болгарку важно, чтобы крепления были затянуты достаточно сильно, иначе круг быстро соскочит в процессе использования. Другая крайность также недопустима — круг должен свободно вращаться. Если крепления перетянуты и из-за этого наблюдается тугой ход, шлифкруг очень быстро треснет и придет в негодность.
Установка шлифовального круга на станок — особенности
В зависимости от конкретной модели станка установка шлифовального круга может выполняться несколькими способами. Чаще всего применяются следующие из них:
- на шпиндель;
- на винт;
- наклеивание.
Крепление наждачки на шлифовальный круг
Для того, чтобы обеспечить чистовое шлифование поверхности на круги нередко закрепляют наждачную бумагу. Надежность в этом случае обеспечивает так называемое двойное крепление — клей наносится на поверхность круга, а наждачная бумага выбирается специальная — с клеевым слоем с обратной стороны.
Диаметр шлифовального круга — как выбрать нужный?
При выборе размера шлифовального круга необходимо учитывать два параметра, в частности:
- Внешний диаметр круга, измеряемый от одного его края до другого. По данному размеру круг выбирают исходя из поставленных задач, то есть размера обрабатываемого изделия.
 Целесообразно всегда выбирать максимальный из возможных вариантов, поскольку окружная скорость шлифовального круга в этом случае будет выше, а значит и производительность также возрастет.
Целесообразно всегда выбирать максимальный из возможных вариантов, поскольку окружная скорость шлифовального круга в этом случае будет выше, а значит и производительность также возрастет. - Внутренний диаметр шлифовальных кругов, то есть размер посадочного отверстия, на котором круг крепится на шпиндель. Посадочный диаметр шлифовальных кругов должен обязательно совпадать с заявленным производителем конкретной болгарки или станка. Если он меньше, потребуется расточка, если больше, шпиндель обматывают специальной лентой до совпадения параметров. Однако, любое из этих действий отрицательно влияет на качество крепления.
При выборе шлифовального круга для шлифовальных станков диаметры играют особую роль при внутреннем шлифовании. В этом случае размер круга обычно составляет от 0,7 до 0,9 от размера отверстия. Превышать эти параметры не стоит, поскольку процедура шлифования будет неудобной, а при меньшем диаметре круга скорость её выполнения сильно упадет.
На сколько хватает шлифовального круга?
При интенсивном использовании, которое по сути сопровождает выполнение любой операции, износ шлифовального круга неизбежен. В ходе эксплуатации зерна по внешнему диаметру круга стачиваются, поэтому он частично утрачивает свои абразивные и режущие свойства. В связи с этим говорят о такой характеристике, как расход шлифовальных кругов.
Норма расхода шлифовальных кругов для выполнения конкретной задачи, как правило, определяется опытным путем, так как зависит от нескольких параметров:
- Материала. Чем тверже материал, тем быстрее диск изнашивается. В частности, расход шлифовальных кругов на 1м2 по дереву будет несколько ниже, чем при работе с камнем или металлом;
- Наличия или отсутствия функции самозатачивания. Изнашиваясь до определенного предела, зерна с кромки выпадают, поэтому круг становится острее. У некачественных изделий зерна часто выпадают бесконтрольно и до полного износа. В этом случае говорят, что круг «сыпется».
 В этом случае говорят, что круг «сыпется».
В этом случае говорят, что круг «сыпется».Скорость шлифовального круга — критерии выбора
Одна из ведущих характеристик, на основе которой осуществляется выбор конкретной модели круга, — скорость вращения шлифовального круга. Значение скорости в обязательном порядке указываются при маркировке изделия. При этом важно учитывать, что согласно существующим стандартам выделяют 2 вида шлифования:
- скорость до 50 м/сек — стандартный вариант;
- скорость свыше 50 м/сек — скоростной вариант.
Скорость шлифования обычно определяется исходя из двух параметров:
- возможностей инструмента, предельная скорость вращения для которого всегда указывается в технической документации;
- характера выполняемой операции.
Для круга же скорость определяют, прежде всего, исходя из материала его изготовления, а также прочности. Превышение указанных на маркировке значений не допускается, так как в этом случае сильно возрастает опасность того, что круг треснет и расколется от чрезмерных нагрузок в процессе применения.
При обозначении скорости традиционно указывается не частота вращений, но так называемая окружная скорость. Фактором, определяющим её значение, помимо вращения, является также диаметр круга. По мере стачивания круга его диаметр уменьшается, а значит эффективность работы может падать. В этом случае допускается увеличение частоты вращения пропорционально стачиванию. Однако итоговое значение всё равно не должно превышать указанную на этикетке предельную окружную скорость.
Надежные производители шлифовальных кругов
Среди ведущих изготовителей кругов выделяются как зарубежные, так и отечественные производители. Пальму первенства по качеству и разнообразию традиционно удерживают итальянские компании, в частности Bavelloni, Botero и ADI. Помимо вышеперечисленных достоинств, круги их производства отличаются функциональностью, так как в ассортименте можно найти изделие фактически для любой задачи.
Существенным недостатком «итальянцев» при всех вышеперечисленных плюсах является довольно высокая цена.
Среди производителей шлифовальных кругов в России, заслуживающих особого внимания, стоит назвать Лужский и Ивановский заводы (ЛАЗ и ИСМА). Их изделия пользуются устойчивым спросом на рынке.
Испытание шлифовальных и отрезных кругов — особенности процедуры
Так как в процессе использования круги подвергаются весьма интенсивным нагрузкам, а также представляют существенную опасность в случае разрыва, испытание шлифовальных кругов является обязательным заключительным этапом их изготовления. Данную процедуру выполняют в два этапа:
- Испытание шлифовальных кругов на механическую прочность, которое предполагает простукивание их по торцу специальным деревянным молотком. В случае наличия каких-либо микроповреждений, о чем говорит дребезжащий звук, изделие выбраковывается и в продажу не поступает;
- Испытание на специальном испытательном станке с полностью закрытым (из соображений безопасности) корпусом. Здесь круг проверяется на скорости, несколько превышающей предельно допустимые значения. Время испытания определяется исходя из материала изготовления круга и строго регламентируется существующими стандартами.
 Здесь круг проверяется на скорости, несколько превышающей предельно допустимые значения. Время испытания определяется исходя из материала изготовления круга и строго регламентируется существующими стандартами.
Здесь круг проверяется на скорости, несколько превышающей предельно допустимые значения. Время испытания определяется исходя из материала изготовления круга и строго регламентируется существующими стандартами.По завершении испытаний на круг наносится маркировка, содержащая дату проведения и условный знак лица, производящего оценку.
Очистка шлифовального круга
На срок эксплуатации круга оказывают влияние два процесса:
- износ, предполагающий повреждение режущей кромки вследствие стачивания об обрабатываемый материал;
- засаливание, когда снимаемые в результате шлифовки частицы материала забивают поры круга, приводя к ухудшению его абразивных свойств.
Вопрос «Как очистить шлифовальный круг?» в этом смысле особенно актуален, поскольку грамотная очистка круга позволяет существенно продлить время его службы. Основной способ очистки засаленного круга — использование диска с алмазными вкраплениями. Для этого его прикладывают с торца или с боков. В последнем случае движения необходимо выполнять от центра. Данный способ требует осторожности — поверхность шлифовального круга таким образом легко повредить.
Для этого его прикладывают с торца или с боков. В последнем случае движения необходимо выполнять от центра. Данный способ требует осторожности — поверхность шлифовального круга таким образом легко повредить.
Другой вариант, который обеспечивает более щадящую очистку — использование специального бруска. Диск при этом вращается с небольшой скоростью, а движения осуществляются от центра к краю. Таким же способом стоит почистить и край диска — достаточно поднести к нему брусок на несколько секунд.
Как очистить шлифовальный круг от смолы?
При шлифовке деревянных изделий распространенной проблемой является выделение смолы, которая также забивает поры круга. Таким образом абразивный слой шлифкруга очень быстро приходит в негодность: на нем появляется тёмный налет и дальнейшее использование становится невозможным.
Как очистить лепестковый шлифовальный круг от смолы? Для этих целей используют алмазный карандаш. Для эффективной очистки достаточно всего нескольких движений в рабочем режиме.
Маркировка зернистости шлифовальных кругов | Расшифровка (таблица) | Обозначение абразивных кругов
Строительные работы представляют собой высокосложный комплекс мероприятий. Для его осуществления задействуется широкое количество материалов и инструментов. Именно поэтому бытовые и профессиональные строительные работы имеют практически одинаковую сложность.
Также стоит отметить, что каждый тип строительных мероприятий предполагает использование определенных инструментов. Например, угло-шлифовальные машины (УШМ) широко задействуют при обработке различных объектов и для проведения практически любых строительных работ.
Также болгарки широко задействуют для следующих видов работ:
- шлифовки по стандартной технологии при помощи наждачки – для этого нужно УШМ оснастить дополнительными компонентами такими, как стальные прутки и лепестки. За счет их болгарка станет «очистителем»;
- для более тщательной и глубокой шлифовки – такие операции проводятся при помощи концентратора и липучки. Последняя служит фиксатором абразивного материала.
 Последняя служит фиксатором абразивного материала.
Последняя служит фиксатором абразивного материала.Стоит отметить, что болгарка – один из инструментов, который может выполнять широкую специфику задач. Поэтому ее применяют в любых строительных работах. Для работы с объектами, изготовленными из бетона, нужно установить специальные диски. Они позволят осуществлять максимально быстро штробление материала.
Важно: Болгарка – опасный инструмент. Если не соблюдать меры безопасности, то вы максимально быстро получите травмы. Поэтому перед началом работ необходимо позаботиться о средствах защиты. Достаточно использовать стандартный защитный шлем, очки или перчатки. На первый взгляд простые средства помогут вам защититься от чрезвычайных происшествий и травм.
Что представляет собой шлифовальный диск? Шлифовальный диск (ШД) – крайне важный компонент, который выполняет одну из основных функций инструмента. Он напрямую контактирует с обрабатываемой поверхностью. Поэтому ШД должен быть максимально качественным. Иначе, должная результативность не будет обеспечена.
Поэтому ШД должен быть максимально качественным. Иначе, должная результативность не будет обеспечена.
В качестве наиболее эффективных материалов чаще всего используют следующих представителей:
- алмаз;
- корунд;
- кварц;
- электрокорунд;
- синтетические алмазы;
- карбиды кремния.
Широкое разнообразие используемых абразивных элементов дает возможность использовать шлифовальный диск для работы с любыми даже высокопрочными материалами.
Например, расходник широко используют для обработки таких материалов, как:
- улеродистая сталь;
- стекло;
- пластик;
- бронза;
- кованное железо;
- цветные металлы.
Стоит отметить, что вышеупомянутый список – не финальный перечень. Как и говорилось выше, шлифовальные круги часто используют при обработке прочных материалов. Например, расходник отлично справляется кирпичом, камнем, керамической плиткой и гипсокартоном.
Например, расходник отлично справляется кирпичом, камнем, керамической плиткой и гипсокартоном.
Но специально под определенный тип работ подбирается свой шлифовальный диск. Именно поэтому шлифовальные круги имеют специальную маркировку, обозначающую технические характеристики материала.
В этой статье мы предоставим общую маркировку шлифовальных кругов и маркирование зернистости для дерева и других материалов.
Общая маркировка шлифовальных кругов
Не только профессиональный строитель, но и обыватель знаком с общей классификацией шлифовальных кругов. Они представлены следующими группами:
- диски – «липучки» – ничего сверхъестественного в них нет. Просто шлифовальные круги обрабатываются специальной тканью, которая размещается на шлифбумаге;
- изделия лепесткового типа. Такие круги имеют полностью абразивную поверхность, которая отличается повышенной прочностью. Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
- круги фибротипа – принципиальных отличий по форме нет.
 Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;
Чаще всего такие изделия применяют для обработки трубопроводов и объектов, изготовленных из древесного массива;Последний тип шлифовальных кругов примечателен своим составом. Основным компонентом выступает вулканизированная многослойная бумага.
Инструменты устанавливаются на станок за счет использования опорной тарелки. Инструменты широко используются для обработки металлических, деревянных и стальных объектов.
Интересно: Наиболее распространенным и популярным является алмазный круг. Также он отличается многофункциональностью. Чаще всего инструмент задействуют для финальной подготовки. Однако изделие нашло применение и вне строительных работ. Алмазный круг широко используют для заточки ножей, ножниц и любых острых предметов.
Именно поэтому алмазные круги пользуются широкой популярностью абсолютно во всех сферах не только профессиональных, но и бытовых работ.
Маркировка шлифовальных кругов
Такие расходные компоненты, как шлифовальные круги – широкий класс строительных изделий. Поэтому процесс производства, а также использования регламентируется специальными нормативными актами, включая ГОСТ.
Сразу отметим, что каждый шлифовочный круг (ШК) имеют своей базис, определяющиеся маркировкой. В последнюю входят следующие технические характеристики:
- шлифовальный материал, который использовался при изготовлении;
- объем диска;
- размер зерен;
- тип абразивного материала;
- степень твердости;
- вещество, выступающие в роли связующего;
- класс неустойчивости;
- структура;
- сегментация;
- оптимальная скорость вращения, при которой диск чувствует себя хорошо.
Весь вышеупомянутый базис строго регламентируется государственными стандартами – об этом говорили выше. Поэтому каждое изделие проходит техническую проверку на предмет соответствия государственным регламентам. В качестве подтверждения предоставляются специальные сертификаты. В последних указывается маркировка зернистости шлифовальных кругов и другие характеристики.
Поэтому каждое изделие проходит техническую проверку на предмет соответствия государственным регламентам. В качестве подтверждения предоставляются специальные сертификаты. В последних указывается маркировка зернистости шлифовальных кругов и другие характеристики.
Начнем с маркировки форм круга
Форма шлифовального диска играет гораздо важную роль, чем принято считать. Именно эта характеристика в большинстве случаев формирует тип работы, который возможно осуществлять этим элементом.
Например, круги прямой формы – лучшее решение для выправления лезвия ножей. Конические круги – эффективные устройства для работы с пильными цепями и дисками.
Старая маркировка обозначается буквами и числами, а новая – только числами. Ниже будет приведена таблица.
|
Тип круга |
ГОСТ 2424-83 (старый) |
ГОСТ Р 2424 (новый) |
|
Прямой профиль |
ПП |
1 |
|
Круг с кольцевым профилем |
К |
2 |
|
ШД, имеющий форму конуса |
3П |
3 |
|
Шлифовочный круг, имеющий двухсторонний конический профиль |
2П |
4 |
|
ШД с выточенным профилем |
ПВ |
5 |
|
ШД, имеющий чашеобразный цилиндрический профиль |
ЧЦ |
6 |
|
Шлифовочный круг с двухсторонним выточенным профилем |
ПВД |
7 |
|
ШК со ступицей и двухсторонним выточенным профилем |
ПВДС |
10 |
|
ШК с чашечным коническим профилем |
ЧК |
11 |
|
Тарельчатый |
Т |
12 |
|
С конической выточкой |
ПВК |
23 |
|
ШК, имеющий двухстороннюю коническую выточку в профиле |
ПВДК |
26 |
|
Шлифовальный диск с запрессованными крепежными элементами |
ПН |
36 |
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
|
Тип АМ |
Технические характеристики |
Где используется |
|
Алмаз |
Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов |
Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
|
Эльбор |
Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму |
Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
|
Электрокорунд |
Синтетический материал. |
Таким АМ обрабатывают железо, чугун, большинство видов стали |
|
Карбид кремния |
Отличается повышенной твердостью и продолговатостью зерен |
Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
 Отличается хорошей адгезией с шлифовочным диском и связующим элементом
Отличается хорошей адгезией с шлифовочным диском и связующим элементом
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
|
Тип АМ |
Как обозначается в государственных стандартах |
|
Алмаз |
AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
|
Эльбор |
CNB, КНБ |
|
Карбид кремния зеленый |
62C, 63C, 64C |
|
Карбид кремния черный |
52C, 53C, 54C, 55C |
|
Электрокорунд нормальный |
12A, 13A, 14A, 15A, 16A,W |
|
Электрокорунд белый |
22A, 23A, 24A, 25A, WA |
|
Электрокорунд хромистый |
32A, 33A, 34A |
|
Электрокорунд титанистый |
37А |
Зернистость шлифовальных кругов
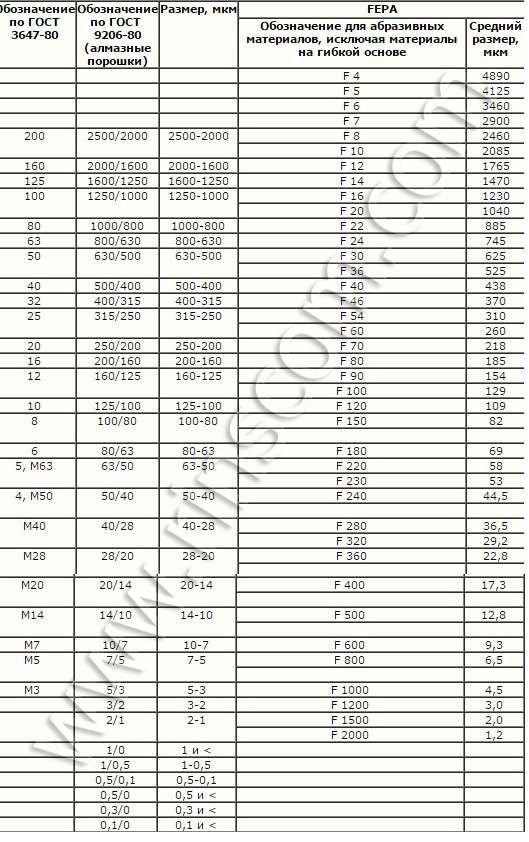
Этот показатель определяет размер зерен абразивного материала. Однородность зерен напрямую влияет на качество обработки поверхности. Стоит отметить, что зернистость шлифовальных кругов обозначается по-разному. Старый, но все еще актуальный ГОСТ 3647-80 для маркирования использует числовую систему обозначения. Например, 1 – 10 мкм, 40 – 400 мкм.
Однородность зерен напрямую влияет на качество обработки поверхности. Стоит отметить, что зернистость шлифовальных кругов обозначается по-разному. Старый, но все еще актуальный ГОСТ 3647-80 для маркирования использует числовую систему обозначения. Например, 1 – 10 мкм, 40 – 400 мкм.
Новая система стандартизации ГОСТ Р 52381-2005 повторяет систему маркирования FEPA. Она предполагает обозначение буквой F и числа. Последние несколько отличается от старого ГОСТ. Здесь наоборот увеличение числа показывает меньшую зернистость. Например, F70 – до 250 мкм, а F40 – до 500 мкм.
Для наиболее правильного выбора необходимо учитывать специфику обрабатываемого материала, а также:
- показатель нужной шероховатости;
- толщину снимаемого слоя.
Как правило, первоначально проводят черновое шлифование ШК, имеющим более крупную зернистость, а затем – финальная шлифовка кругом с низким зерном.
Тип связующего элемента
Стоит отметить, что связка бывает нескольких видов:
- керамической;
- бакелитовой;
- вулканитовой.

|
Тип связующего элемента |
Технические характеристики |
Где применяется |
|
Вулканитовой |
Полностью устойчива к щелочным растворам. Отличается повышенной полирующей способностью. Периодически нуждается в правках |
Используется для абразивной отрезки и прорезки. Подходит для профильного и бесцентрового шлифования и полировки |
|
Бакелитовая |
Более эластичная, имеет низкое теплообразование, быстро изнашивается |
Подходит для обдирки на подвесных станках. Также используется в ручных машинках. |
|
Керамическая |
Крайне устойчива к воздействию химических веществ на щелочной основе, есть один минус – возможно прижигание материала
|
Подходит для любого шлифования, хонингования, финишной обработки деталей, изготовленных из всех видов стали |
 Нередко является основным элементом при абразивной отрезке, хонинговании, полировке и тонком шлифовании
Нередко является основным элементом при абразивной отрезке, хонинговании, полировке и тонком шлифовании
Связки также имеют свои обозначения. Первая имеют маркировку В (советский стандарт), P – новый. Вторая – Б (старый ГОСТ), B – новый стандарт. И последняя связка – К (советский ГОСТ), V – новая стандартизация.
Для обеспечения наиболее эффективной работы необходимо всегда правильно и точечно подходить к выбору. Универсальных средств не существует так, как шлифование – трудоемкий процесс, требующий максимально ответственного подхода.
Как говорилось выше, при выборе стоит учитывать тип материала, с которым нужно работать, показатель шероховатости поверхности и максимально допустимые отклонения.
Также не стоит экономить на шлифовальных дисках – чревато чрезвычайными происшествиями. Некачественный шлифовальный круг может не выдержать интенсивной работы и развалиться. Осколки от расходника могут попасть в глаза и нанести вред здоровью. Поэтому необходимо приобретать только сертифицированные расходники для угло-шлифовальных машин.
Зернистость лепестковых шлифовальных кругов таблица | Для чего нужен лепестковый диск
Лепестковые диски для болгарки активно используются для обработки дерева и других типов материалов. Обрабатывающая часть расходника напоминает лепестки, которые отвечают за процесс шлифования. Лепестковые диски подходят для работы с древесиной, пластиком и металлом. Такие диски отлично обрабатывают не только ровные поверхности, но и элементы разных конфигураций.
Именно наждачка в виде лепестков является основной частью диска. Она предназначена для зачистки поверхностей, подготовки материалов под покраску и дальнейшую обработку. Лепестковые диски используются для различных электрических инструментов и станков. Мастера, работающие с лепестковыми дисками, отмечают следующие их особенности:
- динамичность в работе, стабильная скорость вращения;
- бесшумный режим работы;
- возможность работы с материалами разной конфигурации и сложности;
- диски работают без существенной вибрации, что упрощает процесс шлифовки;
- простая зачистка наждачной части;
- возможность восстановления и использования диска с максимальной эффективностью.
Лепестковые диски пользуются спросом в разных сферах промышленности, включая машиностроение, обработка металлов, строительная отрасль. Разновидности дисков классифицируют по параметру их назначения. Например, лепестковый диск подходит для электрической дрели, шлифовальной машины, станков.
Например, лепестковый диск подходит для электрической дрели, шлифовальной машины, станков.
Тип материала, с которым вы намерены работать, определяет зернистость лепесткового диска. Следовательно, различают круги складчатые, радиальные, торцевые, с оправой, с простой ступицей и другие. Все виды объединяет принцип работы круга. Его суть заключается в зачистки поверхности путем шлифования абразивной части.
Как эффективно использовать лепестковые диски?
Чаще всего расходные материалы для болгарки стираются с краев и у основания, после чего начинают работать неэффективно. Визуально можно оценить износ торцевого лепесткового диска. В этом случае по краям будет белая обводка, а сама наждачка становится мягкой.
Чтобы по максимуму использовать ресурс диска для болгарки, нужно установить диск на инструмент, закрепить его гайкой. После этого включаем наждак и болгарку одновременно. Таким образом мы счесываем край лепесткового торцевого круга. Получается, что мы счесываем основы и оголяем большее количество самих лепестков. Теперь за них можно даже схватиться. Это простой вариант увеличения ресурса диска. Даже если он относительно небольшой, с таким лепестковым диском вы сможете работать определенное время, выполняя шлифовку.
Получается, что мы счесываем основы и оголяем большее количество самих лепестков. Теперь за них можно даже схватиться. Это простой вариант увеличения ресурса диска. Даже если он относительно небольшой, с таким лепестковым диском вы сможете работать определенное время, выполняя шлифовку.
Особенности лепестковых кругов и их плюсы в работе
Лепестковый круг имеет абразивные покрытия на диске, которые выполняют основную функцию. Диски заслонок продолжают открывать новые острые абразивные зерна по мере износа одних. Диски заслонок представляют собой абразивный материал с гибридным покрытием. Оно способствует удалению заготовки с вдавленного центра колеса. В результате получается, что инструмент с лепестковыми кругами может выполнять функции шлифования и зачистки одновременно.
В лепестковых дисках абразивный материал прикреплен к полужесткой стекловолоконной подложке в виде вентилятора. Поскольку клапаны постепенно изнашиваются во время использования, в этих дисках продумано открытие «новых» зерен из нижних слоев. За счет этого удается обеспечить беспрерывный процесс работы диска, независимо от используемого инструмента.
За счет этого удается обеспечить беспрерывный процесс работы диска, независимо от используемого инструмента.
Плюсы применения лепестковых кругов следующие:
- легкие по весу и имеют простую конструкцию, за счет чего мастеру легко работать с инструментом;
- удобство применения за счет небольшой силы поверхностного давления;
- холодная резка предупреждает горение;
- за счет перекрывающей структуры клапана такие круги прослужат до 15-ти раз дольше в отличие от оптоволоконных дисков;
- стабильная работа круга, поскольку новые зерна постоянно открывают по мере работы диска;
- шлифовка и очистка происходят в один шаг, что существенно сокращает время на чистовую обработку поверхности;
- угол шлифования конической формы обеспечивает оптимальный контакт между заготовкой и поверхностью круга;
- прочная конструкция обеспечивает агрессивное шлифование кромок.
Как выбрать диск торцевой лепестковый для поверхности?
При выборе шлифовального диска для болгарки нужно обратить внимание на несколько важных моментов:
- Под конкретное устройство выбирается диаметр диска. При несоответствии диаметра существуют риски деформации и поломки круга, поскольку будет нарушен скоростной режим расходного материала. Например, болгарка может не подходить под диск большого диаметра. Следовательно, этого ресурса будет недостаточно, а работа не будет выполнена качественно. Второй вариант развития событий – если вы убираете защитный кожух, который мешает для установки более крупного диска. Это небезопасно, поэтому не советуем рисковать своим здоровьем.
- Выбирайте круги для болгарки по типу материала, с которым вы будете работать. При несоответствии материала и назначения может случиться зажим диска и произойти сбой в работе.
- Обязательно проверяет допустимую скорость диска. Информацию производитель чаще всего указывает на цветной стороне круга. Режим работы инструмента устанавливается в соответствии с техническими параметрами.
 При несоответствии диаметра существуют риски деформации и поломки круга, поскольку будет нарушен скоростной режим расходного материала. Например, болгарка может не подходить под диск большого диаметра. Следовательно, этого ресурса будет недостаточно, а работа не будет выполнена качественно. Второй вариант развития событий – если вы убираете защитный кожух, который мешает для установки более крупного диска. Это небезопасно, поэтому не советуем рисковать своим здоровьем.
При несоответствии диаметра существуют риски деформации и поломки круга, поскольку будет нарушен скоростной режим расходного материала. Например, болгарка может не подходить под диск большого диаметра. Следовательно, этого ресурса будет недостаточно, а работа не будет выполнена качественно. Второй вариант развития событий – если вы убираете защитный кожух, который мешает для установки более крупного диска. Это небезопасно, поэтому не советуем рисковать своим здоровьем.
К типичным ошибкам при работе с лепестковыми кругами относят оказание сильного давления на диск. Из-за этого снижается работоспособность и скорость вращения круга. Это часто приводит к перегреву и ускоренному износу расходного материала.
Из-за этого снижается работоспособность и скорость вращения круга. Это часто приводит к перегреву и ускоренному износу расходного материала.
Если в работе у вас возникает желание еще больше давить на диск для его интенсивной работы, тогда стоит пересмотреть параметр зернистости расходника.
Еще один важный момент: нельзя шлифовать под тупым углом. Из-за этого происходит давление на края круга, из-за чего они сильнее и быстрее стираются. Годность и работоспособность диска нельзя определить по внешнему виду. Резать диск перестает только в том случае, если начинает виднеться клей.
гибкий диск для болгарки АГШК и Ск-ТДР, чашечные (чашка) и другие круги для заточки инструментов, ГОСТ
Алмазные шлифовальные круги относят к расходным составляющим. Используются в автоматических, угловых, ручных машинках для шлифования, затачивания и пр. Применяются в ювелирном деле — при огранке камней, а также для обработки сверхтвердых поверхностей, стекла, керамики и пр.
Применяются в ювелирном деле — при огранке камней, а также для обработки сверхтвердых поверхностей, стекла, керамики и пр.
Особенности
Алмазные диски отличаются не только высокой эффективностью и длительным сроком действия, но и способностью к самозатачиванию в сочетании с идеальной сбалансированностью между прочностью и хрупкостью. Используется инструмент не только в промышленности, но и в бытовых условиях.
Широкое распространение и доступная цена объясняются снижением себестоимости получения искусственных алмазов — они используются в более чем 90% абразивного производства.
Сами диски изготовлены из алюминиевых сплавов или стали. На поверхность заготовок накладывают тонким слоем специальный состав из бакелитовой смолы с добавлением алмазной крошки различных фракций. Надо отметить, что пока промышленность не изобрела ничего, превосходящего по твердости алмазный вариант абразива. Наиболее близкое значение имеет только кубический нитрид бора — боразон, эльбор. Остальные абразивные вещества и вовсе не конкуренты в обработке ферритов, металлокерамических композиционных и других твердосплавных материалов.
На поверхность заготовок накладывают тонким слоем специальный состав из бакелитовой смолы с добавлением алмазной крошки различных фракций. Надо отметить, что пока промышленность не изобрела ничего, превосходящего по твердости алмазный вариант абразива. Наиболее близкое значение имеет только кубический нитрид бора — боразон, эльбор. Остальные абразивные вещества и вовсе не конкуренты в обработке ферритов, металлокерамических композиционных и других твердосплавных материалов.
Основные характеристики
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125.
Именно такой показатель способен сохранить неизменной периферийную геометрию за весь цикл шлифовки.
Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
-
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
-
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
-
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.

Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
Технология требует, чтобы параметры ширины шлифуемой поверхности всегда превышали рабочие показатели круга. Равномерности выработки рабочего слоя и его самозатачиваемости добиваются выполнением всех указанных условий.
Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.
Обзор видов
Все предлагаемые производителями виды алмазных шлифовальных дисков подлежат строгому регламенту ГОСТ, который, в свою очередь, соответствует европейским стандартам. Согласно принятым нормам алмазный диск классифицируют:
-
по конструктивным параметрам и геометрическим формам;
-
по форме алмазного слоя и его расположению на изделии;
-
по конструктивным различиям корпусных форм в отдельности.
Из них самыми популярными остаются дисковые (плоские), чашечные, тарельчатые формы. Геометрия кругов может быть прямого профиля, а также есть конические, кольцевые, с выточкой односторонней или двусторонней, с односторонней ступицей и пр.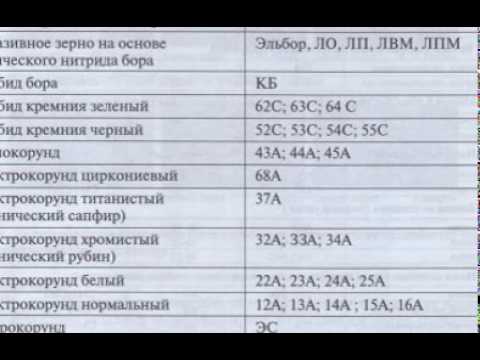 На абразивность шлифовальных конструкций с напылением влияет зернистость — размер зерна.
На абразивность шлифовальных конструкций с напылением влияет зернистость — размер зерна.
- Тарелка — тарельчатый диск, используют в обработке стали, чугуна, стекла. Применяют этот тип в процессах заточки напаек из твердых сплавов, например, на пилах. Тарельчатыми дисками хорошо удалять лакокрасочные слои.
- Чашка — чашечной формы алмазный инструмент. Применяется для труднообрабатываемых поверхностей: стекло и т. д.
- Модели прямого профиля – это плоские диски с торцевым алмазным напылением. Подобный вид выбирают для работы с поверхностями, при обработке которых требуются точные линии.
Для финишной полировки металла и придания ему зеркального глянца пользуются вулканитовыми (резиновыми) полировальными кругами. Есть очень интересная разновидность — гибкий диск (АГШК). Его особенность – это тонкий слой абразива. Применяется в ручном инструменте для шлифовки бетонных, керамогранитных и других материалов. В народе их зовут «черепашки».
Его особенность – это тонкий слой абразива. Применяется в ручном инструменте для шлифовки бетонных, керамогранитных и других материалов. В народе их зовут «черепашки».
Маркировка
Общепринятое обозначение алмазных дисков – это строка из двух частей: данные о конструктивных особенностях, описание геометрических размеров модели, а также технические показатели связки и алмазов. Еще производитель может добавить в правую сторону строки с дополнительной информацией. Для правильной расшифровки указанных данных можно использовать как подсказку параметры ГОСТа 24747–90. Кроме того, существуют таблицы, в которых указаны коды, схемы самых распространенных изделий.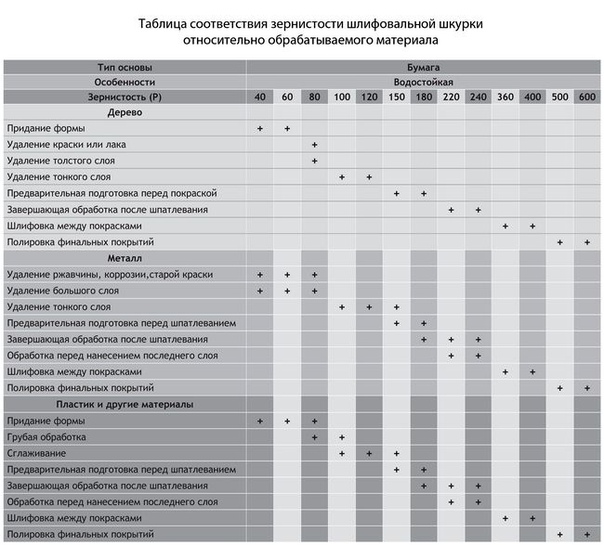 На рисунке показан шлифовальный диск-тарелка в форме конуса с диаметром 150 мм, с углом конуса 20o. На эскизе даны значения диаметра посадочного отверстия (22 мм) и величина алмазного слоя (6х4 мм).
На рисунке показан шлифовальный диск-тарелка в форме конуса с диаметром 150 мм, с углом конуса 20o. На эскизе даны значения диаметра посадочного отверстия (22 мм) и величина алмазного слоя (6х4 мм).
Значения остальных маркировок:
-
D16 – это число углеродного зерна по FERA, а K75 — его число на один карат;
-
B — знак органической связки по FERA, а T — код ее плотности.
На приведенном рисунке указана дополнительная информация о требованиях к работе (m). Помимо того, производитель может указать данные о предельной скорости окружности, показатели для вращения: необходимая частота, направление, безопасность.
-
Зернистость. Не менее важным показателем для потребителя является зернистость, ведь это основной параметр, влияющий на качество и чистоту отшлифованной поверхности.
Не стоит забывать о совокупности этих показателей при выборе размеров крошки.
 Не стоит забывать о совокупности этих показателей при выборе размеров крошки.
Не стоит забывать о совокупности этих показателей при выборе размеров крошки.Например:
-
предварительная обработка – необходимая зернистость указывается как D151, что качественно уменьшает число проходов, при этом обеспечивается гарантированно высокое КПД и чистота седьмого класса;
-
чистовая шлифовка — D54, производительность ниже, но выше класс чистоты — 10.
Необходимо учитывать величину зерна для глубины резания, от нее же зависит толщина снимаемого материала за разовый проход. Рекомендуемое соотношение — не более одной трети требуемого по норме зерна. На фото, расположенном ниже, снимок алмазной крошки, сделанный под сильным увеличением — 10÷15 мкм.
-
Твердость.
Данный показатель важен для конструкций из бакелита. Для этого ставят B, градация твердости по ГОСТу – Р 52587-2006 с использованием буквенных обозначений. Чем меньше показатель твердости, тем шире алмазный слой и меньше размер крошки. Применяют для тонкой шлифовки на небольших скоростях резки, зачастую исключая применение СОЖ. Более скоростная или глубинная резка требует увеличенной твердости и охлаждения рабочей поверхности.
 Данный показатель важен для конструкций из бакелита. Для этого ставят B, градация твердости по ГОСТу – Р 52587-2006 с использованием буквенных обозначений. Чем меньше показатель твердости, тем шире алмазный слой и меньше размер крошки. Применяют для тонкой шлифовки на небольших скоростях резки, зачастую исключая применение СОЖ. Более скоростная или глубинная резка требует увеличенной твердости и охлаждения рабочей поверхности.
Данный показатель важен для конструкций из бакелита. Для этого ставят B, градация твердости по ГОСТу – Р 52587-2006 с использованием буквенных обозначений. Чем меньше показатель твердости, тем шире алмазный слой и меньше размер крошки. Применяют для тонкой шлифовки на небольших скоростях резки, зачастую исключая применение СОЖ. Более скоростная или глубинная резка требует увеличенной твердости и охлаждения рабочей поверхности.-
Классы точности и неуравновешенности — следующее значение в маркировке алмазных шлифовальных кругов. Обязательной такая маркировка является для дисков традиционного изготовления — это две крайние отметки в строке. Что касается алмазных вариантов, то тут нет требований по ГОСТу.
Согласно технологии это инструмент с малым слоем абразива, к тому же госстандарт и так установил для них высокие нормативы точности.

Популярные модели и производители
Среди популярных производителей на нашем рынке можно найти как зарубежные бренды, так и отечественные компании, занимающиеся выпуском этой продукции еще со времен Советского Союза.
-
Компания KLINGSPOR. Германский бренд поставляет на мировые рынки более 1700 видов абразивных инструментов, среди них многопрофильные алмазные диски. Особой популярностью пользуются сегментные диски.
-
Один из крупнейших поставщиков абразивов — BOSCH. Большой ассортимент, среди которых сплошные диски. Резка камня – это идеальное применение подобного типа алмазных абразивов.
-
«Полтавские Алмазы» — все типы углеродистого инструмента для шлифования, резки, в том числе диски — Ск-ТДР.
Созданы для обработки минеральных поверхностей, например каменных.
 Созданы для обработки минеральных поверхностей, например каменных.
Созданы для обработки минеральных поверхностей, например каменных.-
Петербургский завод абразивных изделий «Ильич», один из старейших. Предприятие самостоятельно производит искусственные алмазы (так же, как и алмазный микропорошок).
Сфера использования
Широчайшие возможности алмазных инструментов сделали возможным их использование в самых разнообразных сферах. Сверхпрочность углеродистого покрытия существенно сокращает время для заточки твердосплавного инструмента, труднообрабатываемых материалов. Заточенные алмазами инструментальные лезвия обладают большей эффективностью, не требуют последующей доводки, сохраняют остроту намного дольше, чем заточка аналоговыми абразивами.
Стойкость к изнашиванию:
-
у твердосплавных однолезвийных режущих поверхностей показатель повышается в 1,5 раза;
-
у многолезвийных инструментов эти значения еще выше.
Поскольку на обработанной алмазами поверхности не образуются сколы и трещины, их применяют для работы:
Незаменимы алмазные абразивы в технологии создания оптических линз, для шлифовки мониторов, экранов. Невозможно обойтись без них в медицине — алмазными инструментами затачивают лезвия для микротомов, скальпели, иглы шприцев. Стоматологические инструменты для лечения и протезирования тоже обрабатывают углеродистыми абразивами.
Стоматологические инструменты для лечения и протезирования тоже обрабатывают углеродистыми абразивами.
Алмазные шлифкруги производят для болгарки, фрезерных и других станков, специальных инструментов в работе по камню. Еще один способ применения — алмазными дисками правят круги из других абразивных материалов. Правильный и продуманный подход к выбору алмазных абразивных конструкций позволит любую работу и задачу выполнить качественно, без дефектов.
|
Обработка плит МДФ, ДСП |
||
|
калибрование |
Р30, Р36, Р40, Р50 |
ленты бесконечные |
|
промежуточное шлифование |
Р50, Р60, Р80 |
ленты бесконечные |
|
финишное шлифование |
Р100, Р120, Р150 |
ленты бесконечные |
|
Обработка деталей мебели и дверей из МДФ |
||
|
предварительное шлифование перед грунтовкой |
Р80, Р100, Р120 |
самозакрепляющиеся изделия |
|
шлифование после грунтовки |
Р150, Р180, Р220, Р240 |
самозакрепляющиеся изделия |
|
шлифование после окраски |
Р320, Р400 |
самозакрепляющиеся изделия |
|
Обработка гипсоволокнистой и гипсостружечной плиты |
||
|
шлифование |
Р24, Р30, Р36, Р40, Р60, Р80, Р100 |
ленты бесконечные |
|
Обработка мебельного щита и деталей мебели |
||
|
калибрование |
Р36, Р40, Р60, Р80 |
ленты бесконечные |
|
промежуточное шлифование |
Р100, Р120 |
ленты бесконечные |
|
чистовое шлифование |
Р150, Р180, Р220 |
ленты бесконечные |
|
Обработка паркетной доски |
||
|
калибрование |
Р80 |
ленты бесконечные |
|
промежуточное шлифование |
Р120 |
ленты бесконечные |
|
чистовое шлифование |
Р150, Р180, Р220 |
ленты бесконечные |
|
Обработка листового проката из стали |
||
|
черновое шлифование, снятие окалины |
Р24, Р30, Р36, Р40, Р50, Р60 |
ленты бесконечные |
|
промежуточное шлифование |
Р80, Р100, Р120 |
ленты бесконечные |
|
чистовая шлифовка |
Р150, Р180, Р220 , Р240 |
ленты бесконечные |
|
полировка |
Р320, Р360, Р400, Р500, Р600, Р800, Р1000, Р1200 |
ленты бесконечные |
|
Обработка труб из нержавеющей стали |
||
|
зачистка сварного шва |
Р40, Р60, Р80, Р100, Р120 |
ленты бесконечные |
|
предварительное шлифование, матирование |
Р150, Р180, Р220, Р240 |
ленты бесконечные |
|
шлифование |
Р280, Р320,Р360, Р400 |
ленты бесконечные |
|
чистовое шлифование/полирование |
Р500, Р600, Р800, Р1000, Р1200 |
ленты бесконечные |
|
Обработка труб из углеродистой стали |
||
|
удаление окалины, ржавчины |
Р40, Р60, Р80 |
ленты бесконечные |
|
чистовое шлифование |
Р100, Р120, Р150, Р180 |
ленты бесконечные |
|
Обработка проволоки |
||
|
шлифование |
Р40, Р60, Р80, Р100, Р120, Р150 |
ленты бесконечные |
|
Обработка медицинских инструментов, столовых приборов |
||
|
черновое шлифование, удаление заусенцев |
Р60, Р80, Р100 |
ленты бесконечные |
|
чистовое шлифование |
Р100, Р120, Р150, Р180 |
ленты бесконечные |
|
Обработка радиаторов и алюминиевых деталей |
||
|
черновое шлифование, удаление заусенцев |
Р40, Р60 |
ленты бесконечные |
|
чистовое шлифование |
Р80, Р100 |
ленты бесконечные |
|
Общая металлообработка |
||
|
черновое шлифование |
Р36, Р40, Р60 |
круги лепестковые, диски шлифовальные самозакрепляющиеся |
|
промежуточное шлифование |
Р80, Р100, Р120 |
круги лепестковые, диски шлифовальные самозакрепляющиеся |
|
чистовое шлифование |
Р150, Р180, Р220 |
круги лепестковые, диски шлифовальные самозакрепляющиеся |
|
полирование |
Р240, Р320, Р360, Р400, Р500, Р600, Р800 |
круги лепестковые, диски шлифовальные самозакрепляющиеся |
|
Обработка лакокрасочных покрытий |
||
|
подготовка металла к нанесению покрытия; снятие старого покрытия, грубое выравнивание шпатлевки |
Р40, Р60, Р80 |
листы и диски шлифовальные самозакрепляющиеся |
|
шлифование грубых царапин и рисок на поверхности подготавливаемого материала; предварительное шлифование, шпатлевки |
Р100, Р120 |
листы и диски шлифовальные самозакрепляющиеся |
|
сглаживание рисок от предыдущего абразива, завершающее выравнивание; подготовка к нанесению наполняющего грунта; |
Р120, Р150, Р180 |
листы и диски шлифовальные самозакрепляющиеся |
|
финишное шлифование шпатлевки |
Р180 |
листы и диски шлифовальные самозакрепляющиеся |
|
подготовка поверхности к грунтованию |
Р220, Р240, Р320 |
листы и диски шлифовальные самозакрепляющиеся |
|
грубое шлифование грунта |
Р400 |
листы и диски шлифовальные самозакрепляющиеся |
|
финишное шлифование грунта |
Р600, Р800 |
листы и диски шлифовальные самозакрепляющиеся |
|
шлифовка грунта при окраске в темные тона |
Р1000 |
листы и диски шлифовальные самозакрепляющиеся |
|
шлифовка после покраски, удаление дефектов ЛКП |
Р1000, Р1200, Р1500 |
листы и диски шлифовальные самозакрепляющиеся |
|
шлифовка ЛКП после Р1500 или сразу после покраски |
Р2000, Р2500 |
листы и диски шлифовальные самозакрепляющиеся |
Зернистость лепестковых кругов таблица — Морской флот
Для шлифовальных работ и чистовой обработки поверхности важно правильно выбрать абразивный материал – это сведет к минимуму риск удаления слишком большого количества материала и сократит время и стоимость работ.
Лепестковые диски изготавливаются из тех же абразивов, что и диски шлифовальные, но их многослойная конструкция дает возможность обработки материалов в более щадящем режиме.
Они идеально подходят как для первичного шлифования, так и для финишных работ. К преимуществам лепестковых кругов можно отнести:
низкий уровень шума;
малый нагрев при шлифовании;
длительный срок службы;
В этой статье мы расскажем, как правильно выбрать диск, а также разберем правила эффективного использования лепесткового торцевого шлифовального диска.
Выбор абразивного материала
То, как работает лепестковый круг, во многом зависит от используемого абразивного материала и размера зернистости.
В дисках ABRO используются два основных абразива: оксид алюминия и диоксида циркония.
Оксид алюминия (электрокорунд) – самый распространенный и доступный тип корунда. Он применяется для обработки всех черных металлов, пластика, дерева.
Использование диоксида циркония в качестве абразивного материала обеспечивает высокую производительность работ и длительный срок службы диска. Циркониевые диски особенно хороши для нержавеющих и углеродистых типов стали. Такой круг более теплостойкий, прочный и долговечный, остается острым в течение более длительного периода времени.
Самый простой способ понять, из какого абразивного материала изготовлен лепестковый диск, – это посмотреть на его цвет. Если абразив окрашен в коричневый цвет, перед вами круг с абразивом на основе оксида алюминия
Если же диск синего цвета, то, как правило, он изготовлен на основе циркония.
Для того, чтобы убедиться на 100% в материале диска, проверьте технические данные, указанные на нем:
«А» – оксид алюминия
«ZA» – цирконат алюминия
(больше про маркировки дисков можно узнать тут: Как выбрать отрезной диск? )
Каждому виду шлифовальных работ соответствует определенная зернистость лепесткового диска.
Таблица 1. Выбор зернистости диска.
В ассортименте бренда ABRO существуют все описанные выше виды зернистости:
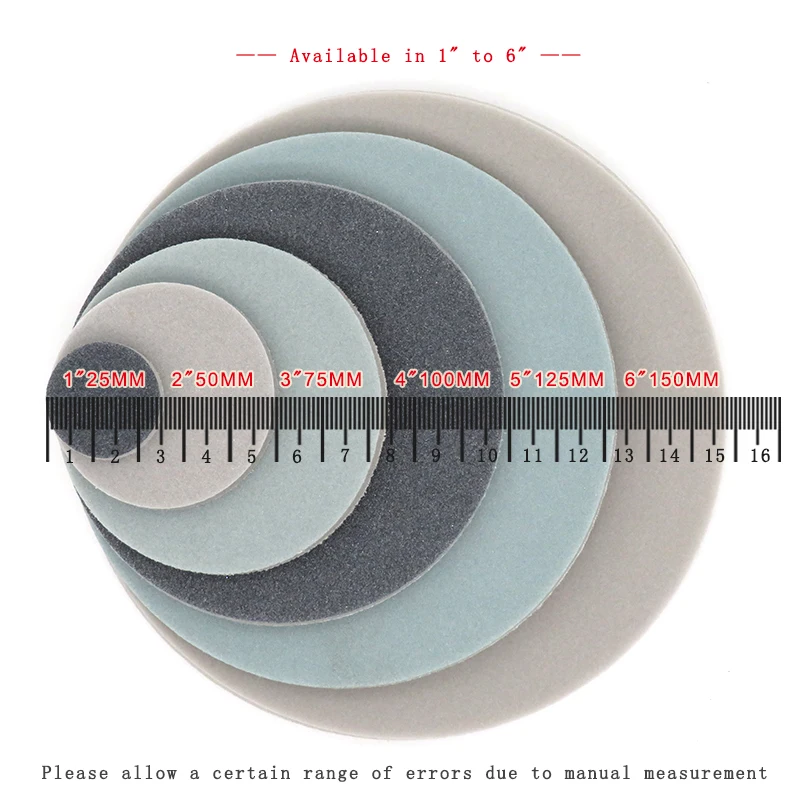
100 мм – минимальный размер. Подходит для небольших электрических УШМ (угловая шлифовальная машинка), а также для пневматического инструмента. Применяется для работ в труднодоступных местах.
125 мм – самый популярный размер. Подходит для УШМ высокой мощности.
Существуют и другие размеры, но эти получили самое широкое распространение.
Выбор толщины лепестков
Стандартные – для черновой обработки черных металлов. Самый доступный сегмент.
Утолщенные – также называются HD или High Density. Содержат в среднем на 40% больше лепестков по сравнению со стандартными. Мягче обрабатывают, дольше срок службы, меньше риска испортить поверхность, лучше затачиваются. Именно такие диски производит ABRO.
Правильная техника использования
Чтобы максимизировать эффективность и долговечность лепесткового диска, важно выбрать правильное давление и угол при работе с УШМ.
УШМ при работе с лепестковыми дисками, должна контактировать с поверхностью под углом от 5 до 35 градусов. Для каждого диапазона существует свой тип круга:
1. Type 27 (по ГОСТ КЛТ -1) лучше всего подходит для чистовой обработки и применений, где требуются меньшие углы шлифования, от 0 до 15 градусов.
2. Type 29 (по ГОСТ КЛТ-2) лучше всего подходит для агрессивного шлифования под большим углом, от 15 до 25 градусов.
Одна из популярных ошибок связанная с лепестковыми дисками – это слишком сильное давление на УШМ при работе. В этом случае диск будет работать недостаточно быстро, что может привести к его преждевременному износу и перегреву. Слишком сильное давление может также привести к подрезанию, выбоине или повреждению поверхности.
ВАЖНО! Если при шлифовке хочется нажать сильнее на круг, это верный признак того, что нужно использовать более крупную зернистость.
Другая ошибка – это шлифовка под тупым углом к поверхности. Такая техника увеличивает давление и нагрузку на края диска, что сокращает срок его службы.
При обработке сварочных швов тонких металлических поверхностей важно не удалять слишком много металла. Необходимо выбрать наименее агрессивный диск. Для подобных работ рекомендуем диск лепестковый с зернистость 80 или 60.
Не судите о степени изношенности лепесткового диска по внешнему состоянию. Лепестковые круги спроектированы таким образом, что при правильном использовании диск будет резать до тех пор, пока клей не станет видимым.
Используя эти простые советы, вы сможете сэкономить на дисках и повысить эффективность своих работ.
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
 На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабат
Какой шлифовальный круг выбрать?
Saint-Gobain Абразивные материалыen
Соединенное Королевство- Наши продукты
ШЛИФОВАЛЬНЫЕ КОЛЕСА И ОСНОВЫ АБРАЗИВОВ
ШЛИФОВАЛЬНЫЙ КОЛЕСО И АБРАЗИВНЫЕ ОСНОВЫ
ИНДЕКС
Общие абразивные материалы — конструкция и идентификация
Спецификация шлифовального круга
Тип и цвет зерна
Размер зерна
Жесткость колеса
Строение
Связки
Алмазные диски и диски CBN
Основы для алмазов и CBN
Определение вашего Алмазный или CBN кругАлмазный круг только на карбидах и CBN только на сталях?
т г спецификация
Вопреки тому, что вы можете думаю, длинные коды, связанные со шлифовальными кругами, на самом деле могут быть интерпретируются и обычно имеют ясное значение.
Как было сказано выше, обычно шлифовальный круг нельзя брать из одного производитель, который отмечен аналогичным образом и заменяет другой заводской шлифовальный круг одинаковой маркировки. Во-первых место, очень вероятно, что они не будут отмечены аналогичным образом и во-вторых, вариации заводских методов производства обычно делают круги шлифовальные различной конструкции. Если только один не очень требователен к своему шлифовальному кругу или не выполняет требовательную работу и готов принять горе, мы не рекомендуем никому пытаться делать замены без руководства знакомого инженера с процессом и производителями.
 Почти все
производители укажут тип зерна, размер зерна, твердость круга,
структура и связка в каждом произведенном шлифовальном круге.
Важно отметить, что НЕТ СТАНДАРТА среди шлифовальных машин.
производители колес. Каждый будет использовать свою уникальную идентификацию
метод маркировки; Однако есть общие правила — по крайней мере
здесь, в США. Типичная спецификация шлифовального круга может быть
«A60-I10-VS».«А» — это тип зерна (в данном случае алюминий
оксида), 60 — размер зерна, I — относительная твердость, 10 —
структура, а VS — тип облигации (VS для этой компании означает
керамическая связка. Есть
вариации тоже. Например, можно увидеть это ’97C80 + F / -G
-B11-DC ‘. В данном случае 97C — это тип зерна / зерна (здесь ‘C’
вероятно, карбид кремния), 80 — размер зерна, + F / -G указывает на
зонное или градуированное колесо средней твердости.
Почти все
производители укажут тип зерна, размер зерна, твердость круга,
структура и связка в каждом произведенном шлифовальном круге.
Важно отметить, что НЕТ СТАНДАРТА среди шлифовальных машин.
производители колес. Каждый будет использовать свою уникальную идентификацию
метод маркировки; Однако есть общие правила — по крайней мере
здесь, в США. Типичная спецификация шлифовального круга может быть
«A60-I10-VS».«А» — это тип зерна (в данном случае алюминий
оксида), 60 — размер зерна, I — относительная твердость, 10 —
структура, а VS — тип облигации (VS для этой компании означает
керамическая связка. Есть
вариации тоже. Например, можно увидеть это ’97C80 + F / -G
-B11-DC ‘. В данном случае 97C — это тип зерна / зерна (здесь ‘C’
вероятно, карбид кремния), 80 — размер зерна, + F / -G указывает на
зонное или градуированное колесо средней твердости. -B11 — это
связка (B11, вероятно, смоляная связка). DC — это какой-то процесс
к колесу, например, прорези, канавки, отверстия или вызванная пористость.
Другие суффиксы добавляются каждым отдельным производителем для специальных
условия. Только взглянув на производственную запись или
технологический лист будет ли кто-нибудь знать наверняка, что именно составляло это
конкретный шлифовальный круг — одна только спецификация не скажет
целая история.
-B11 — это
связка (B11, вероятно, смоляная связка). DC — это какой-то процесс
к колесу, например, прорези, канавки, отверстия или вызванная пористость.
Другие суффиксы добавляются каждым отдельным производителем для специальных
условия. Только взглянув на производственную запись или
технологический лист будет ли кто-нибудь знать наверняка, что именно составляло это
конкретный шлифовальный круг — одна только спецификация не скажет
целая история. Вот куда мы пришли
in: Мы работаем с заводами, чтобы предоставить вам подходящий шлифовальный круг.
Также важно отметить, что конечный пользователь должен ожидать
ПРОВЕРКА И ОШИБКА при переходе с одной марки колеса на другую.
Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно
выберите точную твердость, зернистость, сцепление и т. д. Терпение и время
являются ключом к любой успешной конверсии и тестированию.
Вот куда мы пришли
in: Мы работаем с заводами, чтобы предоставить вам подходящий шлифовальный круг.
Также важно отметить, что конечный пользователь должен ожидать
ПРОВЕРКА И ОШИБКА при переходе с одной марки колеса на другую.
Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно
выберите точную твердость, зернистость, сцепление и т. д. Терпение и время
являются ключом к любой успешной конверсии и тестированию.Тип и цвет зерна
Тип зерна обычно либо оксид алюминия (белый, розовый, рубиново-красный, коричневый, серый и т. д.) карбид кремния (черный или зеленый), керамический (синий и розовый) или любое их сочетание. Оксид алюминия на сегодняшний день является самым популярным. Он доступен в следующих цветов: белый, розовый, красный, рубиново-красный, коричневый и серый.
Более новая зернистость доступны керамические (также называемые SolGel или SG). Керамика песчинка не тускнеет — она сломается или ломаться на острые углы, а не тупить, и вырываться из соединения. Это обычно продлевает срок службы колеса, а также обеспечивает отличный агрессивный съем материала без перегрева.Этот песок производится всего несколькими производителями и стоит очень дорого, обычно в два-три раза дороже оксида алюминия. Вы обычно не видно круга из 100% керамики. Выдержка обычно смешивается с оксидом алюминия в различных процентах от 10% до до 50%. Керамика используется в инструментальных сталях и низкоуглеродистых сталях. Одинаково хорошо. Для этих шлифовальных кругов обычно требуется хорошая насадка. индивидуального проектирования для вашего конкретного приложения и процесса, чтобы добиваться прибыльных результатов.
Зернистость иногда бывает смешанные в комбинации для достижения определенных режущих характеристик. Крупу еще называют рассыпчатой (белой) или полужирной (розовой, коричневой и серый, красный и др.). Рыхлая песчинка легче разрушается и полезен для резки более твердых материалов.
 Каждый цвет имеет свои особенности шлифования. Серый и коричневый
Зерно — это основная крупа, используемая при шлифовании и производстве
шлифование. Прочные и недорогие, они самые общие
найдена зернистость. Может использоваться для стали с низким и высоким содержанием углерода.
Розовая и белая крупа обычно используется для обработки более твердых сталей.
которые нуждаются в прохладном, рыхлом режущем действии, чтобы избежать ожогов. В
рубиново-красная зернистость — это особая вязкая зернистость, которая также используется для обработки инструментальной стали.
Эта крупа немного дороже серой / коричневой.
Красный рубин очень дорогой. Кремний
Карбидная крупа обычно бывает черной или зеленой. Черный кремний
карбид используется для шлифования цветных металлов, таких как алюминий и латунь.
а также на изделиях из пластика, резины и камня, таких как мрамор и
гранит.
Каждый цвет имеет свои особенности шлифования. Серый и коричневый
Зерно — это основная крупа, используемая при шлифовании и производстве
шлифование. Прочные и недорогие, они самые общие
найдена зернистость. Может использоваться для стали с низким и высоким содержанием углерода.
Розовая и белая крупа обычно используется для обработки более твердых сталей.
которые нуждаются в прохладном, рыхлом режущем действии, чтобы избежать ожогов. В
рубиново-красная зернистость — это особая вязкая зернистость, которая также используется для обработки инструментальной стали.
Эта крупа немного дороже серой / коричневой.
Красный рубин очень дорогой. Кремний
Карбидная крупа обычно бывает черной или зеленой. Черный кремний
карбид используется для шлифования цветных металлов, таких как алюминий и латунь.
а также на изделиях из пластика, резины и камня, таких как мрамор и
гранит. Карбид кремния черный — очень острое зерно. Зеленый
карбид кремния имеет еще более острую зернистость, чем черный, и используется
в первую очередь для карбидов, титана и материалов плазменного напыления.
Одной из интересных характеристик карбидов кремния является то, что они
есть на стали. Из-за остроты этой крупы можно
думаю, что они будут слишком агрессивными и не обеспечат хорошего финиша.
Фактически, на сталях карбид кремния используется как своего рода
шлифовальная / финишная зернистость. Он используется в акробатических процессах как
продукт для отделки поверхностей. Кроме того, производители часто смешивают
небольшой процент карбида кремния с зернистостью оксида алюминия в
шлифовальные круги и хонинговальные бруски для получения более качественной детали
обработка поверхности сталей.Песок на самом деле тускнеет и
обеспечивает трение стали, что обеспечивает лучшую поверхность
Конец.
Карбид кремния черный — очень острое зерно. Зеленый
карбид кремния имеет еще более острую зернистость, чем черный, и используется
в первую очередь для карбидов, титана и материалов плазменного напыления.
Одной из интересных характеристик карбидов кремния является то, что они
есть на стали. Из-за остроты этой крупы можно
думаю, что они будут слишком агрессивными и не обеспечат хорошего финиша.
Фактически, на сталях карбид кремния используется как своего рода
шлифовальная / финишная зернистость. Он используется в акробатических процессах как
продукт для отделки поверхностей. Кроме того, производители часто смешивают
небольшой процент карбида кремния с зернистостью оксида алюминия в
шлифовальные круги и хонинговальные бруски для получения более качественной детали
обработка поверхности сталей.Песок на самом деле тускнеет и
обеспечивает трение стали, что обеспечивает лучшую поверхность
Конец.
Размер зерна
Зернистость обычно бывает крупной (зернистость 16-24), средние (зернистость 36-60) и мелкие (зернистость 80-120).Мелкая крупа бег от 150 и выше. Шлифовальные круги обычно находятся между 24 и 100 грит. Хонинговальные и фуговальные камни и др. шлифовальный абразив будет зернистостью 150 и выше. Используйте грубый зернистость для быстрого и агрессивного съема материала и более мелкое зерно для меньшего количества материала удаление, но лучшая обработка поверхности.
Шлифовка твердость колеса
Твердость оценивается от A до Z где «А» — самая слабая связь, а «Z» — самая сильная.А слабая связь предпочтительна для шлифования более твердых материалов, в то время как для более мягких материалов желательна более прочная связь. Типичный слабый Связка для стали будет в диапазоне «F, G или H». Средний твердость будет в диапазоне «I, J или K». И более сильные связи в Диапазон «L, M или O». Твердость зависит от типа зерна, измельчаемый материал, количество снятого материала и количество другие факторы.
Классы твердости обычно линейный: если вы увеличите твердость на одну букву (от H до и Я, например), это может дать вам вдвое больше жизни колеса. Многие люди ошибочно полагают, что такой переход (от H к I) только маргинальность — не обманывайтесь здесь: ход всего один или два Уровни твердости могут существенно повлиять на ваш процесс!
Важно отметить, что практически невозможно подобрать шлифовальный круг одного производителя твердость колеса от другого производителя: Различия на заводе печи, измерительные приборы и отсутствие стандартизированной твердости система не допускает прямого перехода.Одна компания «G» твердость была бы «F» с другим и даже «H» с другим. Нам все время звонят по этому поводу: мы просто не можем гарантировать одно колесо должно быть таким же, как другое. Даже когда наши производители переключить производство на другую фабрику в другом штате или страны мы увидим некоторые различия. Иногда это может быть значительный.
Структура или междурядье
Структура в основном расстояние между абразивными зернами.Открытая структура будет 12 или выше, в то время как более близкая структура будет 6 или около того. Снова здесь, структура зависит от множества факторов, не в последнюю очередь из которых насколько сложно шлифовать материал. Можно подумать, что меньшее расстояние сделало бы колесо более жестким, но это верно только для точка: с меньшим количеством связки, удерживающей отдельные абразивные зерна, мягче бы колесо было. То же самое верно и для очень открытая структура: если зерна широко расставлены, у вас меньше зерен для шлифовать, но с большим количеством связки, удерживающей каждое зерно — Это может сделать колесо жестче.Инженеры шлифовальных кругов будут обычно регулируют ПРОЧНОСТЬ СВЯЗИ в зависимости от области применения.
Тип облигации
Существуют различные типы облигаций но наиболее распространены остеклованные и смолистые. Остеклованный в основном стекловидное стекло, очень похожее на керамику или стеклянную посуду, обожженную в печь. Колеса из смолы — это пластмассовые смолы, смешанные и отверждаемые при низком температуры.Стеклокерамические колеса обычно используются для скамейки, поверхности и инструментальные помещения, такие как шлифование поверхностей при колеса из смолы обычно используются в отрезных кругах, бесцентровом круге и суперабразивные круги (алмазные и CBN). Новые скрепки пластиковые приклеенные колеса на основе высоких технологий от таких компаний, как ИССЛЕДОВАТЕЛЬСКИЙ АБРАЗИВ.
Основы для алмазов и CBN
Круги с алмазным покрытием и CBN выпускаются с несколькими типами связки: Смола (наиболее распространенная), остеклованная, металлическая и гальваническая.Смола используется в большинстве инструментальных и производственных приложений. Остеклованный и металлические облигации — это более новые типы облигаций со специфическими применениями (мы не буду вдаваться в подробности, поскольку они довольно редки и дороже и почти всегда изготавливаются на заказ по специальному заказу). Гальванические колеса очень распространены и обычно встречаются в отрезные круги и абразивное шлифование с низкими требованиями, например, для пластмассы.
Круги из пластмассы сделаны так же, как и традиционные шлифовальные круги с толстый слой связки / песка обычно от 1/16 дюйма до 1/4 дюйма. Гальванические колеса имеют гораздо меньшую толщину. В обоих В некоторых случаях связующий слой наносится на ступицу, которая выполнена из алюминия или сталь, изготовленная по нужному профилю.
Как и традиционные шлифовальные круги, Diamond и CBN колеса используются в различных процессах и с различными материалы.Обычно алмазные круги используются строго на карбиды и CBN используются для стали. Некоторые производители выпускают «гибридное» колесо, представляющее собой специальную зернистость, которая шлифует как сталь, так и карбиды (обычно используются на деталях, требующих шлифования карбидов и сталь заодно). Алмазные диски с покрытием используются на цветные материалы, такие как пластмассы, каучуки, нейлон, стекловолокно, пр.
Идентификация алмазного или CBN круга
Диски Diamond и CBN классифицируются по форма, размер зерна, концентрация и связка.Типичный алмаз спецификация колеса может быть D1A1-150R100-B4, где D1A1 — колесо форма, 150 — размер зерна, 100 — концентрация, а B4 — это связка конкретного производителя (B4, скорее всего, связка из смолы).
Размер зерна от 120 до 180 типичен для применения в инструментальных помещениях. Более мелкая крупа 220 и выше обычно заказывается по специальному заказу и для очень тонкая отделка.
Концентрация, с точки зрения непрофессионала, просто количество песка в смесь.Предпочтительны концентрации 75 или выше, но также зависит от конкретного приложения. Некоторые работы могут сделать лучше при меньшей концентрации. Как правило, чем выше концентрация тем дольше прослужит колесо и тем оно дороже будет стоить аванс.
Облигации могут быть слабыми или сильными в зависимости от приложения, но обычно на 90% изготовленных колес приходится одна основная связка. Экзотические облигации например, медь и полиамид очень дороги и используются в сложные, точные операции, при которых пристальное внимание уделяется обоим срок службы и стоимость колеса.Обычно производителю требуется чтобы узнать, будет ли алмазный круг работать с охлаждающей жидкостью или без жидкости — Это определяет связь. Колеса CBN всегда должны работать в охлаждающей жидкости.
Вы также увидите в спецификации выноску для связующего слоя. толщина, например: «X = 1/8». Это очень важно в срок службы колеса и его начальная стоимость. Связующий слой 1/8 дюйма Толщина будет составлять половину толщины 1/4 дюйма и, следовательно, половину срока службы. Некоторые производители поставляют колеса размером от 1/16 дюйма или примерно 1/2 дюйма. Наиболее распространены 1/8 дюйма и 1/4 дюйма. Цена могут сильно различаться, и это важный фактор, который следует учитывать, когда сравнение колес от одной фирмы к другой.
Алмазный круг по стали и CBN на карбидах?
Нас часто спрашивают можно ли использовать алмазный круг для стали и CBN для карбидов.Мы не рекомендуйте это, так как срок службы колеса значительно сократится и в некоторых случаях колеса могут вообще не резаться. Алмазный круг — это специально используется для карбидов, пластмасс и других синтетических материалов. материалы. Он вообще не будет хорошо шлифовать сталь. CBN колеса следует использовать только для стали. Доступна гибридная зернистость это измельчит обоих; Однако это компромисс в сроке службы колеса и измельчение.Но в тех случаях, когда необходимо шлифовать оба материала в то же время, это может сэкономить время.
Не сделал найти здесь то, что искали?
Посетите наш Форум пользователей / Доска объявлений для получения помощи от другого пользователя.
Вы можете просмотреть вопросы, уже отправленные другими пользователями
или задайте свой вопрос.
Эта страница будет часто обновляться по мере добавления новых
интересующие предметы. Если есть вопросы, пожалуйста
Связаться с нами.
Как выбрать шлифовальные круги
Независимо от того, заменяете ли вы изношенный шлифовальный круг или просто модернизируете тот, который не соответствует вашим потребностям, важно выбрать правильный, чтобы минимизировать время заточки и максимально продлить срок службы ваших инструментов и шлифовальных кругов.Производители изготавливают шлифовальные круги из различных абразивов, чтобы лучше всего работать с конкретными типами металлов.
Виды абразивных кругов
• Карбид кремния. Этот недорогой круг лучше всего работает с цветными металлами, такими как алюминий, латунь или медь, а также с твердыми сплавами. Обычно он имеет цвет от темно-серого до бронзового. Хотя раньше они входили в стандартную комплектацию большинства настольных шлифовальных машин, они становятся менее распространенными, поскольку все больше производителей переходят на круги из оксида алюминия.
• Оксид алюминия. Эти универсальные диски двух марок по цене на 20–30 процентов выше, чем из карбида кремния. Более дешевая версия, обычно серая или коричневая, лучше всего работает с инструментами из углеродистой стали (наиболее распространенная сталь, обычно связанная с недорогими инструментами). Белая версия обычно продается по несколько более высокой цене, но режет инструмент быстрее и меньше нагревает инструмент. Он разрушается быстрее, чем «обычный» оксид алюминия, что позволяет постоянно обнажать свежую режущую поверхность, что означает более частую замену.Эта премиальная смесь также работает с углеродистой сталью, но лучше всего с более твердыми стальными сплавами.
• Керамика / оксид алюминия. Чаще всего бледно-голубой, этот абразив имеет быстрое режущее действие с наименьшим ожогом инструмента. Он более долговечен, чем белые смеси (и примерно на 25 процентов дороже), и идеально подходит для твердых стальных сплавов, таких как быстрорежущая сталь (HSS).
• Нитрид бора кубический. Этот абразив связан со стальным кругом.Используйте его только для твердосплавных сплавов и твердосплавных инструментов; углеродистая сталь повредит абразив. Они продаются с разной зернистостью и стоят в 4–5 раз больше, чем диски из оксида алюминия.
Когда менять колеса
Замените круг на шлифовальном станке, если применимо одно из следующих условий:
• зазор между кругом и упором для инструмента ( ниже ) не может быть закрыт до 1 ⁄ 8 «или меньше;
• зазор между колесом и искрогасителем нельзя закрыть до 1 ⁄ 4 «;
• на колесе есть признаки повреждения ( ниже ).
Как получить нужную зернистость
Шлифовальный станок с двумя абразивными кругами (вместо одного с одним абразивным кругом и проволочным кругом) позволяет использовать грубый круг для формовки и более тонкий для хонингования.
2 быстрых совета по повышению производительности шлифовального круга
Поскольку шлифовальные машины имеют оправки разного диаметра, большинство колес поставляются со втулками для обеспечения идеальной посадки. Затягивайте гайку оправки только до плотного прилегания — при перетягивании колесо может сломаться.
Заточка и шлифование забивают абразивные круги металлической стружкой и замедляют их режущее действие. Поэтому регулярно обновляйте колеса в течение примерно 10–20 секунд с помощью приспособления для правки, такого как показанные алмазные или звездчатые диски. (Посмотрите видео, показывающее, как пользоваться инструментом для правки, на сайте woodmagazine.com/dressingtool.)
Обзоры алмазный шлифовальный кругзернистость 180 — интернет-магазины и отзывы на алмазный шлифовальный круг 180 зернистость на AliExpress
Отличные новости !!! Вы попали в нужное место для алмазного шлифовального круга зернистостью 180.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший алмазный шлифовальный круг с зернистостью 180 скоро станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели алмазный шлифовальный круг зернистостью 180 на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в алмазном шлифовальном круге 180 грит и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести алмазный шлифовальный круг 180 по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации.